數控車床加工實訓中的故障分析
2014-11-29 04:31:58代曉俊DAIXiaojun
價值工程 2014年31期
代曉俊DAI Xiao-jun
(昆明理工大學工程訓練中心,昆明 650000)
(Engineering Training Center,Kunming University of Science and Technology,Kunming 650000,China)
0 引言
隨著數控加工技術的不斷發展成熟,數控車床被越來越廣泛地應用于各個加工領域,它以其高質量高精度的特點受到了人們的一致歡迎。數控車床作為一種高效高技術含量的自動化機床,逐步實現了機、電、儀一體化,它將現代信息技術、自動化技術以及精密機械等各項新技術綜合應用于整個加工環節中,符合現代化機床加工的特點。
對數控專業的學生而言,熟練掌握數控車床加工的基本操作要領和規范,明確操作技能是其開始后續學習的前提和基礎。但由于學生的基礎知識掌握存在一定的問題,因此在實際操作時常會因為操作不當導致車床出現故障,嚴重時甚至會引發安全事故。因此,學校必須加強對學生的數控車床加工安全教育,強化其安全意識,引導其自覺規范操作,從而有效地防止安全事故的出現。
1 數控車床的典型故障分析
1.1 數控車床超程警報
在課堂授課時,教師會教授學生車床測量系統的基本原理,即當機床出現斷電情況時,重新接通電源后必須先使系統坐標重返參考點才能進行操作,否則會影響系統精度。但學生在進行數控車床操作時,由于車床滑板處于限位開關極限,或擋板距參考點開關過近,導致擋塊越過限位開關,系統發出超程警報。
為避免上述情況的發生,在操作前,學生必須先確定系統的當前工作位置是否正常,若已處于極限位置,則在返回參考點時必須控制滑板移動速度,保證操作安全。車床超程本身并不會對系統造成嚴重損害,但車床坐標不準勢必會導致工作臺移動錯誤,最終導致絲杠損壞。
1.2 編程不當導致碰撞
1.2.1 正確使用GOO 指令
GOO 指令是數控車床加工時最常用的一種指令,它具有工作速度快和走刀軌跡不定的特點,因此在實際操作中具有一定的危險性。由于GOO 指令是一種定點指令,在實際編程中使用G00 X80.0 Z50.0 程序段,則根據其編程特點,可以確定其四種走刀軌跡。其中,除路線1 以外,其他三種路線均會出現碰撞。具體情況見圖1。因此,為避免“撞刀”,必須將其程序段分為GOO X80.0;Z50.0;以保證其走刀軌跡為路線1。
1.2.2 正確理解和執行復合固定循環指令
在使用粗車循環指令前,必須保證循環快速回刀點的刀具循環處于完成狀態,否則會損壞刀具和工件。如圖2中,A 點位置為正確回刀位置,它處于端面和毛坯徑向尺寸之外,整個回刀過程不會造成工件損壞,而B 點則會導致回刀時出現碰撞,碰壞工件和刀具,影響數控機床使用壽命。
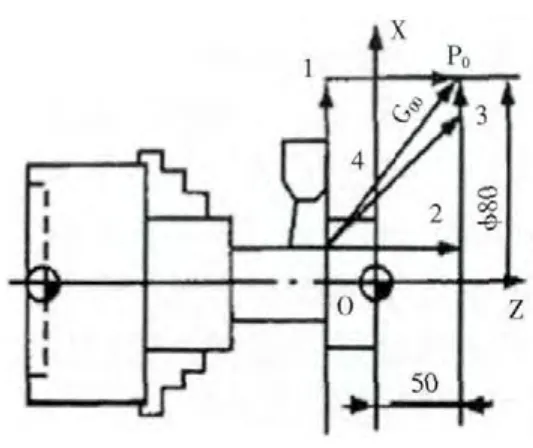
圖1 GOO 使用不當出現碰撞
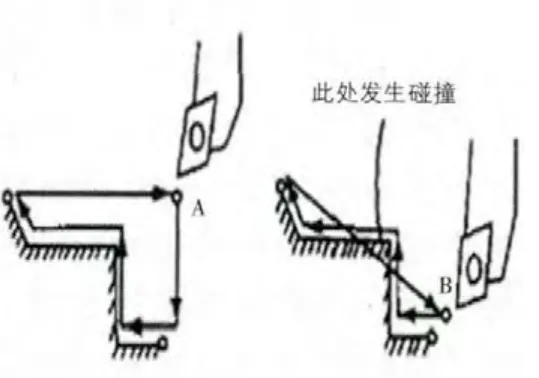
圖2 復合固定循環指令使用不當出現碰撞
1.3 編程時選刀不當
若學生在進行數控編程時選擇刀具不當,也會發生碰刀情況,影響系統的正常運行。
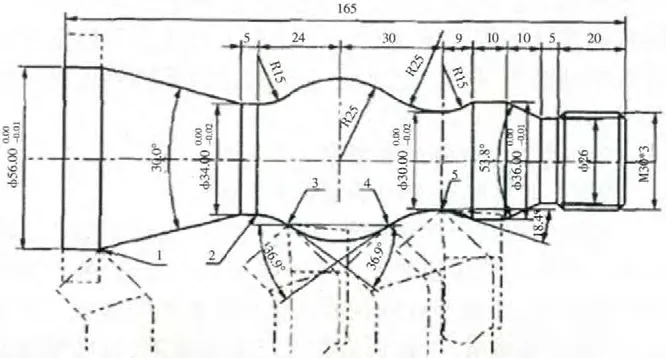
圖3 數控車床加工零件時選刀的重要性分析
如圖3 中所示零件,學生在看到其基本形狀時,會將其定位為外圓加工,進而選擇90 度外圓偏刀作為其加工用刀進行加工。這種加工思路看似可行,但稍加分析,便能發現其中存在的問題,選擇外圓偏刀進行加工只是一種理想化狀態,學生并未考慮到其加工工藝和可行性。首先,通過分析該零件的一些相關數值可以發現,特別對圓弧的切線角度進行分析,就會發現該零件加工時,主偏角和副偏角均有極限范圍。主偏角和副偏角均應須大于36.9 度才不會使刀具與工件相碰,而一般的90 度于外圓偏刀副偏角在15 度之內,如果使用該刀,在圖示的2,3,5 點附近看到明顯的碰撞現象口,如果選用45 度外圓偏刀,在本零件的加工時,將是合適的刀具。如果圖3 中1 點處的外圓直徑大于φ6mm,構成虛線所示的臺階軸,則不能繼續使用45 度外圓偏刀加工錐面和端面,如1 點處的刀具將碰撞端面。
1.4 螺紋加工時主軸轉速過快
在進行螺紋加工時,由于其自身加工必須控制其全程加工速度,使其保持在低速運轉狀態下。而在進行外圓加工和割槽加工時,由于主軸轉速較快,到螺紋加工時學生忙于更換刀具和控制程序,容易忽略速度調整,導致主軸轉速過快,進給速度過大,容易出現爛牙情況,加之被加工材料較硬,會嚴重損壞刀具,影響其使用壽命。
因此,學生在螺紋加工前一定要將主軸轉速換至76-120r/min,這樣才能確保安全完成螺紋加工。指導老師應嚴格把好這一關,以有效杜絕此類事故的發生。
1.5 對刀時不轉主軸
出現此類問題的主要原因為學生操作時疏忽大意。學生在進行數控車床加工時,由于刀具強度較大但韌性較差,此時如果不轉主軸即進行對刀,會使刀具承受彎矩力過大,發生斷折。
此外,在進行數控車床加工時,學生還應注意及時檢查工件或刀具的使用情況,若出現磨損和故障應盡早維修或更換,同時還要保證工件或刀具處于夾緊狀態,避免出現脫落情況。另外,在實際操作時操作者還要用手扶好車床刀架,以保證其平衡性,同時還要保證車床參數的穩定性,不可隨意修改和替換。
2 結束語
本文以昆明理工大學為例,通過研究和分析該校數控車床加工專業的加工實訓過程中所存在一系列問題,劃分出一些典型故障類型,并分析了其故障產生原因及相應的解決對策,以強化學生的安全意識,引導其自覺規范操作行為,關注操作細節,不斷提高其實踐操作水平。
[1]張濤,陳發東,董建榮.數控車床實訓操作常見失誤分析[J].機械工程師,2008(03).
[2]王春霞,戴怡,董學文.數控車床螺紋加工故障樹分析[J].天津職業技術師范大學學報,2012(01).
[3]曾彥.對數控車床實訓教學中若干常見問題淺析[J].科技廣場,2011(11).
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
汽車維修與保養(2019年7期)2020-01-06 03:30:42
制造技術與機床(2019年12期)2020-01-06 03:17:48
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
制造技術與機床(2017年4期)2017-06-22 11:18:05
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52