組合式微細電火花電極制作工藝試驗研究
2012-06-05 10:28:36白基成王燕青李浩洲
電加工與模具 2012年3期
酈 羽,白基成,王燕青,李浩洲
(1.哈爾濱工業大學機電工程學院,黑龍江 哈爾濱 150001;2.江蘇冬慶數控機床有限公司,江蘇 泰州 225300)
以微細陣列孔為關鍵結構的零部件在電子、紡織、光導纖維、生命科學、液壓元件、印刷、醫療器械等工業領域的使用越來越多,對微細孔的尺寸精度、圓度和一致性要求也越來越高,因此對微細孔的加工提出了更高的要求。微細電火花加工作為微細陣列孔加工的一種主要加工方法,在國外已達到工業應用水平,如日本松下精機、瑞士夏米爾、美國麥威廉斯等公司都有成熟的產品。其中以日本松下精機的產品性能最優,能穩定加工出直徑 5μm 的小孔[1],代表著微細電火花加工領域的前沿。但國外產品價格昂貴,且對我國禁運。因此,對微細電火花加工機床的研究就顯得非常迫切。
電極的在線制作一直是電火花微細陣列孔加工技術的難點所在,制作出長徑比大、一致性高的微細電極是實現微細陣列孔加工的關鍵。自1984年增澤隆久教授發明線電極電火花磨削法(WEDG)[2]以來,微細電火花加工技術取得了長足的進步。但線電極磨削方法制作電極效率低,制備工具電極的時間在整個工件加工時間中占極大比重,因此工具電極的在線高效、穩定制作技術已成為影響電火花在微細制造技術中實用化的關鍵技術之一。本文將對電極在線制作的效率和穩定性進行研究。
1 電極在線制作
1.1 試驗方法
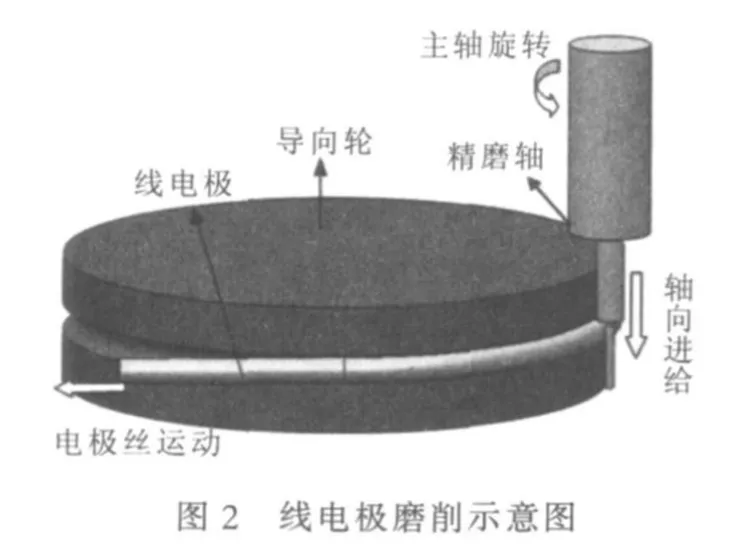
微細電火花加工中電極在線制作的常用方法主要有兩種:塊電極磨削(圖1)和線電極磨削(圖2)。兩種電極在線制作方法都有各自的優缺點。

(1)采用塊電極加工時,加工過程中電極全長同時參與放電,加工效率高,但塊電極磨削面和電極軸軸線之間有平行度誤差,導致用塊電極磨削出來的微細軸有一定錐度[3];且在塊電極磨削時,隨著電極徑向進給的不斷深入,排屑將變得不通暢,加工廢屑堆積在塊電極與加工電極的間隙之間,造成二次放電,使加工出的電極直徑一致性差;同時,由于參與的放電面積大及塊電極自身損耗等因素,很難做到電極軸加工表面質量和直徑一致性的精確控制。
(2)電火花線電極磨削方法(WEDG)實現了線電極與電極軸之間的點放電[4],加工過程中可實現微能放電;同時,加工過程中電極絲沿著導向裝置向一個方向連續移動,電極絲的損耗可忽略不計。因此,該方法可用來加工一致性高和尺寸可控的微細電極。但由于WEDG為點放電加工,加工效率低,不適合大磨削量加工。
針對兩種電極制作方法的優缺點和實際工業應用中高效、高精的需求,本文采用兩種電極在線制作方法相結合的工藝,先用塊電極磨削粗加工出毛坯,再用線電極磨削進行精磨削。通過這樣的工藝安排做到微細電極在線制作加工效率和加工精度兩者的兼顧。
1.2 試驗條件
與煤油相比,去離子水具有加工無污染、不易燃燒、流動性好、材料蝕除速度快、加工效率高等優點[4]。試驗表明,使用去離子水作為工作液加工微細孔,電極損耗遠低于煤油,大大提高了電極使用率,故本試驗使用去離子水作為工作液。
為保證電極軸線與塊電極磨削面的平行度,將塊電極安裝在平行度很高的工作臺上。線電極磨削結構較復雜,是一套獨立裝置;線電極磨削時,對精加工精度影響最大的因素是走絲過程中絲抖動的問題,絲抖動超過允許范圍時,將使加工出的電極一致性達不到要求。本試驗裝置采用的走絲方案見圖3。貯絲筒安放在磁滯動器上,由磁滯動器給絲運動提供一個阻力,在另一端通過電機帶動摩擦輪使絲以恒定速度運動,確保絲在恒張力作用下平穩單向運行,以降低絲抖動。
1.3 試驗方案
本工藝試驗的目的是制作出滿足高精度微噴陣列孔加工要求的電極軸。在保證電極加工精度的前提下,盡可能提高電極的制作效率,試驗采用塊電極粗磨削,線電極中、精磨削的工藝流程。塊電極粗磨削的目的是快速將初始直徑500μm的電極加工到線電極中、精磨削的尺寸范圍內,加工效率要求高;線電極中磨削以直徑一致性高為目標;線電極精磨削則是為了獲得好的表面質量。試驗所用的微噴陣列孔加工機床集成了多種模式脈沖電源:晶體管可控電阻加工電源模式(簡稱TR模式);晶體管可控電容加工電源模式(簡稱TC模式)及RC電源模式等。利用多模式電源加工電參數組合多的優點,通過大量工藝試驗選擇出每個工序較優的加工參數,確保每個工序都能達到預期的加工目標,最終確定整個工藝流程的優化工藝參數組合,并進行試驗驗證。
2 試驗
2.1 電源模式試驗
電火花加工中,使用不同的電源模式和電參數對加工效率及加工表面質量影響較大。因此,若將粗、中、精磨削采用不同的電源模式和電參數加工,而不僅僅是使用一種電源模式進行加工,將能選擇出適合于粗、中、精磨削每道加工工序的電源模式和電參數的優化組合。為了兼顧加工效率和加工質量,需為每一工序選擇合適的電源模式。本試驗采用TR、TC及RC電源模式,通過塊電極磨削試驗確定3種電源模式的加工效率。各電源模式下的試驗參數和加工時間見表1。
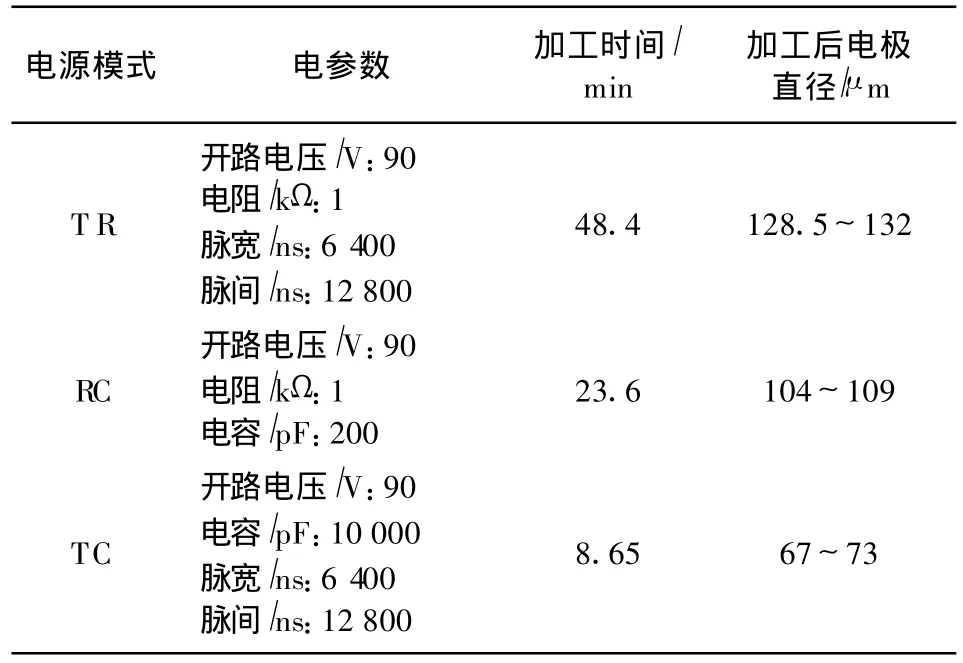
表1 電源模式試驗
表1的試驗數據都是在加工電極長度1000μm和徑向進給量300μm的情況下得出的。從表1可看出,TC電源模式加工用時最少,加工后直徑最小;TR電源模式加工耗時最長,加工后電極直徑最大。由以上試驗結果可得出,TC電源模式的電極蝕除速率最快,單脈沖放電能量大,適合于粗磨削;T R電源模式的電極蝕除速率最慢,單脈沖放電能量最小,適合于精磨削;RC電源模式加工效率居中,確定為中磨削。
2.2 電參數對表面質量的影響試驗
電極表面質量最終取決于線電極精磨削。在確定以TR作為精磨削的電源模式后,通過改變電壓值和電阻值來實現精加工脈沖能量的改變。由試驗結果選擇合適的參數,以確定一組適合于孔加工所需電極表面的線電極精磨削參數。
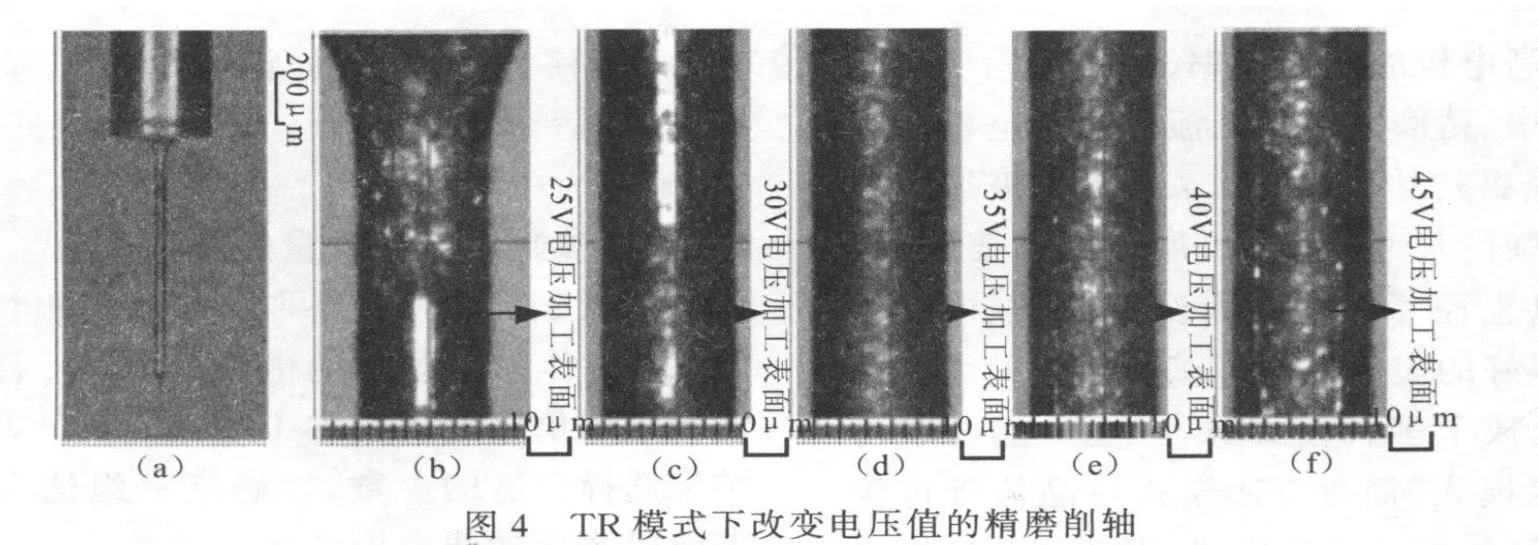
圖4是一組電壓參數試驗的精磨削電極圖片。圖4a是VMS-3020H型影像測量儀采集的電極圖片。電極從下至上的加工開路電壓依次為45、40、35 、30、25 V,每個參數分別加工 150μm 長度。圖4b~圖4e是分段電極放大20倍的CCD采集圖片,可看出隨著電壓值減小,電極表面質量越來越好(25 V最上端的表面缺陷為加工短路造成)。因此,為了獲得好的電極表面,在精磨削過程中應選擇較小的開路電壓值。若開路電壓值越大,單脈沖的能量越大,電蝕除量大,電極表面質量將變差。但精加工時所選電壓值不能過小,以免加工短路嚴重,使蝕除加工無法正常進行。
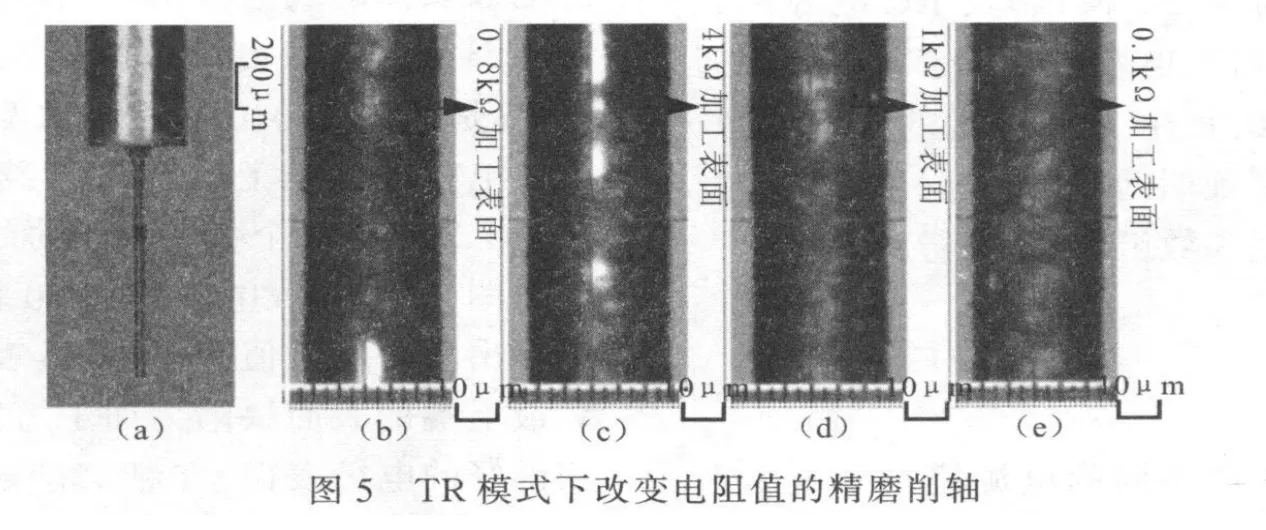
通過改變T R電源模式的電阻值,可改變擊穿放電時的峰值電流,單位脈沖能量下蝕除凹坑的大小也隨之變化,從而改變電極表面質量。本試驗通過改變電阻值進行線電極精磨削,在不同電阻值下分段加工的電極圖片見圖5。圖5a從下至上依次為0.1、1、4、0.8 kΩ阻值下磨削的電極,每個參數分別磨削200μm長度;圖 5b~圖5e是放大 20倍的CCD采集圖片,從左至右依次為電極上端至下端,可看出4 kΩ處電極磨削表面質量最好。因此,確定線電極精磨削的電阻值為4 kΩ。
2.3 電極磨削工藝試驗
使用上述試驗的粗磨削和精磨削電參數,優化出一組粗、中、精磨削的參數組合(表2)。

表2 電極磨削工藝步驟
為說明粗、中、精磨削工藝的可行性,采用表2中的加工條件進行電極磨削。將初始直徑500μm的鎢電極成功加工到平均直徑為44μm的微細電極軸(圖6),整個電極從下至上依次為650μm的精磨削電極、220μm 的中磨削電極 、220μm 的粗磨削電極。精磨削段電極的直徑偏差在1.5μm內。

圖6 粗、中、精磨削后的電極階梯軸
使用表2的加工條件進行大量電極磨削試驗,驗證了該制作工藝能穩定、高效地加工出長徑比大于16、直徑偏差在1.5μm內且表面質量滿足微噴孔加工要求的微細階梯軸。利用加工出的微細軸,在去離子水工作液中進行微細陣列孔加工試驗,成功地加工出直徑小于50μm、誤差范圍在2μm 內的2×128的兩排陣列孔。
3 結論
(1)分析塊電極和線電極磨削方法的優缺點,并通過工藝試驗確定了塊電極粗磨削和線電極中、精磨削的電極制作工藝流程。
(2)將多模式脈沖電源應用到微細電火花電極制作中,使用去離子水作為工作液,分別在塊電極和線電極上進行電源模式試驗和T R模式精磨削電參數試驗,并利用大量試驗總結出的工藝參數成功地磨削出階梯軸。
(3)通過大量試驗驗證了本文研究的多模式電源下塊電極粗磨削和線電極中、精磨削的工藝方法已基本達到工業應用需求,能穩定加工出長徑比大于16、直徑偏差1.5μm之內的微細電極,并利用此電極穩定地一次加工出256個直徑小于50μm、直徑偏差在2μm之內的微細陣列孔。
[1] Nebashi N,Wakabayashi K,Yamada M,et al.In-process truing/dressing of grinding wheels by WEDG and ELID[J].International Journal of Electrical Machining,1998(3):59-64.
[2] M asuzawa T,Fujino M,Kobayashi K.Wire electro-discharge g rinding for micro-machining[J].Annals of the CIRP,1985,34(1):431-434.
[3] 胡富強,王振龍,趙萬生,等.線電極放電磨削(WEDG)技術的研究與應用[J].哈爾濱工業大學學報,2003,35(10):1171-1174.
[4] Lin C T,Chow H M,Yang L D,et al.Feasibility study of microslit EDM machining using pure water[J].The International Journal of Advanced Manufacturing Technology,2007,34(1-2):104-110.