JOY刮板輸送機溜槽大面積磨損的修復研究
2014-07-07 15:36:00嚴正凱
河南科技 2014年2期
嚴正凱
(1.太原理工大學,山西 太原 030000;2.晉煤集團金鼎公司,山西 晉城 048205)
JOY刮板輸送機溜槽大面積磨損的修復研究
嚴正凱1,2
(1.太原理工大學,山西 太原 030000;2.晉煤集團金鼎公司,山西 晉城 048205)
為了適應大采高要求而配套的JOY工作面刮板輸送機是現代化采煤工藝中不可缺少的主要設備。井下由于過煤量很大,采煤機的頻繁行走,導致鏟板和槽幫尤其是鏟板兩端頭磨損非常嚴重,對鏟板溜槽進行修復很有必要。考慮到鏟板的材質、硬度、強度等相關技術參數,對其進行了焊接工藝和加工工藝研究,保證了修復后的溜槽在井下能夠使用一到兩個工作面。
鏟板;磨損;修復研究
JOY工作面刮板輸送機在晉煤集團寺河礦應用比較廣泛,主要是為了適應大采高要求而配套的。現在寺河礦已有五套JOY刮板輸送機進入大修期。在當前采煤工作面內,刮板輸送機的作用不僅是運送煤和物料,而且還是采煤機的運行軌道,因此它成為現代化采煤工藝中不可缺少的主要設備。刮板輸送機能保持連續運轉,生產就能正常進行。否則,整個采煤工作面就會呈現停產狀態,使整個生產中斷。JOY刮板輸送機溜槽在井下由于過煤量很大,采煤機的頻繁行走,導致鏟板和槽幫尤其是鏟板兩端頭磨損非常嚴重。其磨損形式主要是鏟板兩水平端部和邊緣的磨損及鏈道的磨損,相對而言,溜槽鏟板的磨損情況比較嚴重。鏈道磨損采取耐磨焊絲補焊即可修復。但鏟板由于牽涉采煤機滑靴在其上的行走,考慮到采煤機在煤礦生產中的重要性,若對磨損的溜槽全部進行更換,費用很高,因此,對鏟板溜槽進行修復就很有必要,修復工藝就成為需要我們研究的課題。
目前JOY刮板輸送機在國內應用比較廣泛,寺河礦引進JOY刮板輸送機時間較早,已率先進入設備大修理周期。煤礦設備的修舊利廢直接牽涉安全生產和經濟效益,考慮到鏟板的材質、硬度、強度等相關技術參數,需對其進行焊接工藝研究,根據我公司現有設備情況,還應進行加工工藝研究。
根據鏟板磨損情況,對鏟板進行材質、強度、硬度化驗和測試,進行焊材的選擇和焊接工藝性試驗,選用合適的專用設備進行焊接,制定詳細的焊接工藝。根據公司現有設備,設計加工專用胎具進行加工。保證修復的溜槽在井下能夠使用一到兩個工作面。
根據溜槽使用情況,關鍵是焊接材料的選擇、焊接設備的選型以及公司實際情況進行加工工裝的設計和工藝制定。
1 焊接工藝
主要根據被焊工件的材質、牌號、化學成分,焊件結構類型,焊接性能要求來確定。我們選用H10Mn2埋弧焊鍍銅焊絲,配合SJ101焊劑進行埋弧自動焊,焊縫金屬具有優良的機械性能。焊接設備選用唐山開元的MZC-1250F自動埋弧焊焊車,電源采用ZD5-1250B晶閘管控制直流埋弧焊電源。根據鏟板材料和機械性能制定了焊接工藝和焊接參數,保證了焊接質量。
1.1 焊接材料的選擇
由于鏟板平面較大且兩端有斜坡,所以采用自動化水平高的埋弧焊。埋弧焊是以埋弧焊絲作為電極且電弧在顆粒狀可熔化的焊劑層下燃燒進行焊接的方法。埋弧焊絲的選擇主要依據被焊部件類型、工作條件、環境、性能要求等確定。碳鋼和低合金鋼用埋弧焊絲的選擇原則是等強匹配,配以塑韌性要求。由于埋弧焊接是由埋弧焊絲和焊劑組合進行的,焊劑的不同同樣決定著焊接性能的差異,對低合金高強度鋼的焊接應選用相應的低合金埋弧焊絲和燒結焊劑組合,才能獲得期望的優良焊接性能。根據以上原則,我們選用H10Mn2埋弧焊鍍銅焊絲,配合SJ101焊劑進行埋弧自動焊,焊縫金屬具有優良的機械性能。通過選用相匹配焊材,保證了修復后鏟板的力學性能和硬度、強度要求。
1.1 .1 鏟板和焊材的化學成分和力學性能指標

1.1 .2 鏟板材料經化驗,確定其成分為30MnSi,其化學成分和力學性能指標見下表:ZG30MnSi化學成分:
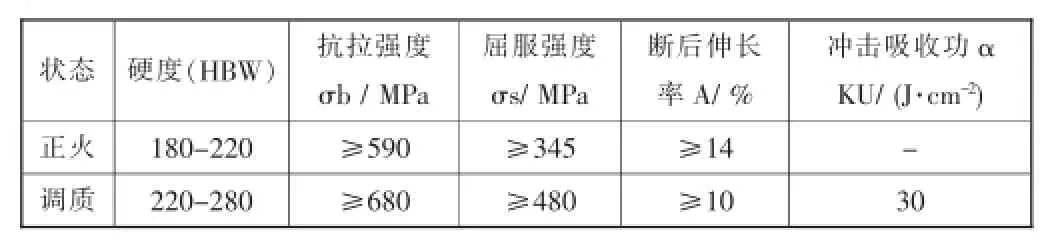
ZG30MnSi槽幫的力學性能指標要求:

1.1 .3 埋弧焊鍍銅焊絲H10Mn2化學成分和力學性能指標見下表:H10Mn2化學成分:
熔敷金屬力學性能(配合HJ101):

1.2 焊接參數的選擇
焊接設備選用唐山開元的MZC-1250F自動埋弧焊焊車,電源采用ZD5-1250B晶閘管控制直流埋弧焊電源。埋弧自動焊最主要的焊接規范是焊接電流、電弧電壓、焊絲直徑等,其次是焊絲伸出長度、焊劑粒度和焊劑層厚度等。根據鏟板焊接要求和焊絲情況,選用焊接參數并進行了驗證。焊接參數見下表:

1.3 焊接工藝的確定:焊材和焊接參數確定后制定的焊接工藝
1.3 .1 所有溜槽噴砂處理,保證鏟板處無煤泥、油污、銹蝕等影響焊接的因素。
1.3 .2 鏟板處兩端和邊緣磨損嚴重處,用CO2保護焊方式進行補焊打底,焊絲為JM70,要求焊接后鏟板處基本處于同一平面內,局部誤差允許在2mm范圍內。
1.3 .3 將工溜上平臺,使用焊槍或噴槍對鏟板側鏟板和槽幫進行加熱,要求加熱均勻,溫度為120℃,然后使用MZC-1250F自動埋弧焊車進行焊接,焊接材料為焊絲H10Mn2,焊劑為SJ101(在使用前按300-500℃保溫六十分鐘烘焙焊劑),要求焊接高度保證小于278mm,(即鏟板絕對高度均在85mm以上),隨時利用自制彎尺進行測量。在焊接過程中,隨時繼續監控并采取加熱措施保證鏟板溫度,同時嚴格執行《自動埋弧焊車安全操作規程》。焊接后對其進行去除焊瘤、打磨處理等工作。
1.3 .4 焊接后采取室溫冷卻方式進行冷卻。
2 加工工裝的設計和工藝制定
加工焊接后的鏟板設備最好使用龍門刨或者龍門銑。但公司內現有加工槽幫鏟板的設備只有TX6113C/2數顯臥式銑鏜床。在這種情況下,需要重點考慮的就是焊接后的鏟板裝卡和加工問題。考慮到變線槽的加工,設計了鏟板加工專用工裝,加工時通過調節高度和緊定螺栓固定,保證了鏟板加工質量。加工時采用可調支撐和加緊定位裝置,能同時滿足普通中部槽和變線槽的加工。
下圖為中部槽圖紙,磨損位置見圖:


在這種情況下我們設計制作了《鏟板加工專用工裝》。加工工藝為:利用專用工裝對溜槽鏟板處進行鏜削加工,加工時通過調節高度和緊定螺栓固定,保證鏟板平面與鏟板槽幫兩上平面平行,鏜削加工后保證溜槽鏟板槽幫側平面與鏟板距離為280mm(即鏟板絕對高度83mm),加工后清除毛刺、飛邊等。檢驗合格后,對溜槽進行噴漆。底漆噴涂防銹漆,面漆噴涂白漆。最后出廠。
3 應用推廣情況
因為礦方使用的JOY刮板輸送機已分別進入大修期,溜槽修復將為礦方節約大量成本,并為公司產值、利潤的完成提供良好的條件。同時,JOY溜槽修復后,可根據其實施經驗,對其他煤礦的各類溜槽實施修復。
嚴正凱,男,山西臨猗人,高級工程師,現在晉煤集團金鼎公司從事生產技術管理工作、進口煤礦設備大修和大型設備修理工作。
TH122
A
1003-5168(2014)03-0120-02
猜你喜歡
防爆電機(2022年1期)2022-02-16 01:14:06
河北畫報(2021年2期)2021-05-25 02:07:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山西大同大學學報(自然科學版)(2016年2期)2016-12-12 03:19:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
河南科技(2014年18期)2014-02-27 14:14:58
河南科技(2014年4期)2014-02-27 14:07:18