PLC 在油封旋轉性能試驗機控制系統中的應用
2013-10-20 10:37:26杭小宇周建華宰廣旭周海濤
機械制造與自動化 2013年6期
關鍵詞:指令
杭小宇,周建華,宰廣旭,周海濤
(揚州大學機械工程學院,江蘇 揚州225009)
0 前言
旋轉軸唇形密封圈俗稱油封,它是一種高技術含量的精密橡膠零件,它通過柔性橡膠密封唇與軸的接觸來防止軸承潤滑油的泄漏。油封旋轉性能試驗機是適用于各種回轉式油封進行密封性能的試驗和研究工作。
在工業生產過程控制中,常需要用閉環控制方式來實現溫度、壓力、流量等模擬量控制。PLC作為一種新型的工業控制裝置,在科研、生產、社會生活的諸多領域得到了越來越廣泛的應用。利用PLC實現對模擬量PID的閉環控制,具有用戶使用方便、可靠性高、抗干擾性強等優點。
PID控制器是應用最廣的閉環控制器,在工業控制領域占有重要的地位。PID控制器的結構典型,程序設計簡單,計算工作量小,各參數有明確的物理意義,參數調整方便,容易實現多回路控制、串級控制等復雜的控制。
1 油封旋轉性能試驗機
油封結構簡單、拆裝方便、密封可靠,應用范圍很廣,凡有旋轉軸的部位基本都離不開油封。特別是近二三十年來,由于機械制造、車輛、航空、航天等工業的飛速發展,對油封提出了耐高低溫、耐高壓、耐特殊介質,適應高速、震動和延長使用壽命等一系列苛刻的要求,從而促進了對油封材料、結構、性能試驗、質量控制手段和密封機理等廣泛深入的研究。試驗機的性能對工業和材料科學的發展有重要影響。油封性能試驗機的性能主要取決于試驗機本體和其所使用的控制系統。本文正是應用PLC實現對油封旋轉性能試驗機的轉速和溫度控制。
油封旋轉性能試驗機控制系統性可以達到以下效果:
1)試驗轉速范圍:100~8 000r/min,相對誤差:±0.5%;
2)試驗溫度控制范圍:0℃ ~200℃,控制誤差:±1℃。
2 系統控制原理
試驗設備控制方案主要包括四部分:輸出設備、西門子S7-200控制模塊、EM231模擬量控制模塊和數據測量模塊。
輸出設備包括顯示器、鍵盤/鼠標和U盤,主要用于實驗參數顯示、保存等。
控制系統采用S7-200PLC作為控制核心的控制系統,該系統的運算速度快、可移植性高、可擴展性強和硬件資源豐富等優點。與油封試驗機的性能要求不謀而合。
EM231模擬量控制模塊主要采用多功能數據采集卡和工業數字I/O卡。完成速度和溫度信號的采集、電機轉速控制信號的輸出和加熱器工作時間的控制。
數據測量模塊主要采用轉速傳感器和溫度傳感器,對電機的轉速和液壓油的溫度進行測量。
整個系統的控制參數主要有電機轉速和液壓油的溫度。
3 電機轉速控制
3.1 HSC(高速計數器)脈沖信號采集
首先由速度傳感器測量電機的轉速,速度傳感器與多功能數據采集卡的模擬量輸入通道相連,并通過內部的A/D轉換器將采集到的模擬量信號轉化為數字信號,將數字信號送入計算機,經過高速計數機功能(HSC),通過控制多功能數據采集卡模擬量輸出通道的輸出量來控制電機的轉速。
SIMATIC S7-200系列PLC設計了高速計數功能(HSC),其計數器自動進行不受掃描周期的影響,最高計數頻率取決于CPU的類型,SIMATIC S7-200 CPU22x系列PLC最高計數頻率為30 kHz,CPU224XP CN最高計數頻率為230 kHz,用于捕捉比CPU掃描速度更快的事件,并且產生中斷,執行中斷程序,完成預定的操作。高速計數器最多可設置12種不同的操作模式。用高速計數器可以實現高速運動的精確控制。
試驗機使用的是S7-200 CPU224PLC,有6個高速計數器,其中占用的輸入端子見表1。

表1 高速計數器使用端子參數
在試驗機速度PLC程序設計中,設計步驟如下:
1)選擇高速計數器HSC1,并確定工作模式為1。用SM0.1對高速器進行初始化。
2)令SMB47=16#F8,其功能為:計數方向為增,允許更新技術方向,允許寫入新初始值,允許寫入新與設置值,允許執行HSC指令。
3)執行HDEF指令,輸入端HSC為1,MODE為0。
4)寫入初始值,令SMD48=0,SMD52=0。
5)執行HSC指令,對高速計數器編程。程序所示:

3.2 試驗機速度的數據運算與調節
通過特殊標識指令SM0.0激活定時器 T33,當HSC脈沖計數之后將HC1計數脈沖數(雙字節)傳送至指定地址VD1000,通過雙整數轉為實數至VD1044,然后在通過實數相乘指令乘以比例系數10.016 69存放至VD1048,然后取整至VD1052,然后算整數轉換為整數至VW46,在對脈沖計數HC1進行字節處理之前加入比較指令(整數大于等于)對T33進行比較,當定時器T33過5.99 s時,程序執行,HC1輸入計數脈沖,使得計時器6 s刷新一次,為下面的速度的線性控制做準備。其STL語句表如下:

綜上所示,通過S7-200計數器的HSC指令得到試驗機電機實際脈沖值,在此基礎上通過數據轉換指令將其轉換為實際整數值并存入VW46。
VW46地址里的實際整數值與人為設定的參數(轉速)進行比較,其必然有誤差,通過其程序內設定的數據算法進行比較與線性調節,對速度進行控制,由于篇幅有限,在此就不詳細介紹。
4 液壓油溫度控制
液壓油的溫度控制主要是通過對加熱器是否加熱、加熱時間長短的控制來控制油液溫度。首先通過溫度傳感器測量液壓油溫度,同樣溫度傳感器與多功能數據采集卡的另一模擬量輸入通道相連,并通過內部的A/D轉換器將采集到的模擬量信號轉化為數字信號,數字信號送入計算機,經過溫度PID控制模塊,通過工業數字I/O卡輸出控制信號,控制加熱器工作,如果采集到的溫度信號低于規定溫度,制電熱絲進行加熱來控制油溫;如果采集到的溫度信號高于或等于規定溫度,則加熱器停止工作。
利用PID控制的實現。在模擬量的控制中,經常用到PID運算來執行PID回路的功能,PID回路指令使這一任務的編程和實現變得非常容易。
S7-200的PID回路沒有內置模式控制。只有但與模擬量模塊接通時,才能執行PID運算,從這種意義上說,PID運算存在一種“自動”運行方式。當PID運算不被執行時,我們稱之為“手動”模式。同計數器指令相似,PID指令有一個使能位。當該使能位檢測到一個信號的正跳變(從0到1)時,PID指令執行一系列的動作,使PID指令從手動方式無擾無動地切換到自動方式。為了達到無擾動切換,在轉變到自動控制前,必須把手動方式下的輸出值填入回路表中的Mn欄。PID指令對回路表中的值進行下列動作,以保證當使能位正跳變出現時,從手動方式無擾動切換到自動方式:置設定值(SPn)=過程變量(PVn),設過程變量前置(PVn-1)=過程變量(PVn),置積分項前值(MX)=輸出值(Mn)。
PID使能位的默認值是1,在CPU啟動或從STOP方式到RUN方式時建立。CPU進入RUN方式后首次使PID塊有效,沒有檢測使能位的正跳變,那么就沒有無擾動切換的動作。
4.1 回路輸入量的轉換和標準化
液壓油溫度控制回路的給定值和過程變量都是實際數值,其大小、范圍和工程單位可能不同。在PLC進行PID控制之前,必須將其轉換成標準化浮點表示法。步驟如下:
1)將回路輸入值從16位整數轉換成32位浮點數或實數。下列指令說明如何設置整數值轉換為實數。

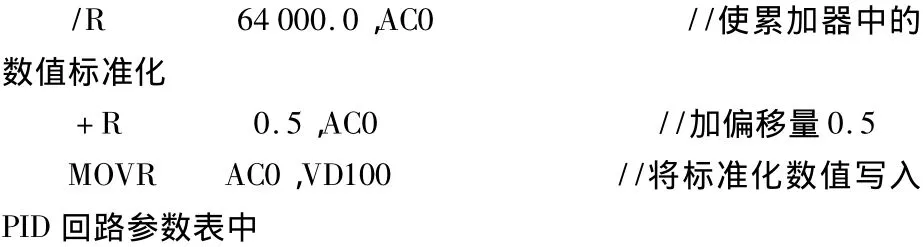
2)將實數轉換成0.0-1.0之間的標準化數值。用下式:
實際數值的標準化數值=實際數值的非標準化數值或原始實數/取值范圍+偏移量
其中取值范圍=最大可能數值-最小可能數值=32 000(單極數值)或64 000(雙極數值);偏移量:對單極數值取0.0,對雙極數值(間距為64 000)標準化,如下所示:
4.2 PID回路輸出轉換成為比例的整數
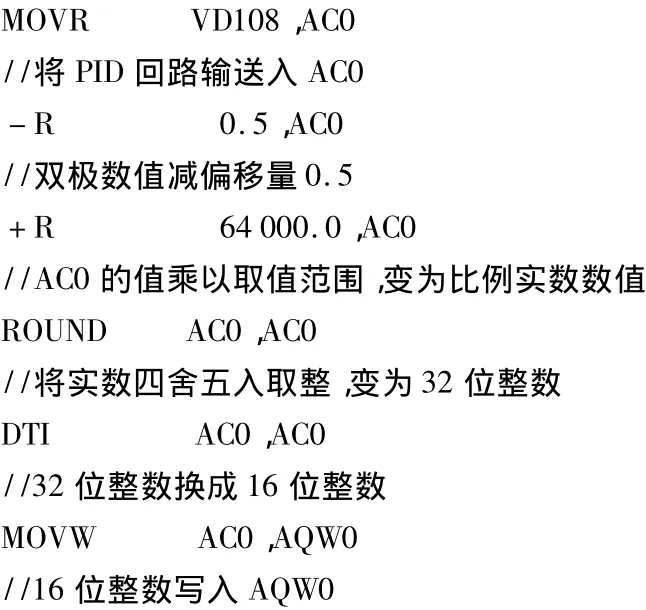
程序執行后,PID回路輸出0.0-1.0之間的標準化實數數值,必須被轉換成16位成比例整數值,才能驅動模擬輸出。
PID回路輸出成比例實數數值=(PID回路輸出標準化實數值-偏移量)×取值范圍,程序如下:
5 結語
通過試驗,油封旋轉性能試驗機控制系統性能可以達到:1)試驗轉速范圍:100~8 000 r/min,相對誤差:±0.5%;2)試驗溫度控制范圍:0℃ ~200℃,控制誤差:±1℃。采用PLC提供的PID控制功能對油封旋轉轉速進行控制,可以提高控制精度,同時也研究出了一個適用于油封旋轉試驗的油溫控制方法。
[1]豈興明.PLC與變頻器快速入門與實踐[M].北京:北京人民郵電出版社,2006.
[2]陳忠華.可編程程序控制器與工業現場總線[M].北京:機械工程出版社,2007.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27