高辛烷值重油催化裂化催化劑LOG-90的工業(yè)試驗
2013-09-07 00:52:48段宏昌譚爭國張海濤高雄厚
石油煉制與化工 2013年9期
段宏昌,譚爭國,張海濤,高雄厚
(中國石油石油化工研究院蘭州化工研究中心,蘭州 730060)
隨著人們環(huán)境保護(hù)意識的不斷增強(qiáng),汽車工業(yè)對環(huán)境的污染日益受到重視,環(huán)保法規(guī)要求車用汽油質(zhì)量不斷升級[1-2],2009年12月31日開始實施的國Ⅲ排放標(biāo)準(zhǔn),要求車用汽油硫質(zhì)量分?jǐn)?shù)降低至150μg/g。煉油工業(yè)正面臨著嚴(yán)峻的挑戰(zhàn),傳統(tǒng)的催化裂化汽油已達(dá)不到煉油廠汽油的出廠要求。針對此現(xiàn)狀,煉油企業(yè)紛紛新上汽油加氫裝置[3-6]。這就對催化裂化裝置提出新的要求,雖然對催化裂化汽油的烯烴含量限制可適當(dāng)放寬,但必須提高汽油中異構(gòu)烴含量和芳烴含量,從而滿足加氫后高標(biāo)號汽油的調(diào)合需求。針對該需求,中國石油石油化工研究院蘭州化工研究中心開發(fā)了具有強(qiáng)異構(gòu)化、芳構(gòu)化性能的高辛烷值型重油催化裂化催化劑LOG-90,并于2011年實現(xiàn)了催化劑的工業(yè)試生產(chǎn),同年在某煉油廠1.2Mt/a催化裂化裝置上進(jìn)行了工業(yè)試驗。本文介紹LOG-90高辛烷值型重油催化裂化催化劑的性能特點及在1.2Mt/a催化裂化裝置上的工業(yè)試驗情況。
1 LOG-90催化劑的性能介紹
為了滿足加氫后高標(biāo)號汽油調(diào)合需求、減少加氫過程的汽油辛烷值損失,必須提高催化裂化汽油中芳烴和異構(gòu)烴的比例,據(jù)此提出了高辛烷值重油催化裂化催化劑的開發(fā)思路。
ZSM-5的骨架具有雙向的交叉通道,一組的走向平行于單胞的a軸,呈“Z”字形,具有近似圓形的開口,其尺寸為0.54nm×0.56nm;另一組的走向平行于b軸,是直通道,為橢圓開口,其尺寸為0.52nm×0.58nm。ZSM-5的這種結(jié)構(gòu)特點,使得它可以把一般裂化催化劑催化生成的汽油重餾分中辛烷值很低的正構(gòu)C7~C13或帶一個甲基側(cè)鏈的烷烴和烯烴進(jìn)行選擇性裂化生成辛烷值高的C3~C5烯烴(其中C4~C5異構(gòu)烴比例大),同時大分子的異構(gòu)烴、芳烴不能進(jìn)入其孔道內(nèi)部進(jìn)行裂解[7],從而可以提高汽油組成中高辛烷值組分異構(gòu)烴和芳烴的比例,因此ZSM-5可有效地提高汽油辛烷值。但是由于常規(guī)重油催化裂化催化劑的基質(zhì)活性較高,會增加焦炭生成幾率,堵塞催化劑孔道,嚴(yán)重影響ZSM-5分子篩在二次反應(yīng)區(qū)的反應(yīng)活性。因此本項目通過采用ZSM-5分子篩表面貧鋁改性技術(shù),抑制催化劑的生焦,提高ZSM-5分子篩在第二反應(yīng)區(qū)的活性保留率,強(qiáng)化其在二次反應(yīng)區(qū)的反應(yīng)活性,成功開發(fā)了高辛烷值型重油催化裂化催化劑LOG-90,其理化性質(zhì)見表1。

表1 催化劑LOG-90的理化性質(zhì)
2 工業(yè)試驗
2.1 裝置概述
工業(yè)試驗在某煉油廠1.2Mt/a催化裂化裝置上進(jìn)行,該裝置1994年3月由中國石化北京設(shè)計院設(shè)計,1996年9月27日實現(xiàn)一次噴油成功,后經(jīng)兩次技術(shù)改造,增上了旋流式快分系統(tǒng)(VQS)。該裝置的技術(shù)特點為:采用兩段再生,為了保證有較好的產(chǎn)品分布,盡可能提高劑油比,并采用分段進(jìn)料、高效霧化噴嘴VQS及粗汽油回?zé)挘∕GD)等技術(shù)。
2.2 試驗過程
LOG-90催化劑的工業(yè)試驗于2011年9月1日開始,整個試驗分三個階段:第一階段:2011年9月1日開始向系統(tǒng)中加入LOG-90催化劑,至9月13日LOG-90催化劑占系統(tǒng)藏量的30.22%,日平均加注量7.1t,共計加注催化劑92.3t;第二階段:2011年9月14日至9月30日,由于裝置生產(chǎn)需要,提高了催化劑的加注量,日平均加注量7.4t,截至9月30日,LOG-90催化劑占系統(tǒng)藏量的56.94%,共計加注催化劑125.8t,在LOG-90占系統(tǒng)藏量的50%時進(jìn)行標(biāo)定(50%標(biāo)定);第三階段:2011年10月1日至10月19日,繼續(xù)加注LOG-90催化劑,至其占系統(tǒng)藏量的75.13%,日平均加注量7.4t,共計加注催化劑140.6t,在LOG-90占系統(tǒng)藏量的75%時進(jìn)行標(biāo)定(75%標(biāo)定)。
3 工業(yè)試驗標(biāo)定結(jié)果
3.1 原料性質(zhì)
裝置原料由蠟油和渣油組成,標(biāo)定期間的原料性質(zhì)見表2。從表2可以看出:與空白標(biāo)定相比,75%標(biāo)定時,裝置摻渣率基本相當(dāng),混合原料的密度、殘?zhí)俊⒔饘俸慷蓟驹谙嗤剑湘嚺c釩質(zhì)量分?jǐn)?shù)分別高0.71μg/g與0.40μg/g,族組成中較難裂化的芳烴含量呈增加趨勢。說明標(biāo)定期間原料油性質(zhì)基本穩(wěn)定,略有變差趨勢。
3.2 主要操作參數(shù)
標(biāo)定期間的主要操作條件見表3。從表3可以看出,與空白標(biāo)定相比,75%標(biāo)定時,反應(yīng)溫度、壓力、原料預(yù)熱溫度、再生器溫度等沒有太大變化,說明LOG-90催化劑對裝置的運行沒有影響。
3.3 平衡催化劑性質(zhì)
標(biāo)定期間平衡催化劑的性質(zhì)見表4。從表4可以看出,與空白標(biāo)定相比,加注LOG-90催化劑后,平衡催化劑的比表面積和孔體積均有所提高,金屬含量下降,表明LOG-90高辛烷值催化劑具有較好的穩(wěn)定性。50%標(biāo)定時原料中堿性氮含量升高較多,這會加劇催化劑的失活,因此,為保證催化劑活性,裝置在試驗中期提高了催化劑的加注量,劑耗增加0.24kg/t。綜合分析表2和表4中數(shù)據(jù),認(rèn)為催化劑上金屬含量下降主要是由于原料中堿性氮、金屬含量增加后,為保證催化劑活性,催化劑劑耗較空白標(biāo)定增加引起的。

表2 混合原料油性質(zhì)
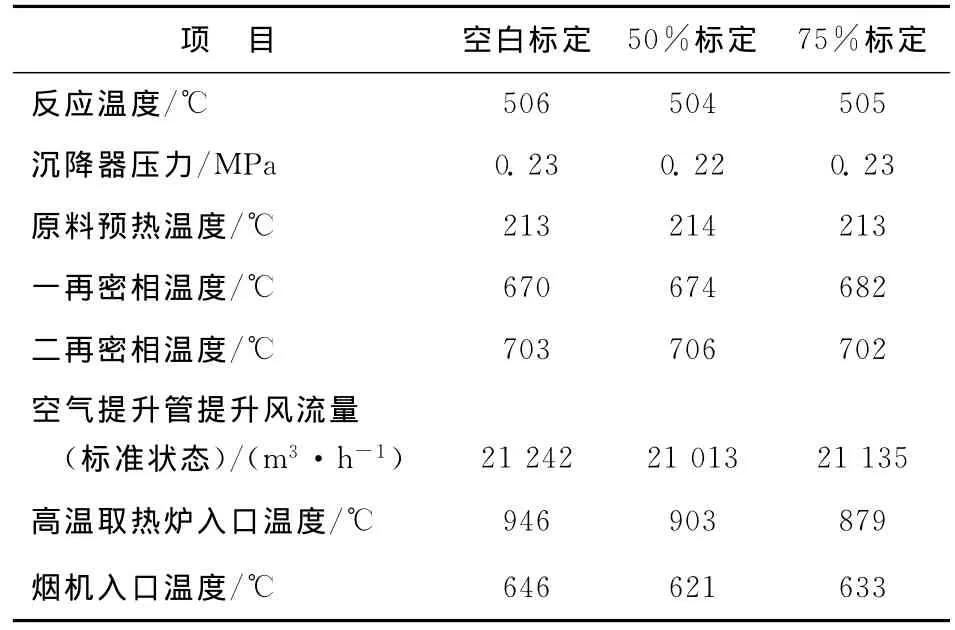
表3 主要操作條件
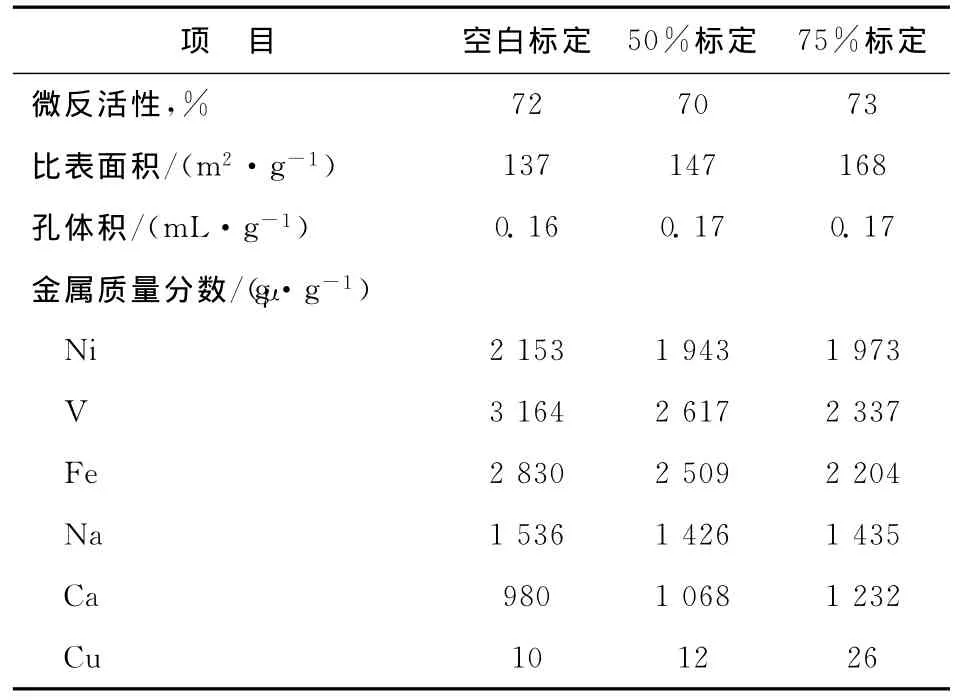
表4 平衡催化劑的性質(zhì)
3.4 裝置物料平衡
工業(yè)試驗標(biāo)定期間裝置物料平衡見表5。從表5可以看出,與空白標(biāo)定相比,在摻渣率相當(dāng)?shù)那闆r下,75%標(biāo)定時裝置油漿產(chǎn)率和總液體收率基本相當(dāng),表明LOG-90催化劑對裝置產(chǎn)品分布沒有負(fù)面影響。由于LOG-90催化劑采用ZSM-5分子篩表面貧鋁技術(shù),降低了高辛烷值功能組分ZSM-5的生焦失活,使其在第二反應(yīng)區(qū)仍保留較高的活性,強(qiáng)化了其選擇性裂化及異構(gòu)化活性,從而有利于提高催化裂化汽油的辛烷值;但是由于ZSM-5在第二反應(yīng)區(qū)保留較高的活性,會使汽油中部分烴類裂解為輕烯烴進(jìn)入液化氣,因此,輕質(zhì)油收率降低4.23百分點,液化氣收率增加4.35百分點。
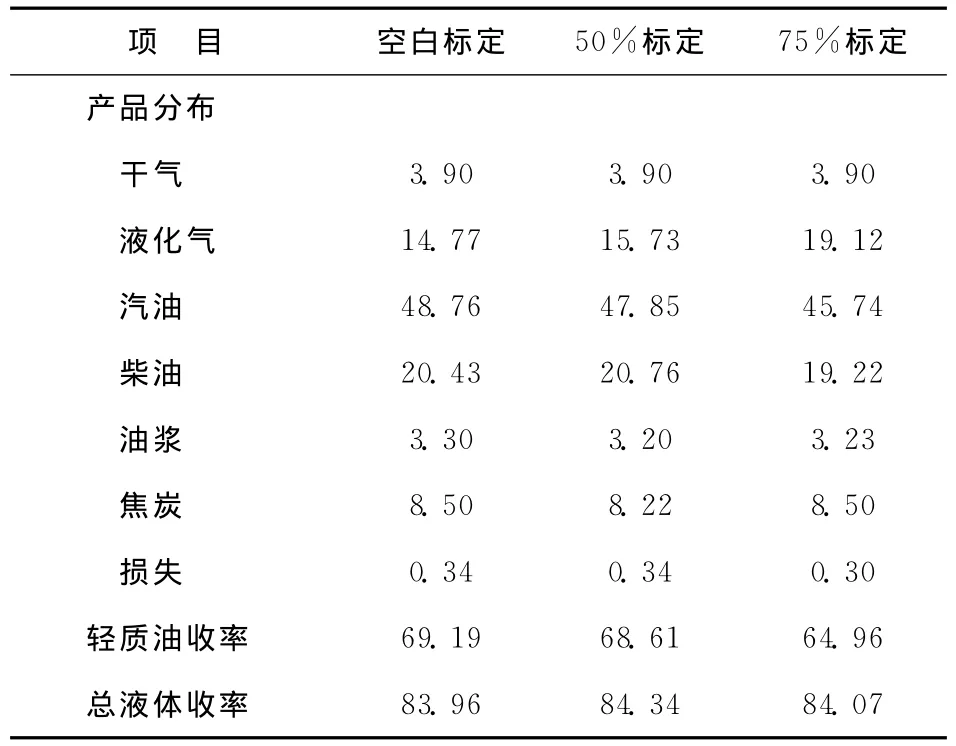
表5 物料平衡 w,%
3.5 汽油性質(zhì)
標(biāo)定期間汽油性質(zhì)見表6。從表6可以看出,在原料性質(zhì)變化不大的情況下,隨著LOG-90催化劑占系統(tǒng)藏量比例的不斷提高,汽油硫含量增加,辛烷值明顯提高,75%標(biāo)定時研究法辛烷值增加1.57個單位,汽油的其它性質(zhì)穩(wěn)定,說明LOG-90催化劑的使用沒有影響到汽油產(chǎn)品質(zhì)量。
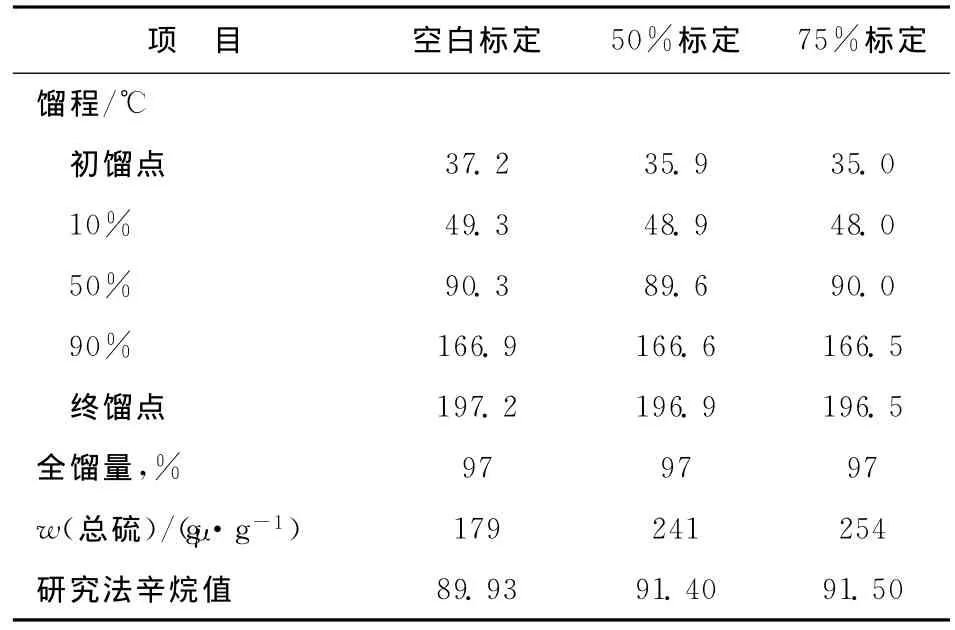
表6 汽油性質(zhì)
為了研究汽油組成的變化,對空白標(biāo)定、50%標(biāo)定和75%標(biāo)定期間的汽油產(chǎn)品進(jìn)行多點采樣,采用單柱色譜分析法分析其組成,結(jié)果見表7。從表7可以看出,隨著LOG-90催化劑占系統(tǒng)藏量比例的增加,汽油中芳烴含量增加,這是導(dǎo)致汽油辛烷值增加的主要原因。
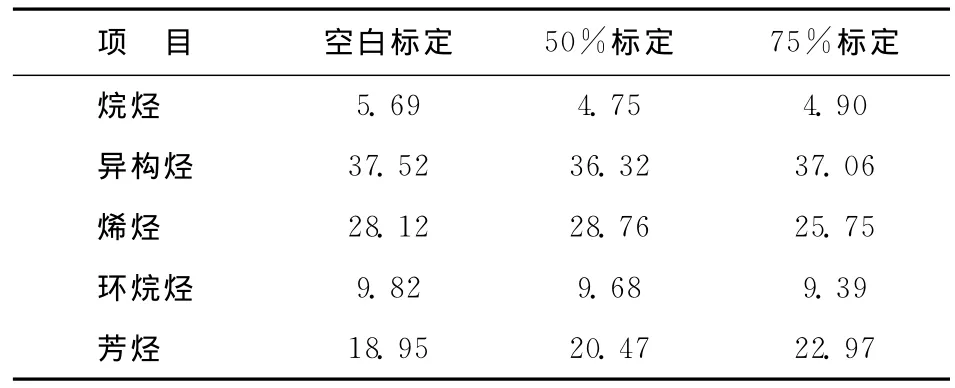
表7 汽油組成單柱色譜分析結(jié)果 w,%
為了分析汽油的詳細(xì)組成,采用多維色譜法[8]進(jìn)一步分析了汽油組成,結(jié)果見表8。從表8可以看出,與空白標(biāo)定相比,75%標(biāo)定時芳烴質(zhì)量分?jǐn)?shù)提高4.33百分點,m(異構(gòu)烷烴)/m(正構(gòu)烷烴)和m(異構(gòu)烯烴)/m(正構(gòu)烯烴)均增加,說明加入LOG-90催化劑后汽油辛烷值的增加是芳烴含量與m(異構(gòu)烴)/m(正構(gòu)烴)共同增加的結(jié)果。
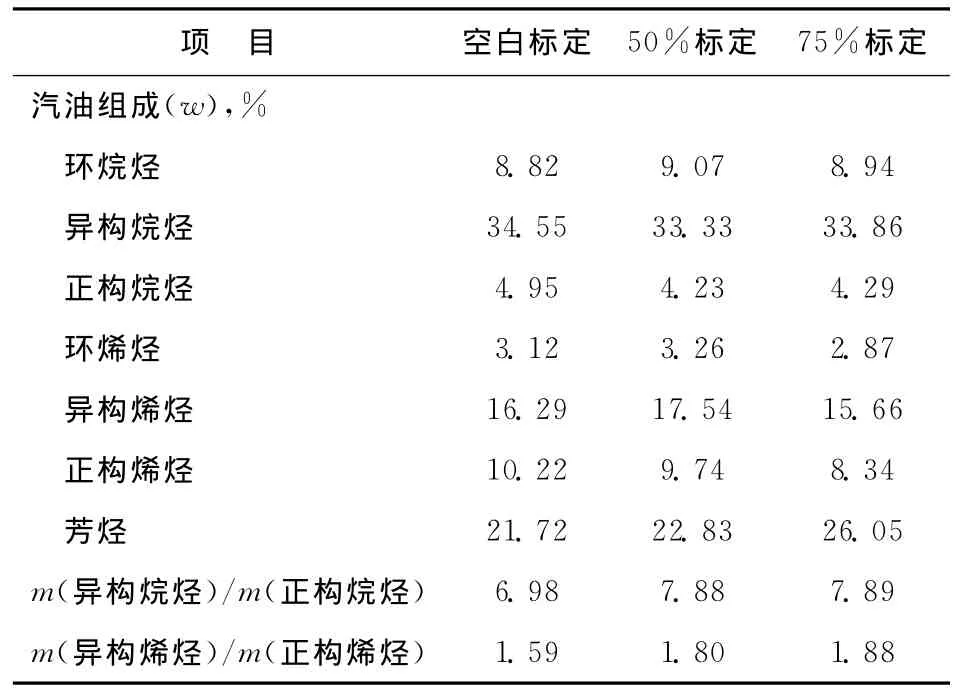
表8 汽油組分多維色譜分析結(jié)果
綜合分析結(jié)果表明,LOG-90催化劑具有較好的增加汽油中異構(gòu)烴比例和芳烴含量的能力,可有效提高汽油的辛烷值。
4 結(jié) 論
LOG-90高辛烷值型重油催化裂化催化劑的工業(yè)試驗結(jié)果表明,在原料性質(zhì)基本相當(dāng)、操作條件相對穩(wěn)定的條件下,與空白標(biāo)定相比,75%標(biāo)定時油漿產(chǎn)率和總液體收率基本相當(dāng),汽油研究法辛烷值由89.93上升至91.50,提高1.57個單位。單柱色譜法與多維色譜法綜合分析結(jié)果表明,汽油辛烷值增加是芳烴含量與異構(gòu)烴比例共同增加的結(jié)果,說明采用LOG-90催化劑后具有良好的產(chǎn)品分布,能增加汽油中芳烴含量和異構(gòu)烴的比例,顯著提高汽油辛烷值。
[1]李大東,張寶吉.關(guān)于中國汽油質(zhì)量升級途徑的思考——必須滿足不同階段汽車排放標(biāo)準(zhǔn)要求的汽油質(zhì)量升級技術(shù)[J].世界石油工業(yè),2007,14(2):24-30
[2]紀(jì)曄,張國磊,王陸,等.煉油化工企業(yè)催化汽油質(zhì)量升級的技術(shù)分析[J].石油規(guī)劃設(shè)計,2011,22(6):18-20
[3]錦州石化催化汽油加氫脫硫裝置開車成功[J].氣體凈化,2011,11(6):33-34
[4]何紅梅,李愛凌,劉曉步,等.1.8Mt/a催化汽油加氫脫硫裝置的設(shè)計與開工[J].中外能源,2011,16(7):68-71
[5]任斌.汽油加氫裝置反應(yīng)器壓力降頻繁升高的原因分析和對策[J].煉油技術(shù)與工程,2011,41(11):12-16
[6]烏石化60萬t/a汽油加氫改質(zhì)裝置試車成功[J].石油化工應(yīng)用,2011,30(8):112-112
[7]陳俊武,曹漢昌.催化裂化工藝與工程[M].北京:中國石化出版社,1995:306-307
[8]李長秀,楊海鷹.采用多維色譜法測定含烯汽油餾分的組成[J].石化技術(shù)與應(yīng)用,2005,23(1):50-53
猜你喜歡
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年5期)2021-07-21 02:14:46
中等數(shù)學(xué)(2020年6期)2020-09-21 09:32:38
中等數(shù)學(xué)(2019年6期)2019-08-30 03:41:46
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:16
石油石化綠色低碳(2019年6期)2019-01-14 01:16:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2018年4期)2018-06-28 03:26:30
浙江大學(xué)學(xué)報(工學(xué)版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:37
