提高列管式換熱器制造質(zhì)量關鍵制造工序的管理和檢測
2014-07-18 07:11:22杜秀萍曹兵
化工進展 2014年7期
杜秀萍,曹兵
(1南京圣諾熱管有限公司,江蘇 南京 211009;2江蘇中圣高科技產(chǎn)業(yè)有限公司,江蘇 南京 211112)
列管式換熱器因結構簡單、傳熱效果好、有效換熱面積大、承受的壓力高、適用多個領域、選用的結構材料范圍廣、易于維修和維護,是化工裝備中常用的熱交換設備[1]。在國內(nèi)外多種材質(zhì)制造方面積累了實用的制造技術,現(xiàn)將對于提高換熱器制造質(zhì)量的關鍵環(huán)節(jié)提出以供探討[2]。
1 原材料控制
設備制造的基礎是用于制造設備的原材料不僅要滿足化工工藝規(guī)定的化學性能和力學性能等要求,而且原材料的表面不能有凹坑、劃傷等缺陷,這些缺陷會大大降低設備使用過程中的耐蝕性能。
(1)制造廠商 選擇有資質(zhì)的制造廠商。一般是盡可能地選擇企業(yè)規(guī)模較大和信譽較好的企業(yè),對于一些新開發(fā)的供應商,要求能夠?qū)痰姆职痰馁|(zhì)量管理體系進行審查,確保其提供的原材料沒有質(zhì)量隱患。
(2)材料廠家的地理區(qū)域 盡可能地選擇離制造企業(yè)較近、控制力較強和位于制造業(yè)集中和發(fā)達區(qū)域的材料供應商。通常在這些區(qū)域,由于產(chǎn)業(yè)集群的作用,制造的技術水平較好,發(fā)現(xiàn)原材料質(zhì)量問題時,容易找到有效的檢驗設備和檢驗人員進行質(zhì)量驗證,發(fā)現(xiàn)問題后能快速地找到解決問題的途徑。
2 制造工藝控制
化工設備的最終質(zhì)量與設備在制造過程中采用的制造方法和各個制造工序的制造順序有著密切的聯(lián)系,對于列管式換熱器來說,將封頭壓制、管板鉆孔、筒體卷制工序安排好是提高換熱器質(zhì)量的必備條件[3]。
(1)制造工藝過程流轉(zhuǎn)卡 制造過程要編制詳細的技術文件,確保每個工件都有制造的工藝過程卡,每個制造工序都必須有制造者和檢驗人員的簽字并注明日期,保證可追溯性,能充分保證一線制造人員的責任感,提高產(chǎn)品質(zhì)量意識。
(2)封頭制造的關鍵點 封頭在拼焊后,應該將焊接后的內(nèi)外焊縫磨平,防止在封頭的壓制過程中焊縫余高對封頭的外觀和焊縫質(zhì)量有影響;封頭在壓制之前應該進行射線探傷,及時發(fā)現(xiàn)焊接缺陷后及時返修,防止在封頭的壓制過程中把固有的缺陷范圍擴大,盡量避免在封頭壓制以后進行RT探傷,因為成型后返修將影響封頭的外觀質(zhì)量。封頭在壓制前要做好內(nèi)外標識,將最終焊接的焊道置于封頭的內(nèi)表面,這樣最終焊道沒有經(jīng)過后道焊接工序的“熱影響”可以保證封頭內(nèi)焊縫的焊縫具有優(yōu)質(zhì)耐蝕性能。
(3)管板鉆孔 管板的制造質(zhì)量,尤其是管孔加工的質(zhì)量對后續(xù)的脹管工序有著至關重要的影響。管板的加工建議采用數(shù)控鉆引定位孔,后采用普通鉆床鉆通孔并鉸孔的方法制造,這種加工工藝既利用了數(shù)控鉆高精度定位性能和高效率的優(yōu)勢,同時又避免了數(shù)控鉆較高的成本并充分發(fā)揮普通鉆床的功能低成本的優(yōu)勢,通過這種工藝制造出來的管板,經(jīng)過多次的生產(chǎn)實踐證明能夠滿足在后續(xù)的焊接過程中,焊縫不會因為孔橋不同而產(chǎn)生焊縫重疊現(xiàn)象,也不會發(fā)生管程墊片與管頭焊縫的干涉現(xiàn)象。
(4)筒體卷制 對于不銹鋼和特種金屬材料的卷制,需適當?shù)拇胧┍Wo筒節(jié)的內(nèi)外表面。例如可以把三輥卷板機的上輥覆上特制的橡膠,并把筒節(jié)的外表面覆上保護膜。具體的方法見圖 1。橡膠輥能保證在筒節(jié)的卷制過程中,內(nèi)表面接觸到橡膠的輥子,不會導致因卷制而劃傷筒節(jié)內(nèi)壁或內(nèi)壁被卷輥上的鐵離子等污物的污染,殼體表面的保護膜能保證設備的外表面不被鐵質(zhì)的輥子接觸導致劃傷和污染,同時外表面的保護膜又能防止設備在后續(xù)工序的制造過程中被污染,這是一個既經(jīng)濟又行之有效的辦法。
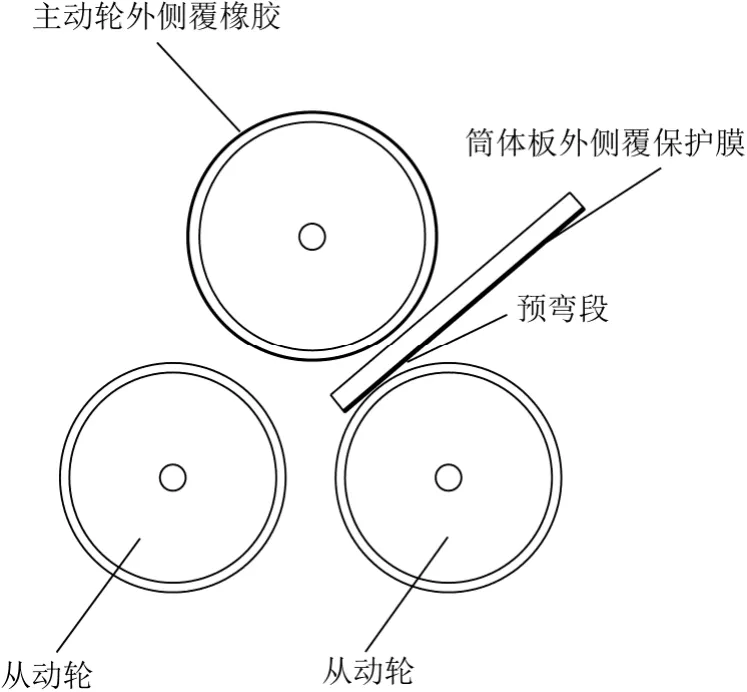
圖1 卷板示意圖
(5)換熱管和管板之間的脹接 根據(jù)設備結構和各種材料的特點,選擇在管板上開槽的尺寸,制定合理的脹接工藝,并且在對產(chǎn)品脹接之前先進行同種規(guī)格的換熱管和相同材料和厚度的管板模擬試驗,并對試樣進行脹管率和拉脫力檢查,合格后方可進行設備的脹接。脹接的參數(shù)按照脹接試驗時得到的數(shù)值進行。脹接方法優(yōu)先選擇的液壓脹的方式,液壓脹具有不劃傷、不污染換熱管內(nèi)壁的優(yōu)點。
(6)對于帶較大接管的管箱制造 由于管箱上的大接管開孔,再組對接管法蘭組件并將角焊縫焊接完成以后,設備的管箱法蘭和大接管法蘭的密封面都會發(fā)生一定的變形。因此,設備法蘭密封面在與管箱筒體焊接之前留有二次加工余量,在制造工藝上安排在大接管的D類焊接后,再進行一次管箱密封面的車加工,可以消除管道和筒體之間的焊接造成管箱法蘭密封面的變形,保證設備的整體密封性能。
3 焊接工藝
對于列管式換熱器來說,焊接質(zhì)量是影響換熱器質(zhì)量的關鍵因素之一,尤其是管頭的焊接質(zhì)量尤為重要。
(1)焊接熱輸入控制 焊接過程應嚴格遵守焊接工藝,對于貴重的材料或重要的焊縫優(yōu)先采用手工氬弧焊、等離子等焊接方式,控制熱輸入量,以得到盡可能細的晶粒組織,確保其力學和化學性能。
(2)氬弧焊接過程中氣體保護 氬弧焊焊接過程中,確保焊后熾熱的焊縫在惰性氣體的保護之下,正面的焊縫要全部帶焊槍的氬氣保護下,焊接熄弧時應使焊槍停留在焊縫尾端,繼續(xù)通氬氣,待到焊縫冷卻到 150℃以下再移開焊槍。焊縫的背面同樣使用保護拖罩保護焊縫金屬,防止焊縫高溫氧化。
(3)最終焊道的安排 焊接的最終焊道應該安排在設備與介質(zhì)接觸的內(nèi)表面,防止最終焊縫在后續(xù)焊縫的焊接過程中被熱處理而發(fā)生性能劣化,保證與介質(zhì)接觸的內(nèi)表面焊縫有最好的晶粒組織,從而能確保其有較好的耐蝕性能。
(4)管板與殼體焊縫的焊接 對于使用條件苛刻并且重要的換熱器,可以采用對接焊的形式。這類焊縫可以采用氬弧焊打底,然后采用手工電弧焊或自動焊蓋面的焊接工藝,能夠較好地保證管板和筒體之間的焊縫連接;對于更苛刻的使用場合,可以采用先分別焊接筒體和管板之間的角焊縫,并且是雙面焊接,經(jīng)過無損檢測合格后再對接筒體環(huán)縫,因為這時筒體內(nèi)部通常已經(jīng)傳了換熱管,不能夠進行RT檢測,這道最終環(huán)縫需要進行Toft超聲檢測以確保最終焊縫質(zhì)量。
①換熱管與管板的焊接 換熱管和管板之間焊接是決定換熱器質(zhì)量的關鍵點[1]。管頭的焊接通常應采用兩道焊接成型,每道焊縫分成兩次焊接成型,第一次是從時鐘5點的位置按照順時針方向12點的位置進行焊接;第二次是從時鐘5點的位置按照逆時針的方向朝向12點的位置進行焊接,以確保每道焊縫在施焊時是按“上坡”的方向進行施焊,具體的焊接順序見圖 2。第二道焊縫施焊的起弧點和收弧點要與第一道焊縫的起弧點和收弧點錯開90度,保證焊縫質(zhì)量。在起弧點和收弧點焊接時因注意焊接手法,即“重熔起弧,回頭收弧”的方法焊接起弧點和收弧點,具體的焊接過程見圖 3。對于換熱管壁厚小于1.5mm的情況,第一道焊縫要求在焊接過程中鎢極指向管板,確保大部分來自焊槍的熱輸入量由管板承擔,以免將換熱管管壁熔穿或管頭熔塌,在焊接過程中依靠管板和換熱管的自熔和填充少量的焊絲焊接,保證底層焊縫的質(zhì)量;第二道焊縫的起始點和第一道焊縫的起始點要錯開90°,以保證兩道焊縫焊接接頭的重合影響焊縫的質(zhì)量,保證焊腳高度按圖紙的設計要求。
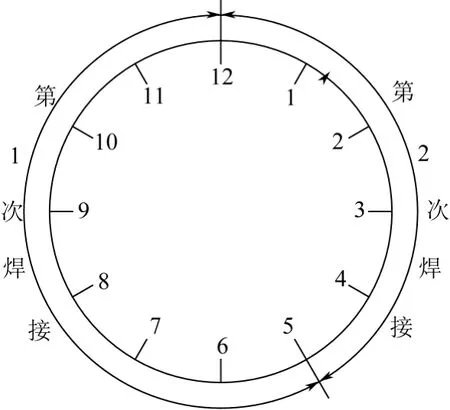
圖2 焊接順序圖
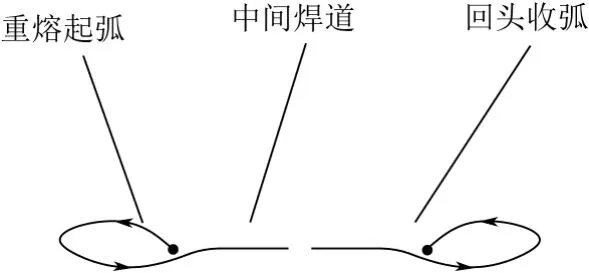
圖3 起弧和收弧示意圖
②換熱管分區(qū)域焊接 對于直徑大,換熱管的數(shù)量多,管板較薄的換熱器,除了在焊接的過程中依據(jù)設備的特點制造防變形工裝外,還可以采取將設備管板分區(qū)對稱焊接的方法來制造[4-5],這樣制造的目的有以下幾點:①管板分區(qū)后,可以按管板的不同的區(qū)分給不同的焊接工人焊接,在后道檢驗的工序發(fā)現(xiàn)問題可以保證有較好的追溯性,分清責任;②管板分區(qū)后,因為每塊區(qū)域的范圍較小,整個區(qū)域內(nèi)的換熱管的長度相對固定,因此可以在穿換熱管之前將換熱管的長度車到比較接近總長的尺寸,減少在成型換熱器上加工換熱管的多余長度,節(jié)省制造時間。
4 關鍵檢驗點控制
設置適當?shù)年P鍵檢驗環(huán)節(jié),檢查關鍵制造工序和焊接過程質(zhì)量是否能夠達到設計的要求,是保證設備出廠前質(zhì)量的重要過程[6]。
(1)材料的到廠檢驗 對于重要的設備材料,到廠檢驗非常重要,材料要經(jīng)過目視檢查、尺寸檢驗(包括厚度負偏差,長度和寬度等)、UT檢查和PMI檢驗以保證材入庫前各項性能能夠滿足設備的設計和制造要求[6]。
(2)換熱器管頭焊縫的檢驗
①模擬試驗 在對產(chǎn)品進行施焊前,用相同規(guī)格的焊接試樣和焊接材料模擬的焊接試驗,剖開后檢查焊縫的內(nèi)部,檢查焊縫的喉頸高度和拉脫力。第一道焊縫焊接完成以后進行氣密性試驗,保證首道焊縫的焊接全部合格以后再進行第二道焊縫的焊接,第二道焊縫焊接完成以后對焊縫進行管頭焊縫RT檢測。
②氦檢漏試驗 換熱器的制作完成以后,對于嚴格防止泄露的設備,應采用氦檢漏的方法檢查全部管頭的焊接性能和設備密封性能,并根據(jù)設備的工作條件和結構特點選擇正壓法或負壓法檢漏,一般情況下負壓法的檢測效果好于正壓法,但是檢測的成本較高并且對檢驗裝置的要求也較高。
③熱氣循環(huán)試驗 對于復合板制造的設備或高溫條件下使用的換熱設備,僅僅通過水壓試驗檢驗其強度是不能保證其在高溫條件下復層焊縫的質(zhì)量,利用熱氣循環(huán)試驗檢驗復合板復層焊縫在模擬高溫條件下的運行性能是一個非常好的檢驗方法。
5 結 語
換熱器的制造是一個系統(tǒng)工程,需要設計、工藝、焊接、檢驗、運輸、安裝等各個環(huán)節(jié)通力合作和協(xié)調(diào)控制才能最終保證設備的最終使用性能。
[1]史建濤.換熱器管子和管板焊接接頭淺見[J].廣州化工,2009,37(6):168-170
[2]矯明,徐宏,程泉,等.新型高效換熱器發(fā)展現(xiàn)狀及研究方向[J].化工設計通訊,2007,33(3):50-55.
[3]王元文.管殼式換熱器的優(yōu)化設計[J].廣東化工,2005(3):43-44 .
[4]張秋利,宋永輝,蘭新哲,等.列管式換熱器設計軟件的開發(fā)[J].廣東化工,2006(7):60-63 .
[5]李其朋,陳國華,王磊.不等厚板對接焊疲勞壽命結構形狀影響分析[J].石油化工設備,2009(3):47-51.
[6]滿方紀.壓力容器制造的質(zhì)量控制要素[J].石油和化工設備,2005(3):9-10.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農(nóng)村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
工業(yè)設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
