
連鑄線結晶器液面智能控制系統的設計研究
2012-07-04 02:45:20文偉梅松濤
船電技術 2012年8期
關鍵詞:液位
文偉 梅松濤
(中國船舶重工集團公司第七一二研究所,武漢 430064)
0 引言
現代鋼鐵行業中,提高連鑄線的技術含量,改善連鑄生產,是一個重要問題。其中,連鑄線中間包更換技術方面,現在國內外正在不斷開發新技術,使連鑄線生產更加完美,使生產的鋼鐵滿足工業要求。如何在保持液位穩定的情況下完成這項工程,正是本文所要研究的問題。這里我們通過測量塞棒開度與流量大小以及液位波動值之間的關系,計算出他們之間的動態響應特性,設計了一種新型的PID模糊控制方式,能夠穩定的控制液位的波動大小。本方案結合武鋼集團四煉鋼連鑄線工程,研究如何在快速更換中間包的同時,能保證結晶器中鋼水液面的穩定控制。
1 生產線工藝硬件
連鑄線中間包更換控制系統包括交流傳動系統、各種自動化儀表、傳感器和電氣元件等設備,這些設備通過工業以太網與 PLC控制系統進行連接,進行數據交換,給PLC提供現場測量到的數據,以及接受PLC傳輸過來的控制參數。硬件示意圖如圖1所示。
此方案根據用戶提供的連鑄車間水口快換的要求和條件,采取如下設計:(1)中間包水口更換通過液壓缸驅動換取裝置;(2)鋼水液位的控制則通過結晶器液位模糊控制方案。
2 塞棒-液面智能控制
2.1 塞棒
此系統中,合理控制塞棒位置,可以降低鋼水的波動,使其保持在用戶設定值左右。通過PLC閉環控制回路來對塞棒進行控制,其控制原理圖如圖所示,將反饋得到的結晶器鋼水實際液面和用戶的設定值相比較,所得到的差值用 PID 調節器進行計算,得到了一個可以滿足鋼水波動穩定性的塞棒位置控制結果,這個參考值被輸送到直流伺服放大驅動器中,然后根據實際的塞棒位置來控制直流伺服電動機,來改變塞棒的位置改變開口度大小,滿足液位調節的需求,圖2為塞棒自動控制原理圖。
在四煉鋼實際生產系統中,為了使連鑄線生產順利進行,塞棒開口度調整的速度一般控制在3mm/s左右,而結晶器中鋼水液面的波動一般控制在結晶器高度的15%~85%范圍內。
2.2 液面自動控制
連鑄結晶器液位控制系統的結構,主要包括液位檢測傳感器、控制器、執行器等三個機構組成。如圖3,為鋼水液面控制的模擬圖。
為了讓整個連鑄生產線更加完美,所需要的塞棒位置與鋼水流入結晶器的流量關系理想關系如圖4。
第一段:起始區(也可以叫做塞棒非線性區)。這段時間內,塞棒打開達到一定開度前,開度太小,鋼水流入結晶器的量太少,因此液面變化比較緩慢。
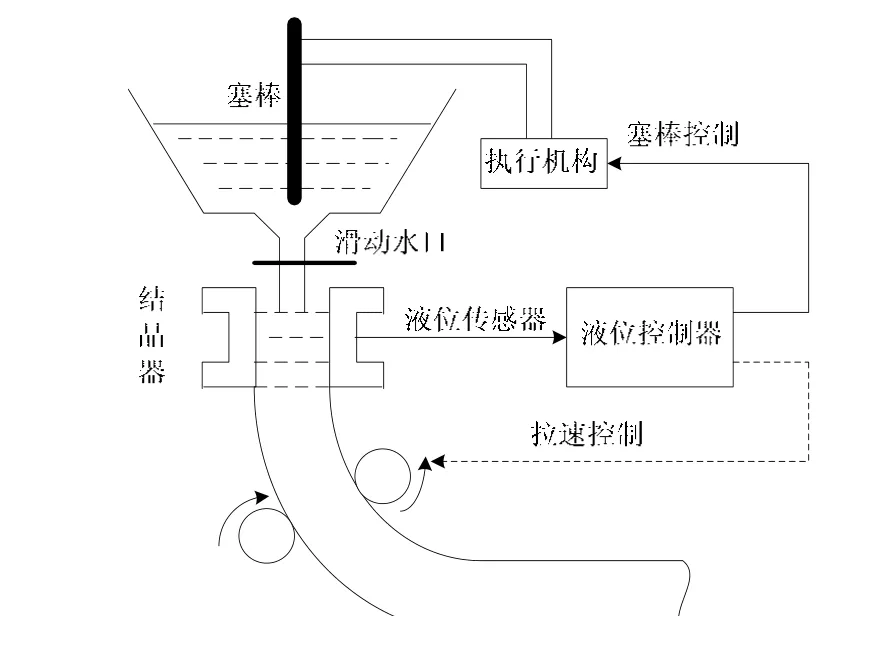
圖1 結晶器液位控制系統組成示意圖
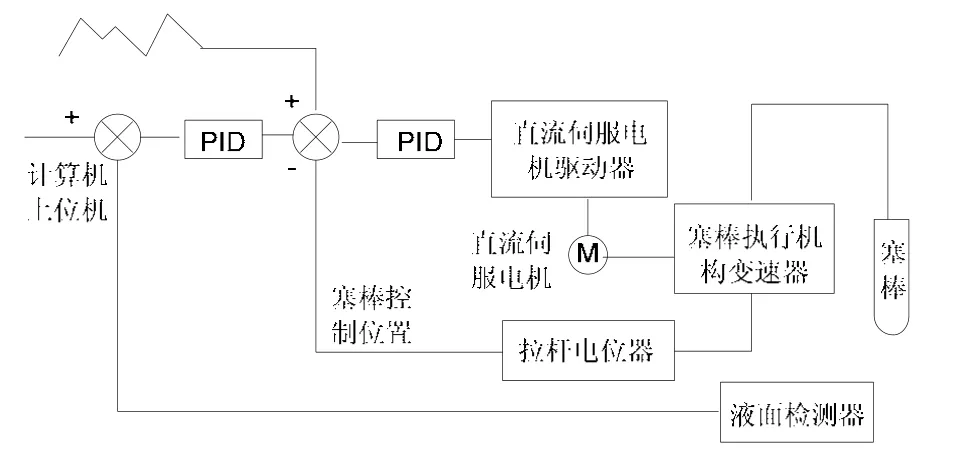
圖2 塞棒自動控制原理圖
第二段:線性區。塞棒開度到達一定值以后,這個時候,流入結晶器的鋼水量與塞棒開口度成線性關系,理想的液面變化值也應該和塞棒開度成線性關系。
第三段:全開區(即飽和區)。當塞棒提升到最大值范圍時候,水口全開后,進入結晶器的鋼水流量達最大值,且不再變化。

圖3 結晶器鋼水液位模擬圖
可以看出,理想的液位控制應在上述分段的線性區段進行。當結晶器液位達到設定高度,開始澆鑄時,塞棒開度應處于線性段的某個位置,然后根據實際液面變化改變其開度大小,使結晶器中鋼液的流入量和流出量保持一定平衡,使液面能夠穩定的上升下降。
3 智能化液位模糊控制策略
結晶器液位自動控制是通過測量結晶液位器內鋼水的實際液位值,然后與參考值相比較,通過調節控制塞棒的開口度大小,使結晶器內的鋼水表面液面波動保持在預定的范圍內。因此在這里,主要是討論液位-塞棒的模糊控制形式,將生產所需要的合理拉速當成一種干擾來處理,控制系統模糊控制原理如圖4所示。
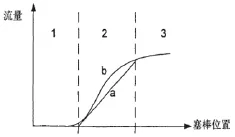
圖4 鋼水流量隨塞棒開度的變化關系圖
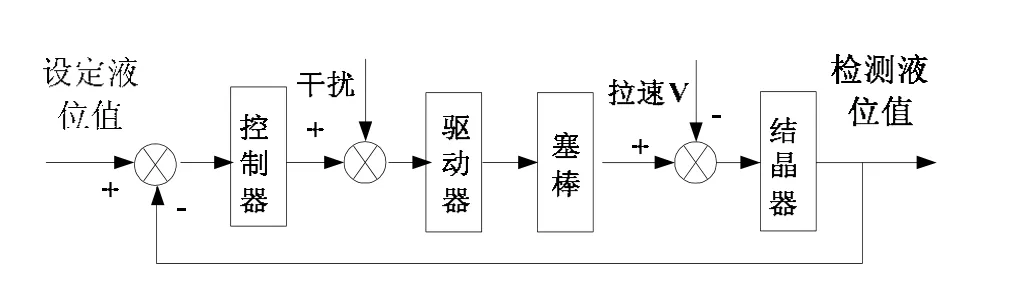
圖5 液位控制系統原理圖
模糊控制,即將輸入值以適當的比例轉換到論域的數值,利用口語化變量來描述測量物理量的過程 。此方案,通過結晶液位器反映在△t時間內液面上升的高度△h,與參考值范圍相比,“過大”、“過小”,來控制塞棒開度“稍小”、“稍大”。在整個過程中,塞棒會根據液面波動大小來適當調整,在要求時間t內使液面達到穩定。
本方案中,結晶器液位自動控制是通過測量結晶液位器內鋼水的實際液位值,然后與參考值相比較,通過調節控制塞棒的開口度大小,使結晶器內的鋼水表面液面波動保持在預定的范圍內。因此在這里,我們采用液位-塞棒的模糊控制形式,將生產所需要的合理拉速當成一種干擾來處理,控制系統控制原理如圖6所示。
其中,FUZZYl的輸入變量是實際液位和設定液位值的差值加上澆鑄速度的變化值,它是一個單輸入單輸出模糊控制器,其控制規則為“輸入=液面設定值-液位測量值+拉速變化率”。
FUZZY2包括兩個輸入變量——澆鑄速度的設定值和塞棒開口位置值,是一個具有兩個輸入變量和一個輸出變量的控制器。
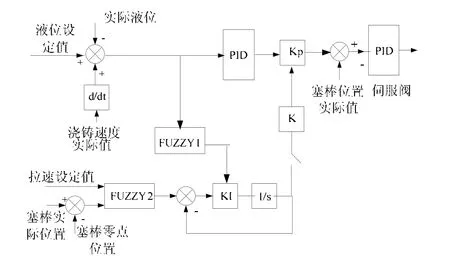
圖6 液位模糊控制框圖
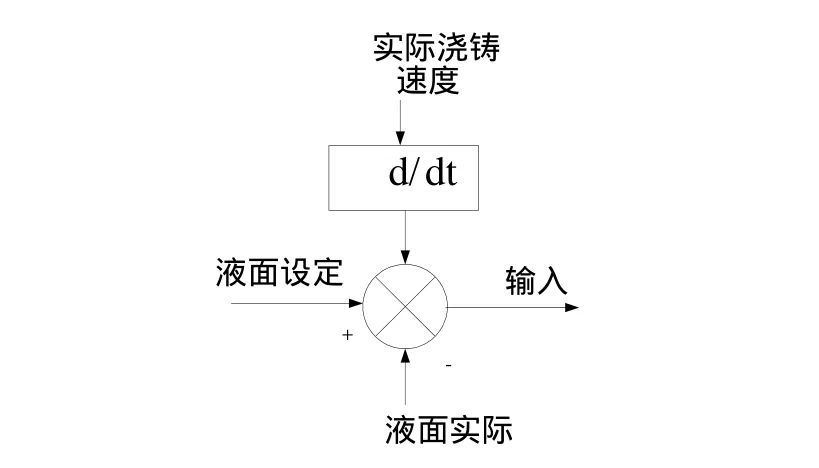
圖7 FUZZY1的輸入
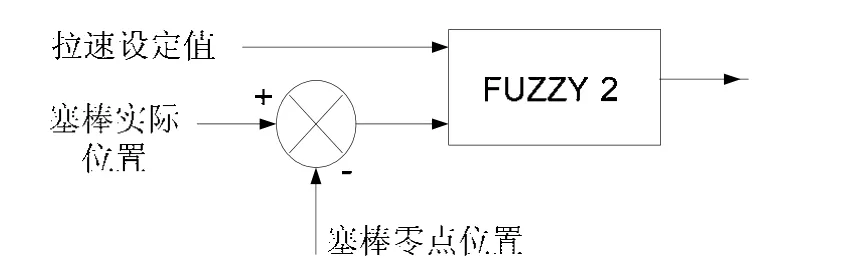
圖8 FUZZY2的輸入變量與輸出變量
以上所設計的模糊控制系統可在STEP7中通過編程由PLC控制實現,將控制規則通過實時比較、控制來實現。實際運行結果表明,該模糊控制系統的控制性能和效果和以往的控制系統相比,具有非常明顯的優勢,達到了預期效果。
4 PLC程序設計
水口更換智能控制系統PLC程序在整個連鑄線程序中主要包括OB主循環程序模塊,FC主功能程序塊、DB背景數據塊。主功能塊“Actuator Manager Ctrl”執行器控制程序通過結合各種工藝參數數據,控制塞棒、結晶液位器等各種機構,達到控制要求。
在STEP7中每個塊中,通過程序分段來將實現不同控制功能的程序分段。其中主要有4個程序塊,分別是 NET1塞棒快速振蕩“Actuator Fast Oscillation”、NET2讀取硬件數據“Simulate or Read from Hardware”、NET3執行器主控制“Actuator Main Control”、NET4 更換中間包水口“Change Tundish Nozzle"。
NET1中主要計算塞棒變化的幅度與時間的關系數據;NET2功能是讀取模擬塞棒位置數據,模擬其位置,提供給主執行器;NET3通過前面程序段對塞棒位置變化的計算和模擬,并結合液面數據,進行實際塞棒位置控制;NET4通過檢測更換水口前液面、塞棒位置,在接受到更換水口命令后開始更換水口。
現場調試時,通過工業以太網將工控機、PLC以及各種類型傳感器建立好連接以后,將程序下載進CPU。首先通過冷調試,即產線停產運行的時候進行測試,調試結果是系統的各項通訊正常連接,并且模擬的運行系統可以達到要求,各項程序數據穩定運行。冷調試完畢,將連鑄線投入使用,進行熱調試,水口一鍵快換正常完成,并且在產線運行過程中,結晶器中液位一直能保持相對的穩定性,表明程序的設計達到了預期的設計效果,并且用戶可根據實際情況,非常方便的修改程序參數,以滿足不同的生產需求。
5 結束語
本設計在液位調節控制中,除液位變量外,還結合了澆鑄速度設定值的變化,拉坯速度的改變量,還有塞棒的開口度大小等各方面情況的變化,有效地控制了這些因素,避免了他們的變化帶來的影響,在控制精度方面得到了很好的保證,具備良好抗干擾性。同時,利用模糊控制器的輸出作為PID控制器的增益值,這種設計結構是一種復合式模糊PID控制系統,具有以下優點: 模糊控制器起到很好的魯棒性作用,動態響應快,超調量小。投入于武鋼四煉鋼產線的實際生產情況也證明了該設計達到了良好的控制效果,運行時結晶器液位能夠保持穩定,使該廠連鑄線能夠安全可靠的進行,節省了大量資源,降低了車間工人的工作操作強度。
本文中對水口智能快換系統在結構分析、模糊參數自整定PID控制器理論基礎和應用方法以及實際程序設計方面進行了介紹,某些方面還有待繼續改造來更適合實際生產要求。
[1]朱宏,王本松. 論中間包水口快換機構的應用. 華夏星火, 2004,(5).
[2]史慧艷,田鳳紀. 連鑄中間包水口快換技術應用實踐. 河北冶金, 2004,(3).
[3]林明星,趙永瑞,李倩. 一種PLC 智能控制的程序設計方法. 工業儀表與自動化裝置, 2000, (3).
[4]王朝利,陽思聰,朱發俊. 預測控制在連鑄結晶器液位控制中的應用研究. 控制與決策, 2001年第 2期.
[5]金繼文,姚建青,王建躍. 連鑄結晶器液位控制系統 . 寶鋼技術, 2002, (4).
[6]李祖林. 基于模糊控制決策的連鑄機結晶器液位控制系統設計. 工業儀表與自動化裝置, 2004, (1).
[7]袁曾任.智能控制研究新進展.信息與控制,1990.
[8]張恩勤等. 模糊控制系統近年來的研究與進展. 控制理論與應用, 2000, (18).
[9][9]Yu. S. Yusfin, P. I. Chernousov. Evaluation of Different Steelmaking Methods on the Basis of Environmental and Conservation Concerns.Metallurgist. Springer New York. May 2001.
猜你喜歡
機床與液壓(2022年12期)2022-09-15 06:26:06
石油工業技術監督(2022年7期)2022-08-18 03:28:54
選煤技術(2021年3期)2021-10-13 07:33:38
測控技術(2018年12期)2018-11-25 09:37:22
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
電子測試(2017年11期)2017-12-15 08:57:07
設備管理與維修(2016年5期)2016-03-16 02:20:47
汽車維護與修理(2015年2期)2015-02-28 12:15:41
中國機械(2014年13期)2014-04-29 23:07:03
