精密數控螺母磨床用小型直驅數控回轉工作臺設計
2013-10-14 06:57:08周玲莉王禹林馮虎田
機械制造與自動化 2013年6期
周玲莉,王禹林,馮虎田
(南京理工大學機械工程學院,江蘇南京 210094)
0 引言
精密數控回轉工作臺是多軸聯動數控機床的核心部件。高精度數控回轉技術也是數控螺母磨床的核心關鍵技術,是數控機床的共性技術。精密數控回轉工作臺安裝在精密數控螺母磨床內磨砂輪架上,組成數控回轉定位軸,用于內圓磨具改變螺旋升角的回轉運動[1],所以提高數控回轉部件的精度及可靠性對整個螺母磨床的可靠性與精度保持性的提高具有重大意義。
目前精密數控回轉工作臺常用的傳動方式包括齒輪傳動、精密蝸輪蝸桿傳動、滾珠絲杠傳動、力矩電動機直驅傳動等多種傳動方式,齒輪、蝸桿蝸輪以及絲杠傳動都是利用旋轉伺服電動機通過皮帶、齒輪和蝸輪蝸桿等傳動方式達到減速,或通過滾珠絲杠、齒輪齒條等傳動方式將旋轉運動轉換為直線運動。無論使用什么方法消除傳動間隙、提高裝配精度,都無法避免各個傳動環(huán)節(jié)的誤差積累,以及由摩擦引起的功率損失。要徹底解決問題,就必須去掉所有的傳動環(huán)節(jié),實現“零傳動”,即利用力矩電動機直驅傳動[2]。直驅技術具有精度高、速度快、無磨損、無間隙、受力狀態(tài)優(yōu)良,沒有點接觸和線接觸受力環(huán)節(jié)等優(yōu)勢,采用直驅技術設計的回轉功能部件,機械結構簡單,是數控機床產業(yè)升級的關鍵功能部件,目前已經成為國際機床產業(yè)的發(fā)展趨勢。
在直驅技術日益成熟的條件下,國際主流機床廠商迅速推出采用直驅技術的機床產品,而且其應用水平的提升呈加速趨勢[3]。目前,處于世界機床產銷量前幾位的DMG、MAZAK、森精機等公司均開始大量改用直驅功能部件[4]。我國直驅技術的發(fā)展與國際水平有很大差距。國際上20世紀90年代初開始應用,現在進入普及階段。國內20世紀90年代中期才開始研究,而成功的應用還比較少。自2005年起國內就開展了以力矩電動機為核心驅動元件的轉臺的技術研究和產品開發(fā),煙臺環(huán)球機床附件集團公司的TK62800/1000數控直驅回轉工作臺中的首臺d1 000直徑的直驅轉臺于2011年試制成功[5],但目前大多尚停留在產品樣機階段。而且現在國內小型直驅轉臺的研究還較少,多數為d500及以上的中大型轉臺。
本文結合目前國內外直驅技術的研究成果,設計實現了小型高精度直驅數控回轉工作臺系統,能夠進行高精度回轉進給加工及分度定位加工。該回轉工作臺系統采用高精度力矩電動機進行直接驅動,取消了中間的傳動環(huán)節(jié),結構簡單緊湊,有效的提高了測量精度,由于體積較小,適用于螺母磨床內螺紋的加工,對改進螺母磨床加工品質增大加工范圍以及實現精確的自動分度具有一定的參考價值。
1 回轉工作臺整體結構設計
1.1 回轉工作臺技術規(guī)格及精度指標
最終設計完成的試驗臺要求滿足表1的技術規(guī)格要求。

表1 精密數控回轉工作臺技術規(guī)格
1.2 回轉工作臺機械部分整體設計[6]
回轉工作臺機械結構主要包括工作臺轉臺面、轉臺軸承、電動機、夾緊裝置、底座四大部分[7]。工作臺結構如圖1、圖2所示。

圖1 回轉工作臺外觀
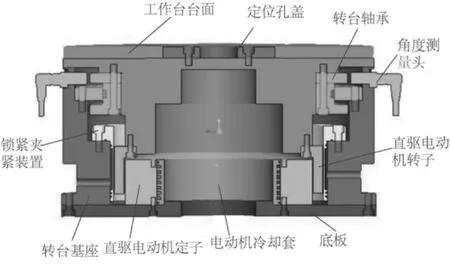
圖2 回轉工作臺內部結構圖
1)工作臺轉臺面
工作臺轉臺面位于力矩電動機正上方,由工作臺臺面和定位孔蓋組成,臺面通過轉臺軸承支撐,并通過轉臺軸承保證其徑向定位精度,臺面下端與力矩電動機轉子固聯,連接部分設計為臺階面以保證電動機轉子的徑向定位精度,轉臺面通過力矩電動機直接帶動。中心定位孔蓋與臺面固連,經過精加工保證加工工件的中心定位。
2)轉臺軸承
根據要求,選擇德國INA軸承公司的產品YRTM260系列帶集成電子測量系統的推力/向心軸承,其中軸承的旋轉部分與工作臺臺面固聯,固定部分與工作臺的底座固聯,通過軸承來保證轉臺面的徑向定位精度。
3)電動機
力矩電動機位于工作臺中部的下方,選用外轉子力矩電動機,電動機部分分為電動機轉子、電動機定子、電動機冷卻套三部分,其中電動機轉子與轉臺面固聯,其徑向定位精度由轉臺面上的臺階面確定。電動機定子與底板固聯,電動機冷卻套緊套在定子內側。冷卻套內側通過底板的臺階面保證徑向定位精度,從而保證電動機定子的定位精度,冷卻套相隔180°方向的上下部各有一個孔作為冷卻液出入孔,冷卻套設計為水平溝槽式,相鄰溝槽相隔180°方向留有一個缺口,使得冷卻液可以從上方孔流入,從下方孔流出,進行循環(huán)散熱。
4)鎖緊夾緊裝置
鎖緊裝置選用液壓鎖緊,鎖緊部分上端與基座固定,通過基座保證其同軸度,鎖緊裝置位于電動機轉子外圈,與電動機轉子同軸并留有細小間隙,松開時,電動機轉子可以自由轉動,當需要鎖緊時,鎖緊部發(fā)生彈性形變卡住電動機轉子,達到鎖緊的目的。
5)底座
底座由基座與底板兩部分組成,基座上部開有階梯孔,使軸承自帶的角度測量頭可以伸入內部進行測量,同時通過基座的加工保證角度測量頭的定位安裝精度,基座與軸承固定部分接觸面進行精加工保證軸承的定位精度,基座下方開液壓油孔,向鎖緊部提供液壓油,底部與底板固聯,通過定位銷保證底板同軸度與徑向定位精度,底板底部開有方形孔,方便電動機定子電纜輸出,中間留有中心孔方便冷卻液輸入冷卻套,中部設計為臺階面,保證冷卻套的徑向定位精度。整個工作臺以底座為基準設計,所以底座加工精度要求高,熱變形小,從而達到提高轉臺加工精度的目的。
轉臺整體結構采用中空無主軸設計,選用帶集成電子測量系統的轉臺軸承進行數據采集與反饋,取代了以往常用的轉臺面帶動主軸,主軸連接編碼器的方式,使得整體結構更加緊湊,滿足了外形尺寸的要求。
2 力矩電動機選型
2.1 計算所需的轉矩
1)摩擦力產生的轉矩
經過分析可得當工作臺正常作回轉運動時,主要的摩擦力均由工作臺回轉支承產生,此軸承的摩擦系數為0.001。
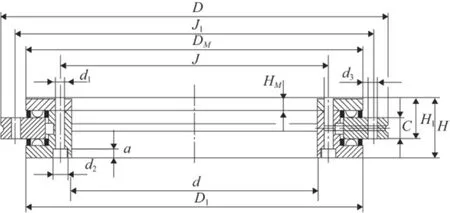
圖4 軸承結構圖
由于整個轉臺的高度只有225 mm,則轉臺總重力為:
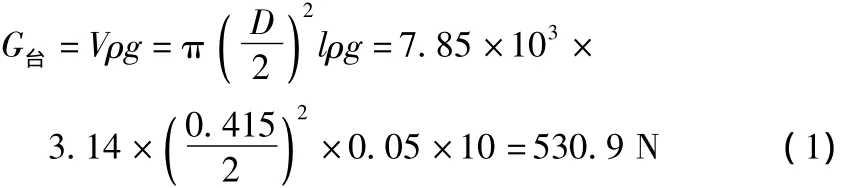
則由摩擦力產生的力矩為

2)加速度產生的轉矩
轉臺的總慣量為:

將工件等效為直徑400 mm的圓柱體,則工件的轉動慣量為:

按照電動機從0加速到20 r/min需要花0.15 s來進行估計計算,則由加速度產生的力矩為:
3)驅動工作臺所需的總力矩為:

2.2 計算電動機的功率
取η=1.3,假設電動機的額定轉速為200 r/min,則根據上面的轉矩計算得出電動機所需的功率為:

2.3 確定電動機的型號
經過與各電動機廠商的咨詢討論,最終決定選用德國舍弗勒公司的RE11-3P-250-25型外轉子力矩電動機。該型號電動機參數如表2所示。

表2 力矩電動機參數

峰值轉速/(r/min)476持續(xù)轉速/(r/min) 299轉子外徑/mm 279定子內徑/mm 165電機高度/mm 78
3 液壓鎖緊裝置設計
回轉工作臺要求在進行點位加工時必須處于鎖緊狀態(tài),靜止及聯動加工時處于松開狀態(tài)。由于轉臺整體體積較小,則要求內部結構緊湊,對鎖緊裝置還要求有較大的鎖緊力矩和較快的鎖緊動作靈敏度,傳統的鎖緊方式如鼓剎、抱剎、端面剎等存在鎖緊力矩不足,鎖緊動作不夠靈敏及鎖緊可靠性差等缺陷,無法實現上述要求,所以此次參考專利《機床旋轉C軸液壓剎車裝置》[8]設計一種脹緊套如圖5中A部分所示。
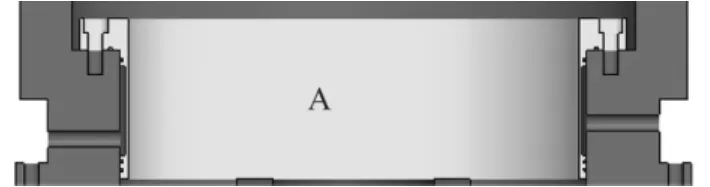
圖5 鎖緊裝置
整個鎖緊裝置由(圖6)基座和脹緊套共同組成,脹緊套呈圓形套筒狀,采用彈簧鋼制造,由固定部和工作部兩部分組成,固定部外徑大于工作部的外徑,使整個脹緊套外壁呈臺階狀,固定部與工作部連接處形成臺階端面,固定面通過臺階孔用緊固螺釘與基座相連,使脹緊套與基座軸向和圓周方向固定。凹槽設置在工作部外壁上,凹槽的底部形成彈性剎車部,基座與凹槽形成密閉油腔。工作部外壁上設有密封槽,密封槽內設置有O型密封圈,用于對密封油腔起加強密封作用。
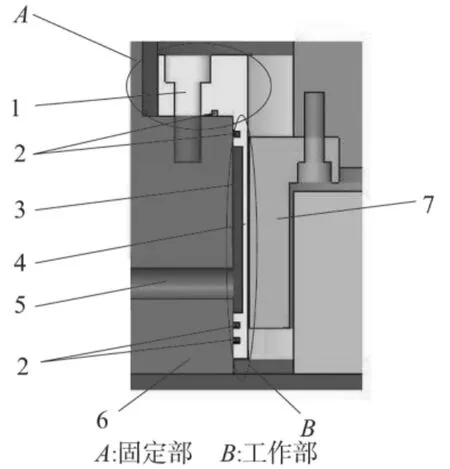
圖6 鎖緊裝置結構圖
脹緊套內徑大于電動機轉子外徑,脹緊套與電動機轉子可以相對轉動。工作時,液壓油泵將液壓油通過基座上的輸油孔壓入密封油腔,增大密封油腔內的液壓,壓迫脹緊套工作部的彈性剎車部變形內突,使脹緊套與電動機轉子形成過盈配合,從而卡主電動機轉子,使電動機無法再轉動,實現對轉臺的剎車與夾緊作用。當密封油腔內的液壓油減少,壓力取消后,脹緊套工作部的彈性鎖緊部恢復原形,與電動機轉子又可以相對轉動,使電動機又可以正常工作。
密閉油腔內的液壓越大,脹緊套的彈性剎車部的變形越大,對電動機轉子的卡緊力也就越大,對轉臺的剎車力矩也就越大。所以只要合理的增加密閉油腔內的液壓,就可以實現大扭矩剎車的功能。
4 結語
介紹的高精度直驅數控回轉工作臺,既可以作任意角度的回轉和分度,也可以作連續(xù)回轉進給運動,能夠滿足盡可能多的加工形態(tài)要求,采取中空無主軸結構,通過選用帶集成電子測量系統的轉臺軸承進行數據采集與反饋,取代了以往常用的轉臺面帶動主軸,主軸連接編碼器的方式,減少了零部件的數量,使得結構更加精簡,同時減少了累計誤差的存在,有效提高了精度,是一種全新的回轉加工設備。該轉臺可以提高工件的加工精度,保證工件的品質和性能,具有很好的工程應用價值。
[1]張漢華.國內螺紋磨床的發(fā)展水平及前景[J].磨床與磨削,2004(4):9-10.
[2]馮長征.直接驅動技術在高速切削機床上的應用[J].CAD/CAM與制造業(yè)信息化,2011(6).
[3] Koepfer C。Linear.motor drives——a fast track for machine tools[J].Machine Shop,1994(1):64-70.
[4]Banon·L,Feusi·H.Servos with High Torque Motors for Direct Drive.Automation,Motion Drives and Control(AMD&C)International Magazine,1997.
[5][J]機電工程技術.2011(3).
[6]楊建國,李蓓智,王慶霞,等.力矩電機驅動的高精度回轉工作臺[P].中國專利號:200910054398.7,2009-12-09.
[7]徐官南,牛連革.自動交換工作臺[J].機械制造與自動化,2003(1).
[8]任振法.機床旋轉C軸液壓剎車裝置[P].中國專利號:200720108517.8,2008-2-27.