雙閉環進給伺服系統動態性能研究
2013-10-20 10:37:22何家遠趙孟李亮何寧
機械制造與自動化 2013年6期
何家遠,趙孟,李亮,何寧
南京航空航天大學,江蘇南京210016
0 引言
數控技術是現代制造的關鍵技術之一,影響數控機床加工精度的一個關鍵環節是機床進給伺服系統,因為它直接帶動執行部件在工件表面形成加工軌跡。
目前廣泛使用的數控機床通常采用閉環控制,根據反饋檢測元件所在的位置不同可分為半閉環控制和全閉環控制[1]。在伺服電機尾部加裝旋轉編碼器檢測轉角構成半閉環伺服系統,在移動部件上加裝光柵編碼器直接檢測位移構成全閉環系統。對于半閉環系統,由于沒有考慮到絲杠傳動間隙導致的運動誤差,其運動精度不及全閉環系統。而對于全閉環系統,雖然直接檢測終端位移并進行補償,卻沒有考慮到伺服電動機指令轉角與實際轉角之間的誤差,若該環節誤差始終存在,勢必要進行長時間的誤差修正補償,某些場合甚至不會有明顯的補償效果。
為了克服數控機床進給伺服系統存在的上述問題,出現了針對角位移誤差及線位移誤差進行雙重補償的雙閉環進給伺服系統,但目前對該系統動態性能的研究尚不深入。本文以課題組微銑削數控機床為平臺,對雙閉環進給伺服系統動態性能進行了研究。
1 雙閉環進給伺服系統構建
1.1 微銑削數控機床構建
課題組自行搭建的微銑削數控機床試驗平臺,采用龍門式三坐標結構布局,床身為高隔振性花崗巖材料,本體尺寸800 mm×800 mm×750 mm。以泰道公司的IMAC 400多軸運動控制器為控制核心,x、y軸采用Parker公司的406LXR系列直線電動機驅動,兩方向配備Renishaw光柵尺,分辨率為0.1 μm。z軸采用安川伺服電動機驅動滾珠絲杠傳動,機床主軸最高轉速100 000 r/min。微銑削機床整體結構如圖1所示。
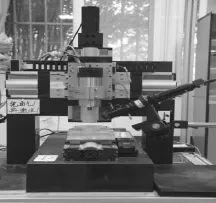
圖1 微銑削數控機床實物圖
1.2 雙閉環進給伺服系統
微銑削數控機床的z軸進給伺服系統,其運動部件由美國PARKER公司生產的行程100 mm高精度滾珠絲杠定位平臺配合日本安川伺服電動機的方法實現,反饋檢測元件由旋轉編碼器與光柵尺構成。其中定位平臺配裝英國Renishaw公司的分辨率為1 μm的直線光柵尺,用于檢測移動部件運動誤差,構成外伺服環。安川伺服電動機配備分辨率為8192P/R的旋轉編碼器,用于檢測角位移誤差,構成內伺服環。進給伺服系統的系統結構如圖2所示。
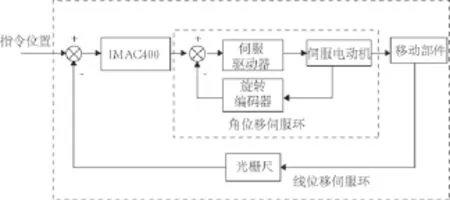
圖2 雙閉環進給伺服系統原理圖
2 動態性能研究
2.1 動態性能評價指標選取
對于位置伺服系統,一般采用系統在單位階躍輸入信號下的時間響應曲線來描述其動態特性,如圖3所示。
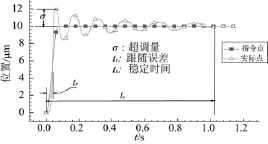
圖3 位置伺服系統常用動態性能指標
圖3給出了常用的動態性能指標:超調量σ、上升時間tr和穩定時間ts。其中,超調量σ反映的是系統過渡過程進行得是否平穩;上升時間tr反映了系統的動態靈敏度和系統過渡過程的快速性;而調節時間ts則是衡量系統快速性的主要指標[2]。
2.2 動態性能優化
雙閉環進給伺服系統要獲得良好的動態性能,必須對內外伺服環分別進行動態性能優化,其中,轉角伺服環是整個伺服系統動態性能好壞的基礎,若這一環節始終存在誤差,則不論如何調節外伺服環,誤差補償的結果都不會太理想,為此,須先保證內伺服環伺服定位精度,在此基礎上對外伺服環進行動態性能優化。
a)角位移伺服環動態特性
轉角伺服環由安川伺服驅動器,安川伺服電動機,及旋轉編碼器組成,其具體型號如表1。
表1 z軸轉角伺服環硬件構成
對轉角伺服環的動態性能調整主要在驅動器上進行。安川伺服驅動器提供了多個可供用戶設定的伺服增益參數。通過調整參數可改善電動機的響應性能。伺服增益主要包括速度環增益、位置環增益、摩擦補償系數、轉動慣量比等,且這些參數彼此之間相互影響,在設定時必須考慮到各個參數設定值之間的平衡。
安川伺服驅動器提供了四種對伺服增益參數進行調整的方法,免調整功能,高級自動調諧功能,指令輸入型高級自動調諧功能,單參數調諧功能[3]。當啟用免調整功能后,無論機械種類及負載波動如何,驅動器都會自動調整增益參數以獲得穩定響應。考慮到單參數調諧需要對各伺服增益參數逐一進行調整,過程十分耗時,故對轉角伺服環參數采用免調整功能,設置驅動器相關變量Pn170=2001啟用免調整。
b)線位移伺服環動態特性
線位移伺服環由IMAC 400控制器,滾珠絲杠移動部件及貼于移動部件側面的雷尼紹光柵尺構成。IMAC 400控制的軸輸出AMP通道輸出指令位置,光柵尺反饋位置數據通過IMAC 400的ENC通道引入控制卡,控制器內部的伺服環進行運算并輸出下一次的指令位置。對線位移伺服環的調整主要在IMAC控制器上進行。
泰道公司提供的伺服環參數調整軟件PMAC-TuningPro可以很方便地對伺服環參數進行調整,其內置的伺服控制模型為PID+前饋復合控制,通過對比例增益Kp,微分增益Kd,積分增益Ki,及速度前饋Kvff,加速度前饋Kaff等參數進行調整可得到動態性能響應曲線。圖4為采用伺服參數為Kp=1200,Kd=600,Ki=40 000,Kvff=600 時的響應曲線,此時得到的動態響應指標上升時間tr為0.002 s,超調量σ為19.3%,穩定時間ts為0.165 s,經調整后,得到合適伺服參數組合Kp=2000,Kd=950,Ki=30000,Kvff=850,此時的動態響應指標tr為0.001 s,超調量 σ 為4.3%,穩定時間ts為0.008 s,響應曲線如圖5所示。
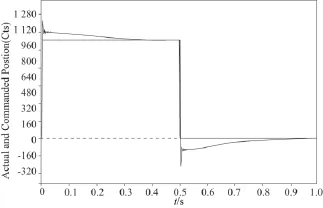
圖4 調整前的線位移伺服環響應曲線
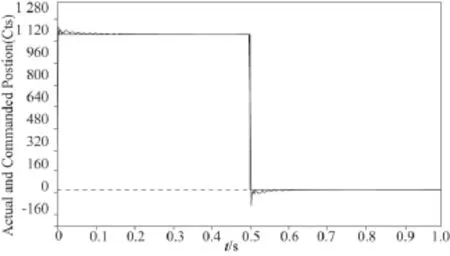
圖5 調整后的線位移伺服環響應曲線
3 結語
雙閉環進給伺服系統相對于傳統的進給伺服系統對傳動環節各部分的誤差進行了補償,但由于其反饋環節也相對復雜,對伺服環的調整也提出了更高的要求,本文采用了對內外環分別進行調整的方法,抑制了直接調整線位移伺服環時轉角伺服環誤差的影響,對雙閉環進給伺服系統動態性能的優化及跟蹤精度的提高有積極意義。
[1]楊有君.數字控制技術與數控機床[M].北京:機械工業出版社,1999.
[2]王積偉.控制理論與控制工程[M].北京:機械工業出版社,2011.
[3]安川∑-Ⅴ系列AC伺服驅動器用戶手冊.