無模型控制在步進加熱爐速度控制中的應用
2012-09-28 04:56:52董學平魯照權
合肥工業大學學報(自然科學版) 2012年10期
溫 銳, 董學平, 魯照權
(合肥工業大學 電氣與自動化工程學院,安徽 合肥 230009)
0 引 言
山東臨沂棒材步進式加熱爐已建成投產,其爐底步進梁采用液壓傳動,恒壓變量柱塞泵控電液比例控制系統具有運動速度高、大超越負載、多缸同步、連續工作、可靠性要求高等特點。其調速控制回路采用開環控制方式,速度控制的精度不高,過大的沖擊力易造成鋼坯跑偏,嚴重影響出鋼效果,同時會損壞活動梁、固定梁等機械設備,減少設備使用壽命。如何對步進梁進行穩定、平滑、準確、快速的控制顯得尤為重要。
由于電液比例控制系統為一類非線性、時變、強干擾系統,要建立其精確數學模型非常困難,即使建立了系統的數學模型,該模型也要對被控系統做很多簡化。因此,傳統的基于模型建立的控制器在應用中就可能出現問題,即受未建模動態和魯棒性影響,難以獲得良好的控制效果。而兼有經典PID控制和現代控制器優點的無模型控制針對這類問題給出了行之有效的解決辦法[1],它不依賴于被控對象的數學模型,方法簡單,控制效果良好。經過長時間的理論研究,無模型控制技術已達到了實用階段[2-3],根據這一理論設計制造出的無模型控制器及其軟件包在煉油、化工、輕工、焦碳、化肥、造紙、電力、玻璃等行業的應用,收到了滿意的效果[4]。本文基于無模型控制對非線性系統的控制優勢,提出了步進梁速度的無模型控制思想。
1 工藝及速度控制分析
1.1 步進梁運動過程和速度變化
在步進加熱爐里,鋼坯的運送是通過固定梁和載有鋼坯的活動梁進行的。步進梁的運動軌跡為矩形,如圖1所示,由升降機構的垂直運動和平移機構的水平運動組合而成,步進梁相對于固定梁作上升、前進、下降、后退4個動作。這4個動作組成步進梁的一個運動周期,每完成這樣一個周期,鋼坯就從裝料端向出料端前進一個行程。鋼坯在爐內經過幾十步的步進運動后,達到軋制所需要的溫度,然后由出爐輥道將其送往連軋機進行軋制。
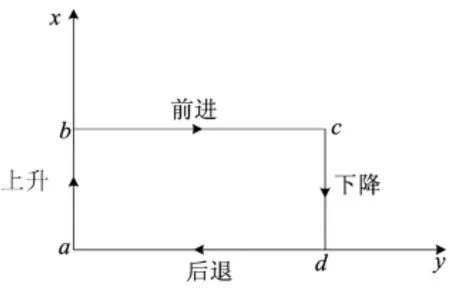
圖1 步進梁的工作狀態
步進機械運動速度的確定原則:靜止啟動加速;停止前減速;空負荷快速;滿負荷慢速;接觸和脫離鋼坯(負載)時低速;改變運動狀態時減速或加速。在每個運動的起始和停止階段以及在步進梁上升和下降的中間階段(即步進梁與鋼坯的接觸和脫離階段),步進機械要各作一次勻加速和勻減速運動,以保證步進機械和爐內鋼坯運動平穩并消除運動慣性所產生的機械沖擊,防止震落坯料的氧化鐵皮以及由于沖擊而損壞爐子水梁和立柱部分的耐火材料;而在每個運動的其他階段,步進機械作高勻速或低勻速運動,以保證在有限的時間-步進周期內完成步進運動循環。因此,對活動梁的運行有嚴格的速度要求,以盡可能減少運動過程中各動作間切換以及活動梁接觸鋼坯時的沖擊和震動,實現鋼坯的輕拿輕放,保障步進爐長期正常運行。
1.2 現場步進梁運動控制改進的必要性
山東臨沂棒材步進加熱爐采用恒壓變量柱塞泵控電液比例控制系統,其調速控制回路采用開環控制方式,參與控制的設備或元件有:帶傳感器的液壓缸、PLC程序控制的計算機、電液比例放大器、比例調速閥及負載(即爐底步進機械)。其組成方式原理如下:
負載→液壓缸→位移量→位移傳感器→(位置信號)→計算機(PLC)→(電壓)→電液比例放大器→(電流)→比例調速閥→(流量)→液壓缸。
計算機通過位移傳感器自動跟蹤液壓缸的位置,根據步進梁不同位置而進行流量控制,在各速度控制點,計算機輸出預先設定的不同電壓值來控制執行機構。但是由于步進機械負載量大,載鋼和卸鋼瞬間負載呈突跳性,而且比例閥有一個帶死區的一階慣性環節,液壓缸較小給定時存在黏著效應,這些都不利于速度控制,導致起動和制動過程產生很大的沖擊,造成鋼坯跑偏,損壞設備,不僅影響出鋼質量,而且降低設備的使用壽命;所以有必要對其控制結構進行改造,增添速度控制的環節。
2 無模型控制方法實現步進梁速度控制
2.1 無模型控制方法
無模型控制方法的定義是:控制器的設計不包含受控過程數學模型的任何信息,僅利用受控系統的I/O數據來設計控制器的控制理論與方法。該控制律采用邊建模邊控制的方式,得到新的觀測數據后,再建模再控制,使每次得到的“泛模型”逐漸精確,從而控制律的性能也隨之得到改善。
無模型控制的基本思想[5-6]:利用一個新引入的偽梯度向量(或偽Jacobi矩陣)和偽階數的概念,在受控系統軌線附近用一系列的動態線性時變模型(有緊格式、偏格式、全格式線性化模型)來替代一般非線性系統,并利用系統的I/O數據在線估計系統的偽梯度向量,從而實現非線性系統的無模型控制。
無模型自適應控制方案為[7]:

其中,y(k)、u(k)分別為系統的輸出、輸入;Δu(k-1)=u(k-1)-u(k - 2);Δy(k)=y(k)-y(k-1)(k)為線性化的偽偏導數;η、λk為步長序列;μ、α為權重因子,α是一個小正常數,它的存在避免分母為0;ε為一個充分小的正數為的初值 。
2.2 無模型速度控制方案設計
以臨沂棒材加熱爐步進梁為研究對象,設計的步進梁速度無模型控制原理框圖如圖2所示。
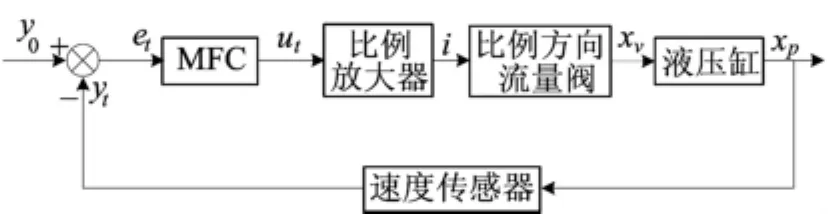
圖2 步進梁速度無模型控制原理圖
無模型控制系統需安裝在一臺工控機上,通過以太網使用TCP/IP協議與DCS進行通信,完成數據通信工作。來自速度傳感器的現場模擬信號經PLC的A/D轉換模塊轉換后作為輸入送入MFC控制系統,進行分析計算后得到閥門控制信號,經比例放大器功率放大,驅動比例方向閥,控制液壓泵變量活塞運動到相應位置,液壓泵排出所需流量,供系統工作,完成步進梁速度的控制。無模型控制方法與原DCS系統聯合使用實現了速度的閉環控制,實現對步進梁速度跟隨預定曲線變化的精確控制。
速度無模型控制部分的主算法模塊提供了針對大時滯強干擾系統、強耦合系統、高階非線性大時滯系統以及時變系統強制穩定的4種無模型控制方法。參數自整定模塊完成無模型控制器的參數初始組態以及特征參量的在線辨識和自動尋優等功能,實現了參數自適應與結構自適應的統一。MFC的結構框圖如圖3所示。
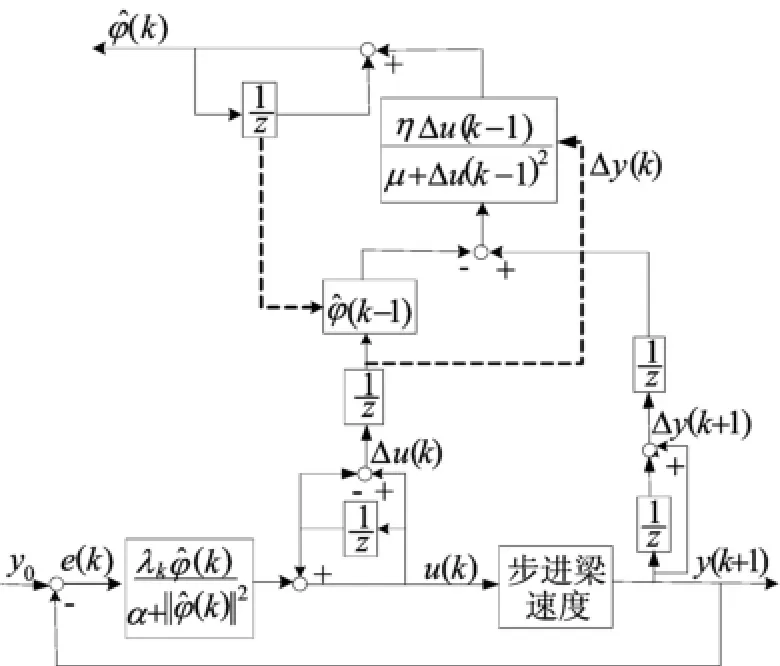
圖3 MFC的結構框圖
無模型自適應控制算法就是由基于泛模型的偽偏導數估計算法((1)式)和控制律算法((2)式)在線輪流進行計算而組成的。當經過系統的輸入輸出數據估計特征參量后,即可用控制律對系統進行反饋控制,控制的結果將得到一組新的觀測數據,在已有的數據中添加這一組新數據,再用偽偏導數估計算法估計下一個時刻的特征參量。如此下去,就實現了整個控制過程。MFC算法的本質是實現了辨識與控制一體化途徑。
3 實驗仿真
恒壓變量泵控電液比例控制系統的傳遞函數[8-9]為:

為了便于說明問題,將仿真結果與PD控制下的響應進行了對比。圖4和圖5所示分別為使用無模型控制以及PD控制液壓系統的Matlab模型框圖。
圖4中MFC模塊即為封裝后的無模型控制模塊。作為一種獨立的控制器,不需要依賴于被控對象的數學模型,而且需要整定的參數也只有2個(步長序列和權重因子)。
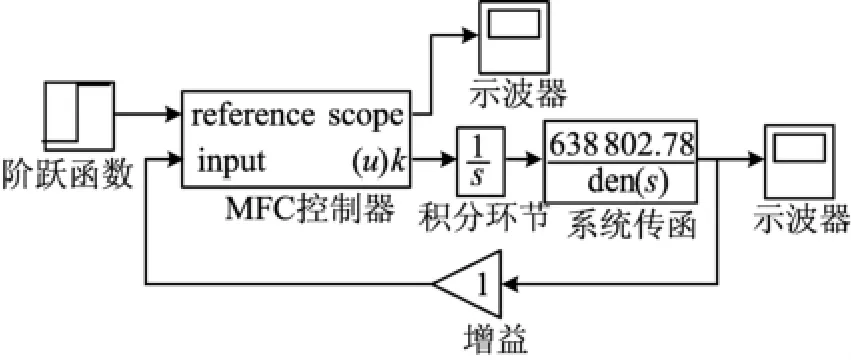
圖4 無模型控制液壓系統Matlab模型
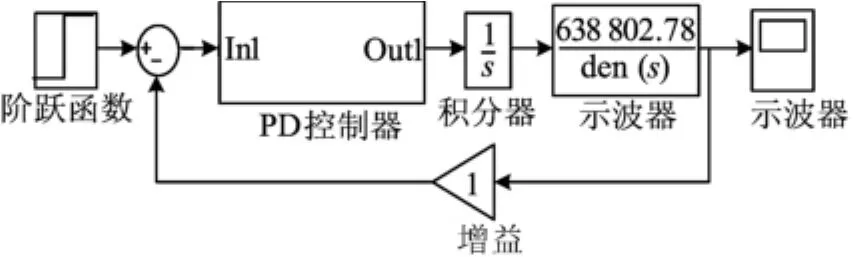
圖5 PD控制液壓系統Matlab模型
對上述2種控制方法分別施加1個階躍信號,得到控制系統的響應曲線如圖6所示。
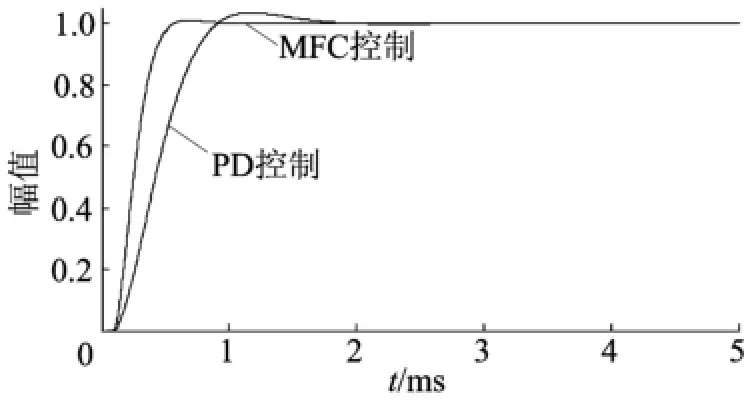
圖6 仿真結果
從圖6中可以看到,MFC的控制跟蹤效果與PD控制相比,控制速度快且無超調。
4 結束語
本文針對山東臨沂步進式加熱爐步進梁運動過程中沖擊大、速度控制精度不高的問題,提出了一種基于無模型控制策略閉環控制系統。仿真表明,無模型控制器能夠較好地實現速度跟蹤的控制,相比于PD控制有很好的控制效果。這種控制方式將從根本上解決裝出鋼和鋼坯運輸過程中的制動問題,實現了無沖擊、無振動、快速短周期步進循環運動,確保鋼坯的出鋼順暢和加熱后的板形。在實際應用中,無模型控制方法除設定值外幾乎不需改變任何其他參數,便于工程應用。
[1]李秀英,韓志剛.非線性系統的無模型控制方法[J].控制工程,2010,17(1):38-41.
[2]韓志剛.無模型控制器理論與應用的進展[J].自動化技術與應用,2004,23(2):1-6.
[3]衛才望,李 虹.汽包水位的無模型自適應控制研究[J].控制工程,2010,17(Z1):42-44.
[4]Wang Junting.Boiler feed water control system based on improved MFAC[C]//2011IEEE 18th International Conference on Industrial Engineering and Engineering Management.Changchun,China:IEEE Press,2011:907-910.
[5]侯忠生.非線性系統的參數辨識、自適應控制及無模型學習自適應控制[D].沈陽:東北大學,1994.
[6]Hou Zhongsheng,Huang Wenhu.The model-free learning adaptive control of a class of nonlinear discrete-time systems[J].Control Theory and Applications,1998,15(6):893-899.
[7]韓志剛.一類復雜系統非建模控制方法的研究[J].控制與決策,2003,18(4):398-402.
[8]朱 凡,王振華,孫運強.基于Matlab的電液比例控制系統仿真研究[J].機械工程與自動化,2007(1):59-61.
[9]吳世鋒.步進式加熱爐電液比例液壓系統的設計[J].液壓氣動與密封,2011(1):58-60.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
光學精密工程(2016年6期)2016-11-07 09:07:19
