離線梗絲分離技術在PROTOS70中的應用
2013-10-20 10:37:28熊克林戴衛良林國華劉東
機械制造與自動化 2013年6期
熊克林,戴衛良,林國華,劉東
(常德卷煙廠,湖南常德415000)
PROTOS70卷接機組20世紀90年代初期從德國HAUNI公司引進,車速7 000支/分,是目前國內煙草企業卷接設備的主流機型之一。在實際使用過程中發現,由于該機型梗絲分離系統只有一級、二級風選裝置[1],存在梗絲分離不徹底的現象,導致在煙條煙絲中含有梗簽,有刺破煙支表面的品質、缺陷風險,此外剔出的梗簽普遍含有3%~5%的煙絲,造成一定煙絲原料的浪費。為克服上述問題,參照PROTOS-M5卷接機組梗絲分離原理[2],利用離線梗絲分離技術,研制加裝離線梗絲分離裝置。
1 離線梗絲分離裝置的結構分析
PROTOS70卷接機組梗絲分離后,煙梗出口位置比較低,離線梗絲分離裝置增加了梗絲混合物長距離垂直提升通道(圖1),該裝置主要由梗絲混合物垂直提升通道3、第一閘輥裝置7、“之”字形風選通道8、空氣與煙絲分離盒6、第二閘輥裝置5等組成。其特有構造主要完成梗絲混合物長距離垂直提升,使煙梗和煙絲在“之”字形風選通道徹底分離。梗絲混合物在“之”字形風選通道中,一邊上升,一邊左右擺動,每擺動一次,煙梗和煙絲松散一次,便于風選。“之”字形風選通道越長,左右擺動次數越多,煙梗和煙絲松散次數越多,風選效果越好。
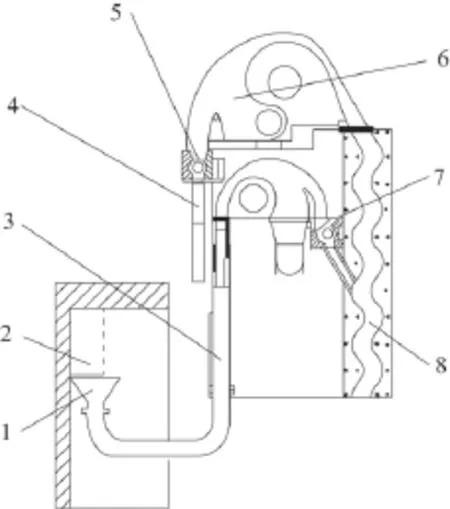
圖1 離線梗絲分離裝置結構示意圖
2 離線梗絲分離裝置的原理分析
2.1 梗絲混合物垂直提升通道
當負壓風出口12與負壓風機連接時(圖2),梗絲混合物垂直提升通道內形成一股從離線梗絲分離進口1到負壓風出口12的空氣流(如箭頭所示)。從PROTOS70卷煙機梗絲混合物出口2排出梗絲混合物落入第三級梗絲分選進口1后,立即被空氣流攜裹帶到垂直提升通道的頂部。具有一定速度的空氣和煙梗煙絲沿著外圓弧壁9的內道作圓周流動。作圓周運動的物體會產生離心力,煙梗煙絲的密度比空氣大,煙梗煙絲產生的離心力比空氣大[3]。因此煙梗煙絲緊貼著外圓弧壁9的內壁向前運動,最后落到閘輥裝置7的入料口,通過閘輥裝置7把煙梗煙絲送到“之”字形風選通道8的入口,空氣則進入負壓風出口到達負壓風機,實現了空氣和煙梗煙絲的分離。

圖2 梗絲混合物垂直提升通道
本提升通道連續性地把煙梗煙絲輸送到“之”字形風選通道的入口,避免了煙梗煙絲在輸送過程中,形成新的煙梗煙絲團,為下一步的風選做好了準備。
2.2 閘輥裝置
葉片21和葉片軸22在電機的帶動下不停地轉動(圖3),煙梗煙絲落在葉片軸22上方,煙梗煙絲隨葉片21和葉片軸22一起轉動到葉片軸22下方,在重力的作用下,煙梗煙絲落入提升通道煙梗和煙絲出口11,閘輥裝置的作用是固態物料(煙梗煙絲)可以通過,空氣無法通過[5]。
提升通道梗絲混合物出口11與“之”字形風選通道8的入口直接相連。梗絲混合物出口11通道內的空氣壓強處于輕微真空狀態,為了使煙梗煙絲快速進入之字形風選通道8,在提升通道出口11設計一個有一定斜度的小截面進氣通道23。這樣在提升通道煙梗和煙絲出口11的通道內,形成一股低速的空氣流,空氣流的方向從閘輥裝置出口流到“之”字形風選通道8的入口。
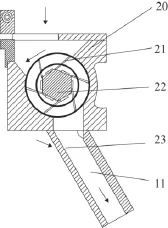
圖3 閘輥裝置
2.3 “之”字形風選通道
“之”字形風選通道(圖4)利用不同的物料具有不同的懸浮速度特性[4],從而將它們實現分離,利用風選將煙梗、雜質從煙絲中除去,稱為風選除梗。
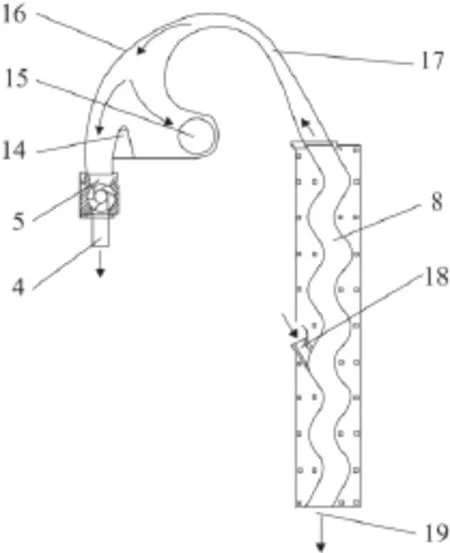
圖4 “之”字形風選通道
物料在氣流中受著氣流升力和自身重力的作用,當兩力相等時,物料在氣流中處于平衡的懸浮狀態,此時的氣流速度稱為物料的懸浮速度,用Vf表示。當氣流速度V<Vf時,物料便沉降;當氣流速度V>Vf時,物料便上升,被氣流帶走。物料懸浮速度的大小,取決于自身的密度、形狀、受風面積等因數,其中受風面積的大小是影響懸浮速度的重要原因。
“之”字形風選通道正是根據煙絲懸浮速度Vf絲和煙梗Vf梗浮速度不同,利用Vf絲<Vf梗的特點,通過合理調節第二負壓風15大小,在通道中形成氣流速度大于Vf絲而小于Vf梗的氣流,實現煙絲往上升,煙梗向下沉降,達到梗絲分離。
在實驗中,發現有一些梗絲混合的煙絲團,大小不等,質量不一,無法用風選的手段去除其中的煙梗。“之”字形風選通道中氣流一邊上升,一邊左右擺動,煙絲團隨著氣流一邊上升,一邊左右擺動。經過多次擺動,煙絲團完全松散開來,這樣對煙梗、煙絲進行徹底分離。
當第二負壓風出口15與負壓風機連接時,“之”字形風選通道內便形成一股從煙梗出口19流動到第二負壓風出口15的空氣流。在第二負壓風出口15安裝閥門,改變閥門開口的大小,可以控制“之”字形風選通道內的氣流速度。
煙梗煙絲由煙梗煙絲入口18進入“之”字形風選通道8內,煙梗從“之”字形風選通道8的下面排出,煙絲被氣流托到加速通道17處。
由于風選的需要,“之”字形風選通道8內的氣流速度比較低。而在圓弧板16處需要進行煙絲與空氣流的分離,作圓周運動的物體會產生離心力,煙絲的密度比空氣大,煙絲產生的離心力比空氣大。因此煙絲緊貼著圓弧板16的內壁向前運動,最后落到閘輥裝置5的入料口,通過閘輥裝置5把煙絲送到煙絲出口4。空氣進入第二負壓風出口到達負壓風機。這樣實現空氣和煙梗煙絲的分離。因此,在圓弧板16處,氣流速度和煙絲速度越快,分離效果越好。為了解決之字形風選通道8內的氣流速度比較低,而圓弧板16處氣流、煙絲速度要求比較高的矛盾。在加速通道17處,通道的截面積逐漸變小,氣流和煙絲速度逐漸變快[6]。
3 改進效果
離線梗絲分離裝置改進完成后,經過單臺設備半年的試運行,實現了將梗中含絲的比率由3%~5%降到了1%以下,單班節紙煙絲10~15 kg,應用效果理想。之后經過兩年時間的跟蹤檢查,運行可靠,維護方便,具備推廣使用的價值。
[1]常德煙草工業機械廠.PROTOS70調整手冊[R].2001:49-83.
[2]德國HAUNI公司.PROTOS-M5基礎件立體圖冊[R].2005:152-178.
[3]機械設計手冊編委會.機械設計手冊[M].北京:機械工業出版社,2004:138-176.
[4]初嘉鵬,賀鳳寶.機械設計基礎[M].北京:中國計量出版社,2002:63-75.
[5]吳建生.工程力學[M].北京:機械工業出版社,2003:176-220.
[6]方良元.機械基礎[M].北京:中國勞動社會保障出版社,2003:192-210.