大型集裝箱船厚板區域施工控制要點
2015-02-25 03:13:46胡超然
江蘇船舶 2015年4期
大型集裝箱船厚板區域施工控制要點
胡超然
(中國船級社江蘇審圖中心,江蘇 南京 210001)
摘要:大型集裝箱船厚板結構區域的施工工藝對于保障其結構強度安全性具有至關重要的作用。通過分析“MOL Comfort”號集裝箱船斷裂的原因,得出若過分追求營運成本而減薄船體結構,將會造成局部構件的屈服失穩,探討了某萬箱級集裝箱船厚板結構區域的建造及焊接工藝要求,建議現場檢驗人員應關注的潛在風險因素,為大型集裝箱船的施工建造提供指導。
關鍵詞:集裝箱船;結構強度;厚板;施工管理;質量控制
0引言
目前越來越多的遠洋承運人訂造單船運力超過10 000 TEU的大型集裝船。截至2012年,全球訂造單船運力超過10000TEU的大型集裝箱船總數超過170艘,其運力總量大致相當于全球集裝箱船總運力的30%[1]。萬箱級大型集裝箱船在設計和建造技術難度都很高,尤其對其結構、強度和安全要求更加嚴格。事實上,從這幾年全球發生的萬箱船事故中發現,船體結構損壞已成為導致集裝箱船海難的主要原因。
本文分析了“MOL Comfort”號箱型集裝箱船結構斷裂的成因,并研究了某萬箱船的厚板區域建造與焊接工藝控制的要點,從而提醒現場檢驗人員關注建造過程中存在的風險因素,為大型集裝箱船的施工建造提供指導建議。
1“MOL Comfort”號集裝箱船斷裂成因分析
大型集裝箱船的結構屬于典型的大開口船舶,其開口寬度達到甚至超過了船寬的85%,因此船舶結構的強度安全需要格外重視。而實際建造過程中為了追求經濟效益,船體結構會大規模采用高強度鋼從而減薄鋼板厚度,進而減輕船舶重量,達到增加燃油效益和降低營運成本的目的。這種減薄鋼板厚度的方法固然為市場競爭帶來一定優勢,但船舶結構的強度安全會存在隱患。例如,2013年三菱重工建造的“MOL Comfort”號8 000 TEU箱型集裝箱船在也門外海320 km處發生事故,船舶從中間斷成兩截,隨即沉沒。根據日本國土交通省(MLIT)發布的報告稱事故原因主要是船體產生中拱變形所致。
由上述調查報告推測船舶發生斷裂應是在高強度載荷作用下局部結構的屈曲強度無法滿足設計要求。據調查,“MOL Comfort”號船體所用的材料是2007年日本三菱重工與新日鐵合作開發出的最新型高強度鋼HTS47,這種新型高強度鋼的優點是:相比于以前日本造船業所廣泛應用的普通鋼材更為輕薄。據日本船舶設計研究所人員的整體評價,使用HTS47鋼板所造的大型船,減少的鋼板重量相等于1艘小型輕質貨船的重量[2]。而鋼板越薄,屈服強度越下降,發生局部屈曲失穩的可能性就會增大。在壓縮情況下,局部構件失穩后該部位也就喪失了抗拉伸的能力,增加了裂紋的可能性。需要注意的是,HTS47鋼在全球造船范圍內的首次應用正是“MOL Comfort”號這一批8 000 TEU集裝箱船。同時日本船級社發布的“MOL Comfort”號初步調查結果表明:裂縫最早出現在船中央的底部,在對其余姐妹船的調查中發現,船舯部附近的底殼板有1個高20 mm的屈曲變形。因此,對其余姐妹船采取了加固的預防性安全措施以增強船體強度,并達到日本船級社規范要求強度的2倍[3]。
此外,導致事故的另一原因是使用HTS47強化鋼制造船殼結構,在鋼板強度增加的同時鋼板焊接成功率會降低。因此,HTS47鋼板在變薄的同時,也對焊接技術提出了更高的要求,所以更為精密的焊接工藝、更低的容錯率勢必將提高焊接難度。為了應對HTS47焊接難題,三菱重工聯手新日鋼與Sumikin焊接公司,設計完成了雙電極振動電版氣體弧光焊接機等可以使HTS47鋼板彎曲的技術,但這套焊接技術能否真正匹配還有待時間的檢驗。HTS47輕薄鋼板剛問世不久就被用于船體建造,加之這些新裝備、技術和程序管理也是三菱重工首次運用, 故“MOL Comfort”號船體在焊接環節很難保證不出現一點瑕疵。
綜上所述,當大型集裝箱船大量采用高強度鋼材以減薄鋼板厚度時,需要注意以下2點隱患:
(1)過分追求營運成本而減薄船體結構,將會造成局部構件的屈曲失穩。
(2)鋼板強度增加提升了焊接難度,降低了焊接成功率。
通過分析可知,大型集裝箱船重要區域應采用加厚鋼板以增加整船的總縱強度和局部強度,因此厚板區域的施工控制是大型集裝箱船建造檢驗中需要高度重視的一個環節。但這個環節同樣有一定的風險,因為厚板焊接區域對焊接工藝和焊工的技術水平提出了更高的要求,若施工環節沒有嚴格的監控和管理,厚板區域很可能產生裂紋進而蔓延導致船體結構斷裂,給船舶質量帶來極大的隱患。本文以某10 000 TEU集裝箱船為例,對厚板施工控制中應關注的重點進行分析從而指導現場施工建造。
2萬箱船厚板區域施工要點
某10 000 TEU集裝箱船使用AH32、AH36、DH32、DH36、EH36甚至EH40等不同級別的高強度鋼板,并且船體結構大規模使用厚板焊接,這對現場施工工藝有非常高的要求。該萬箱船使用的最厚板為:高強鋼68 mm,普通鋼80 mm。
2.1 厚板切割
厚板切割時針對不同尺寸和位置的缺陷應有詳細的修補措施,船廠技術部門應對缺陷的修補下發工藝單并得到船級社認可后方能施工。另外,為了方便檢驗角隅板切割的線型,建議船廠制作標準形狀的卡板。
2.2 焊接工藝
(1)中國船級社CCS《船舶焊接檢驗指南》對鋼板預熱溫度和道間溫度是有特殊要求的:應根據使用結構的鋼材等級、碳當量、焊件厚度、施焊環境、焊接方法和拘束度等因素綜合考慮,并通過焊接工藝認可試驗確定[4]。
當根據材料的化學成分和構件厚度決定待焊構件的預熱溫度時,預熱溫度一般可按表1選取,其中T為板厚。
根據萬箱船厚板分布的特點,船廠補做了20項厚板焊接工藝,工藝中選擇的母材厚度為40~45 mm。按照表1的要求,這些焊接工藝必須選擇適當的預熱溫度。以編號(FCAW+SAW)-056的焊接工藝為例:選擇的母材厚度為50 mm,級別EH40,初步選取預熱溫度為50 ℃。規范中要求EH40鋼材厚度在50~100 mm之間的碳當量Ceq≤0.42,實際根據鋼材質保書中各元素化學成分的數據和規范中碳當量的計算公式進行計算可得Ceq=0.42,符合規范要求。
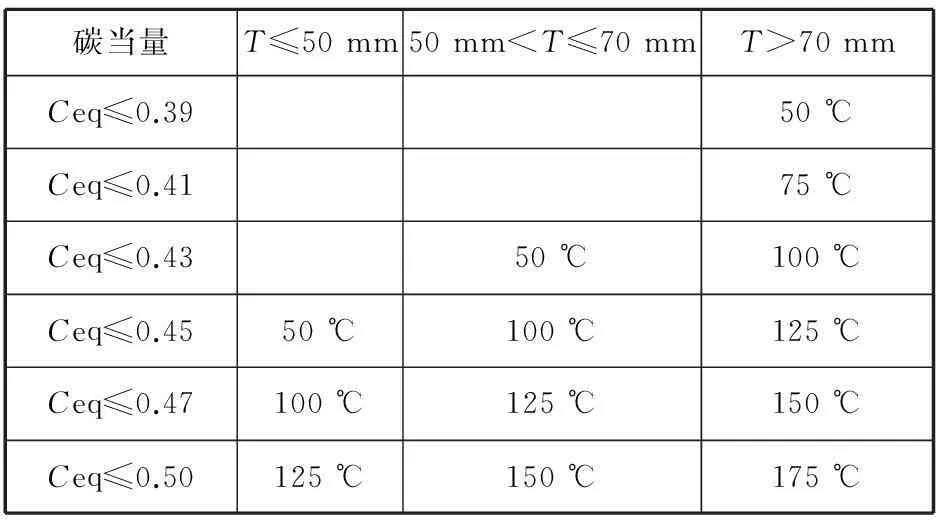
表1 建議的最小預熱溫度
因此根據母材的碳當量數值并參照表1,最終預熱溫度應選取75~100 ℃之間才符合要求。船廠根據驗船師的建議制定的厚板預熱溫度見表2。

表2 萬箱船厚板預熱溫度
需要注意的是,上述溫度只是一個范圍,實際進行焊接工藝時會有一個明確的預熱溫度值,且《材料與焊接規范》(2012)規定:生產焊接時預熱溫度應不低于認可試驗時所使用的預熱溫度[5]。(FCAW+SAW)-056的焊接工藝進行試驗時的預熱溫度為88 ℃,但是實際焊接時預熱溫度如果取85 ℃,雖然符合規范規定的預熱范圍,但是不能滿足焊接工藝要求,其焊接質量亦不能得到保證。
(2)根據《材料與焊接規范》(2012)關于生產焊接時道間溫度應不高于認可試驗所使用的道間溫度的規定,以及《船舶焊接檢驗指南》關于道間溫度一般不低于鋼板的預熱溫度且最高不超過250 ℃的規定,厚板焊接時不僅要考慮預熱,還要注意控制熱輸入和道間溫度。因此,建議船廠技術部在編寫預熱工藝時應結合厚板的焊接工藝試驗明確不同工藝所對應的道間溫度來指導焊工施焊。
(3)焊接工藝試驗中焊接材料的選取也需要與母材匹配。以(FCAW+SAW)-056的焊接工藝為例,母材級別為EH40,按照規范要求與之最匹配的焊材級別為3Y40。由于示例焊接工藝為對接焊工藝,因此根據規范中焊接材料的力學性能,焊接材料的接頭抗拉強度需要≥510 MPa,并要在-20 ℃下進行夏比V型缺口沖擊試驗,平均沖擊功應≥47 J。其實超過3Y40等級的焊材也可以選擇,但是焊材等級倘若超過母材太多,那么試驗溫度和試驗要求也將更加嚴格,這樣會增加試驗的難度和經費,造成不必要的浪費。
2.3 厚板預熱管理
由船廠技術部負責制定全船所需預熱的結構部位指導現場焊工施焊。以抗扭箱分段為例,預熱位置如圖1數字標識。
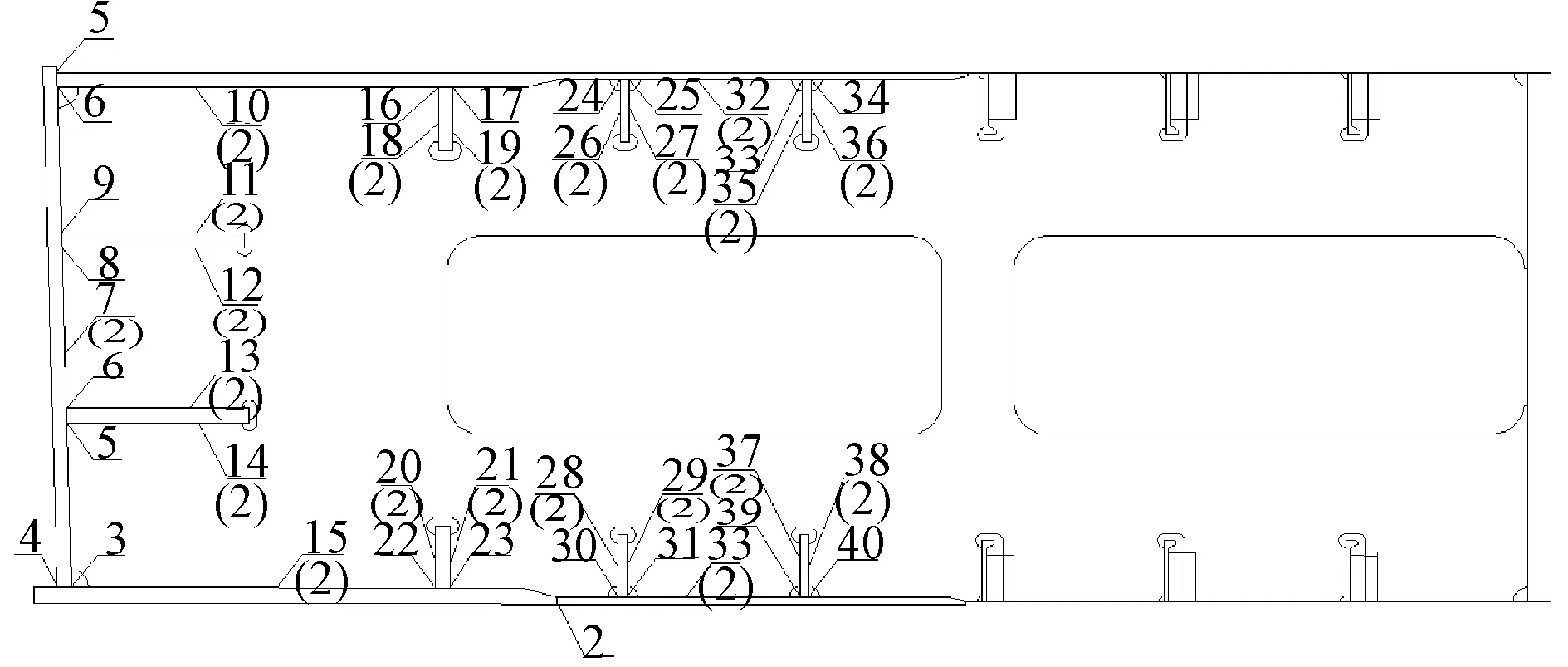
圖1 預熱位置標識
凡焊前需要預熱的角、對接焊縫,長度≥1 m的焊縫及甲板縱骨對接焊縫,應采用電加熱器進行預熱;長度<1 m時,可采用火焰加熱。凡涉及所規定的各鋼級需預熱的焊縫應由專職電加熱人員負責預熱,用測溫儀等方法進行自測。每條焊縫做好預熱記錄表,以備檢查。工藝規定的預熱管理流程大概如圖2所示。
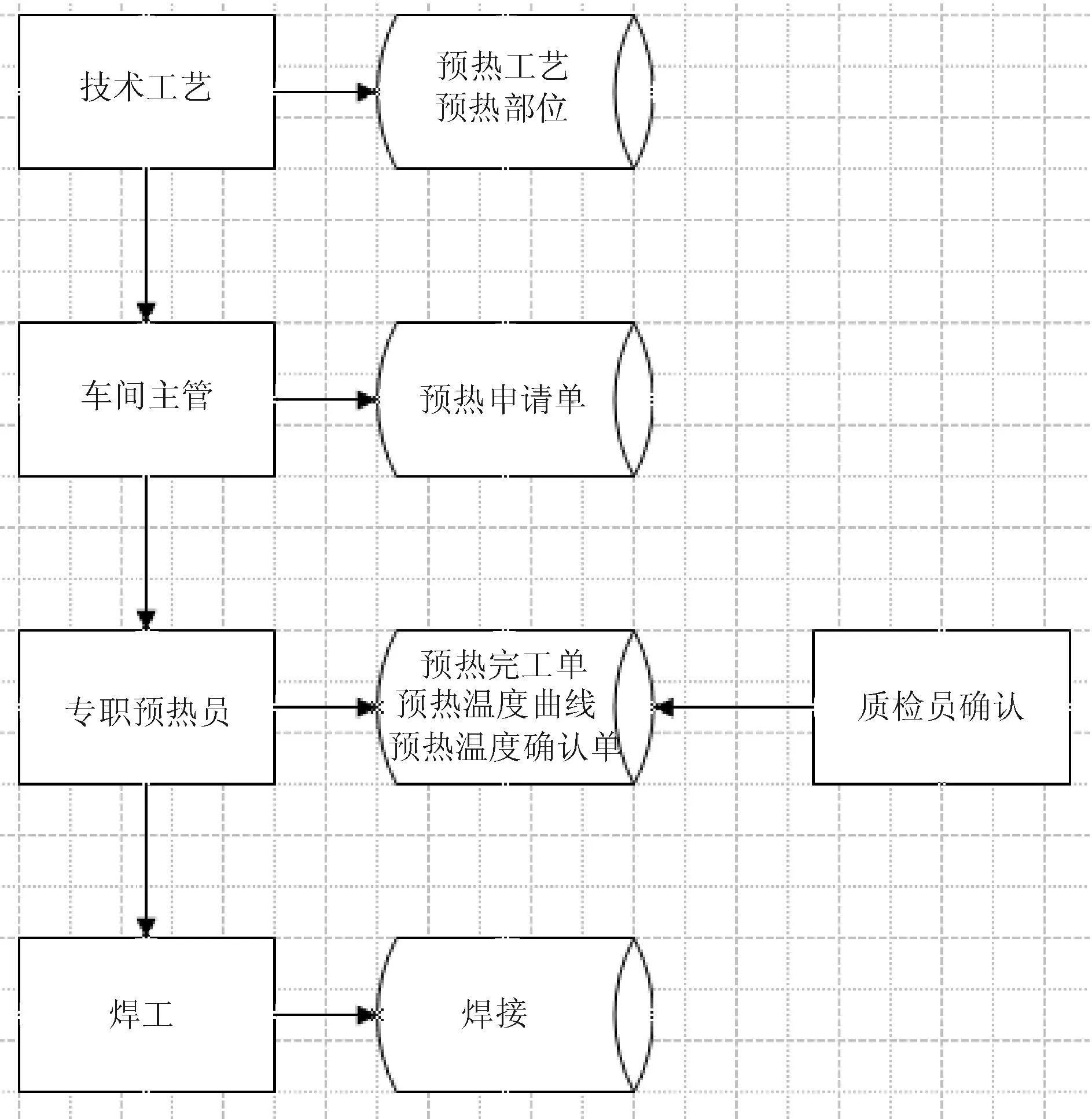
圖2 預熱管理流程
預熱時每個區域應配有一個質檢員進行專門巡檢,并配備測溫計能隨時掌握預熱溫度是否符合要求。報檢前應將預熱過程中的所有記錄表格準備完善以方便抽查。
2.4 定位焊及裂紋
該船廠依照傳統焊接工藝在萬箱船焊接過程中大量使用定位焊,而定位焊縫是厚板施焊過程中最容易出現問題的部位,其中角焊縫尤為顯著。由于厚板在定位焊時,定位焊處的溫度被周圍的“冷卻介質”很快冷卻,造成局部過大的應力集中,引起裂紋的產生,對材質造成損壞。較好的解決措施是厚板在定位焊時,提高預加熱溫度,加大定位焊縫長度和焊腳尺寸,而且為了避免定位焊兩端產生裂紋,定位焊的引、熄弧點嚴禁位于定位焊縫的兩端。
為了避免裂紋的產生,建議厚板區域焊接處最好使用碼板固定來代替定位焊。碼板的厚度、材質和尺寸都應有統一標準。如果必須使用定位焊,則定位焊的焊接質量與正式焊縫質量要求應相同,不準有裂紋、夾渣、氣孔等缺陷,并且正式焊接前將定位焊兩側50 mm預留,待接頭其余焊縫完成后將定位焊焊縫用碳弧氣刨去除,最后一遍蓋面焊一次性完成,保證焊縫的美觀和質量。
2.5 焊接中斷
厚板焊接過程中原則上不應有焊接中斷,因為中斷時間較長很可能造成焊縫開裂。但是實際施工中很難控制工人在焊接完成前一直保持連續施焊,因此建議船廠進行試驗,判斷焊接中斷可以接受的限度,例如最少應施焊幾層幾道或者焊道應填充多厚才能保證焊接中斷對焊縫質量不會造成影響。
船廠試驗如下:
(1)試板材質為A32,板厚70 mm,坡口型式:“X”型坡口,反45°焊道深28 mm,正30°焊道深35 mm,留根7 mm。正面共焊13層(以下僅以正面施焊為例)。
(2)第1天14:30開始預熱,到15:40預熱溫度為140 ℃,15:45開始施焊,至下午16:39試板正面共焊了5層。此時焊縫距母材表面高度為25 mm(其余2/3焊道深度第2天施焊)。
(3)第2天8:40開始預熱,到9:50時開始施焊,直到11:20試板正面的其余8層施焊完畢。
(4)質量分析:探傷檢測人員進行超聲波無損檢測試驗,更換3種探頭進行檢測,檢測范圍為焊縫兩邊各420 mm(6倍板厚),檢查結果為合格。
通過該試驗可以推算出:當對厚板進行焊接時,如焊道僅填滿1/3時焊接工作遭到中斷;但預熱到規定溫度之后繼續施焊填滿焊道,如果探傷結果能夠合格,則厚板焊縫質量也可以接受。
2.6 引熄弧板要求
使用烘槍將引熄弧位置加熱至要求的溫度后再安裝引熄弧板。當母材為普通船體結構鋼時,引熄弧板材質需同樣為普通船體結構鋼,但不要求與母材材質相同。當母材為高強度船體結構鋼時,引熄弧板材質需同樣為高強度船體結構鋼。
2.7 厚板變形控制
厚板的拼板焊接會誘發較大變形。目前船廠的焊接方式為:正面焊完翻身之后用壓鐵壓住然后進行施焊;反面在燒的過程中密切注意拼板的變形量,及時調整壓鐵及電流,保證蓋面完成以后拼板的平整度。盡管有上述措施,但是根據經驗還是會產生較大的變形需要通過火工矯正的方式進行控制,因此建議船廠制定專門的火工矯正工藝,火工時有專人配備測溫計進行檢驗和溫度記錄。例如高強度E級鋼當板厚超過30 mm時空氣應冷卻至550 ℃以下才能進行水冷,避免高強鋼在反復矯正時發生質地變化。
2.8 焊工資質
由于萬箱船厚板區域使用的鋼材等級最高為EH40,所以現場檢驗時需要注意焊接EH40結構鋼的焊工是否有相應資質。因為從《材料與焊接規范》(2012)第3篇第4章表4.3.4.1及表4.3.4.2中可知,具有材料組別W01(即屈服強度規定值≤390 MPa的低合金高強度鋼)的焊工資質并不能覆蓋材料組別W03(即屈服強度規定值>390 MPa的低合金高強度鋼)所以建造開工前船廠還需要申請專門的焊工考試,保證焊工具有材料組別W03的資質證書,且只有這類焊工才有資格對EH40結構鋼進行施焊。
3結語
伴隨航運業的“萬箱時代”的來臨,航運各界更應該準備好接受“萬箱時代”安全風險的考驗,而船級社也必將承受更大的壓力和挑戰。因此檢驗大型集裝箱船時還需要預判潛在的風險因素,通過控制關鍵區域的建造質量來把握建造的重要環節,謹記事故教訓。
參考文獻:
[1]劉蕭.MOL Comfort號事故謎中謎[J].中國船檢,2013(9):84-86.
[2]中國船級社.船舶焊接檢驗指南[M].北京:人民交通出版社,2008.
[3]中國船級社.材料與焊接規范2012[M].北京:人民交通出版社,2012.
中圖分類號:U671.83
文獻標志碼:A
作者簡介:胡超然(1985—),男,碩士,工程師,研究方向為船舶與海洋工程。
收稿日期:2015-03-03
猜你喜歡
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
中國科技博覽(2016年18期)2016-10-19 08:43:47
中國科技博覽(2016年18期)2016-10-19 08:38:45
科技視界(2016年21期)2016-10-17 20:42:32
科技視界(2016年21期)2016-10-17 19:56:58
科技視界(2016年21期)2016-10-17 19:24:37
科技視界(2016年21期)2016-10-17 19:20:55
科技視界(2016年21期)2016-10-17 17:58:28
科技視界(2016年20期)2016-09-29 13:11:33