應用田口方法優化扭桿彈簧工藝提高疲勞壽命
2015-03-15 08:23:29焦晶晶馬增敏
新技術新工藝 2015年12期
關鍵詞:疲勞壽命
杜 勤,張 渠,李 寧,焦晶晶,馬增敏
(北京北方車輛集團有限公司,北京 100072)
?
應用田口方法優化扭桿彈簧工藝提高疲勞壽命
杜勤,張渠,李寧,焦晶晶,馬增敏
(北京北方車輛集團有限公司,北京 100072)
摘要:扭桿彈簧疲勞壽命是車輛制造過程中重點關注的內容之一。采用田口的參數設計思想,以扭桿彈簧預處理和終處理過程中的關鍵工藝參數為研究對象,通過優化設計加工工藝參數使得以扭桿彈簧的疲勞壽命達到4.5萬次。重點介紹了采用田口方法優化扭桿彈簧的加工制作過程,獲得了扭桿彈簧的最佳加工工藝,提高了其疲勞壽命。
關鍵詞:扭桿彈簧;工藝優化;田口方法;疲勞壽命
扭桿彈簧是車輛的重要行動部件,在實際使用過程中承受單次或交替的扭轉載荷作用,其主要的失效形式為疲勞斷裂,它的斷裂將導致整個車輛的癱瘓。田口方法是日本著名質量管理專家田口玄一將質量管理、數理統計和經濟學與工程技術結合創立的一種方法,通過對試驗數據的統計分析,找出性能最穩定、最可靠和成本最低廉的設計方案,以達到最優的技術經濟綜合效果[1-5]。
基于田口的穩健設計思想,將扭桿彈簧加工處理過程中影響其疲勞壽命的關鍵參數作為可控因素,扭桿彈簧疲勞壽命作為望大特性進行參數設計,并進行優化與驗證,從而獲得最佳的優化參數組合和加工工藝,以提高扭桿彈簧疲勞壽命。
1影響扭桿彈簧疲勞壽命的關鍵因素
多年來,通過對失效扭桿彈簧機理綜合分析,從其加工制作的眾多參數中找出了影響其疲勞壽命的關鍵因素,有退火加熱溫度、冷卻溫度、保溫時間、冷打花鍵處的表面粗糙度、冷打速度、淬火和回火溫度、保溫時間、預扭角、預扭速度、輥壓力和輥壓速度。
2應用田口方法優化工藝
針對上述影響因素所處的工藝路線的不同階段,將優化設計分為預處理階段和終處理階段。預處理階段包括退火保溫時間、冷打花鍵處的表面粗糙度及冷打速度;終處理階段包括淬火和回火溫度、保溫時間、預扭角、預扭速度、輥壓力及輥壓速度。
2.1扭桿彈簧預處理階段工藝優化
2.1.1方案設計
預處理階段選擇的主要因素有保溫時間(A)、表面粗糙度(B)和花鍵冷打速度(C),每個因素設計3個水平,水平2為原工藝參數,水平1為原工藝參數的90%,水平3為原工藝參數的110%,預處理階段試驗執行方案L934。
2.1.2分析計算
應用Minitab軟件分析計算疲勞壽命與預處理階段保溫時間(A)、表面粗糙度(B)、冷打速度(C)和誤差(e)的信噪比及均值響應分別如圖1和圖2所示。
由上述信噪比和均值主效應圖可確定預處理階段的最佳工藝為A3-B1-C1。
2.2扭桿彈簧終處理階段工藝優化
2.2.1方案設計

圖1 預處理階段信噪比主效應圖

圖2 預處理階段均值主效應圖
1)花鍵區域參數設計。花鍵區域選擇的因素有淬火溫度(A)、回火溫度(B)、淬火時間(C)、回火時間(D)和輥壓力(J),花鍵區域參數設計為5個因素,除淬火溫度是2個水平外,其他各因素為3個水平。每個因素設計3個水平,水平2為原工藝參數,水平1為原工藝參數的90%,水平3為原工藝參數的110%,采用L18(21×37)混合正交表進行分析。
2)光軸區域參數設計。光軸區域選擇的因素有淬火溫度(A)、回火溫度(B)、淬火時間(C)、 回火時間(D)、輥壓速度(E)、預扭角(F)、預扭速率(G)和輥壓力(H),光軸區域參數設計為8個因素,除淬火溫度是2個水平外,其他各因素為3個水平。每個因素設計3個水平,水平2為原工藝參數,水平1為原工藝參數的90%,水平3為原工藝參數的110%,采用L18(21×37)混合正交表進行分析。
2.2.2分析計算
1)花鍵區域參數優化。應用田口Minitab軟件計算花鍵區域疲勞壽命的信噪比與淬火溫度(A)、回火溫度(B)、淬火時間(C)、回火時間(D)和輥壓力(J)之間的均值,均值主效應圖如圖3所示。
由花鍵區域疲勞壽命的均值主效應圖得出花鍵區域參數為A1-B1-C1-D3-J2。
2)光軸區域參數優化。應用田口分析軟件Minitab計算光軸區域軸向樣品疲勞壽命的信噪比與淬火溫度(A)、回火溫度(B)、淬火時間(C)、回火時間(D)、輥壓速度(E)、預扭角(F)、預扭速率(G)和輥壓力(H)之間的均值,均值主效應圖如圖4所示。
由光軸區域軸向樣品疲勞壽命的均值主效應圖得出光軸區域優化工藝參數為A1-B13-C123-D23-E2-F3-G123-h1。
應用田口分析軟件Minitab計算光軸區域周向樣品疲勞壽命N1、N2和N3與淬火溫度(A)、回火溫度(B)、淬火時間(C)、回火時間(D)、輥壓速度(E)、預扭角(F)、預扭速率(G)、輥壓力(H)之間的信噪比和均值,均值主效應圖如圖5所示。
由光軸區域周向樣品疲勞壽命的均值主效應圖得出光軸區域參數設計為A12-B13-C1-D13-E1-F13-G1-h1。

圖3 花鍵區域信噪比均值主效應圖

圖4 光軸區域軸向樣品疲勞壽命的信噪比均值主效應圖
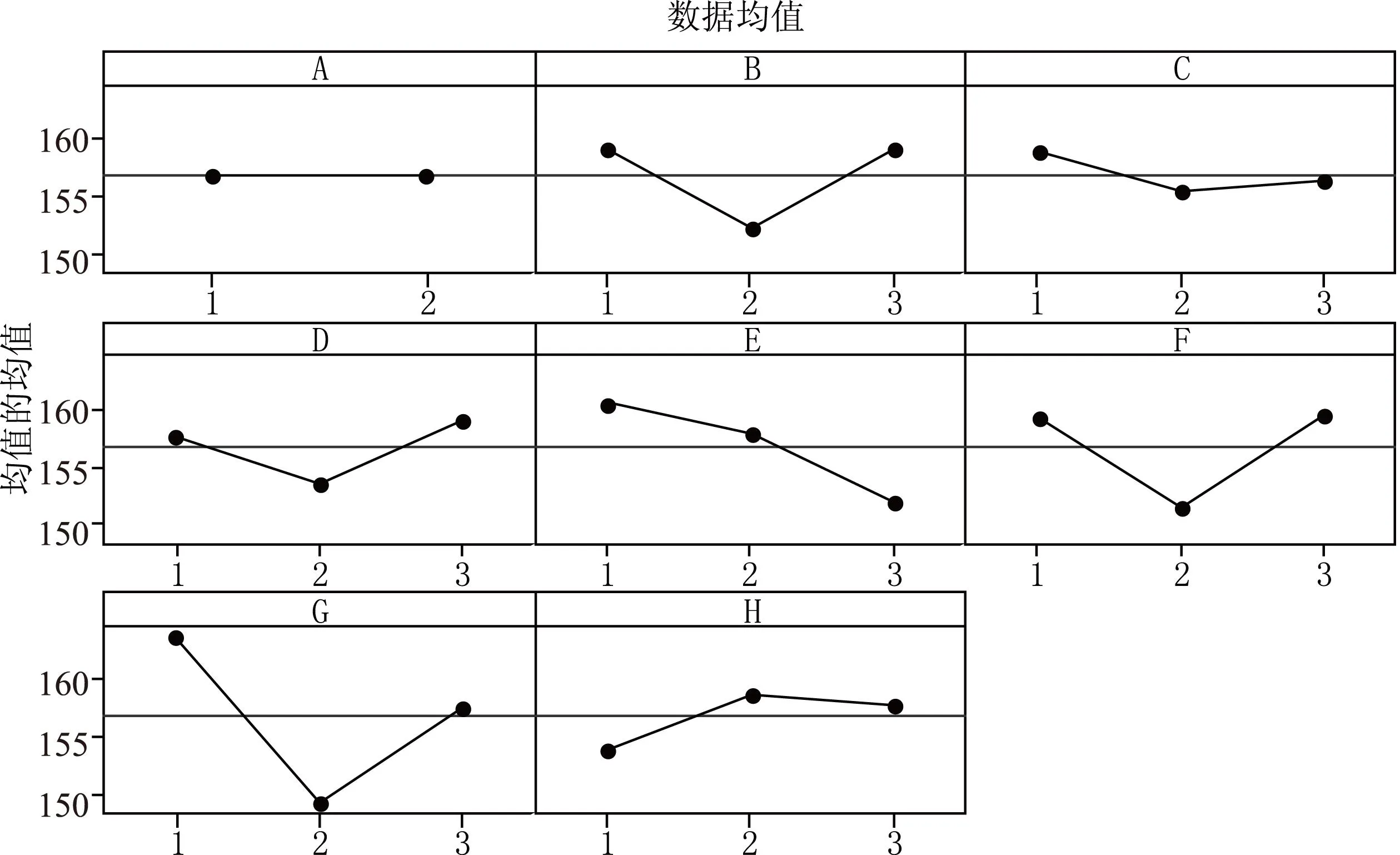
圖5 光軸區域周向樣品疲勞壽命的信噪比均值主效應圖
3綜合平衡扭桿彈簧終處理的最佳工藝參數
綜合花鍵區域疲勞壽命、光軸區域軸向樣品和光軸區域周向樣品得出扭桿彈簧最佳工藝參數為:1)預處理階段為A3-B1-C1;2)終處理階段為A1-B1-C1-D3-E1-F3-G1-h1-J2。
4驗證試驗
應用優化出的工藝加工扭桿彈簧并進行臺架試驗,疲勞壽命均超過了原設計的4.5萬次。
5結語
通過項目的研究,從田口方法中的各控制因素中可以看出,扭桿彈簧的熱處理工藝參數、預扭角度、扭轉速度以及輥壓力對扭桿彈簧的疲勞壽命起到了至關重要的作用;應用田口方法確定的最佳工藝加工的扭桿彈簧疲勞壽命被大幅提高;同時可以看出,對于參數的選擇并不是越大越好,當在一個適當的參數值時,加工獲得的扭桿彈簧可以達到最佳的疲勞壽命。
參考文獻
[1] Zhou G F, Li X Y, Shi Y W, et al. Wear mechanism of clutch separatingring in a heavy load vehicle[J].Engineering Failure Analysis, 2006, 13(4): 606-614.
[2] 邵荷生,曲敬信,許小橡,等.摩擦與磨損[M].北京:煤炭工業出版社,1992.
[3] 賈瑞清,夏志新.液壓元件污染磨損壽命的實驗室模擬研究[J].液壓與氣動,1994(3):27-3l.
[4] B. E. 卡納爾丘克.動載荷下發動機的壽命和磨損[M].張興禮,譯.北京:機械工業出版社,1984.
[5] 劉玉梅,王耀斌,張連富.F6L912G型柴油機耐磨可靠壽命的研究[J].農業機械學報,1999,30(5):100-102.
責任編輯鄭練
Application of Taguchi Method Optimization Process to Improve the Fatigue Life of Torsion Bar Spring
DU Qin, ZHANG Qu, LI Ning, JIAO Jingjing, MA Zengmin
(Beijing North Vehicle Group Corporation, Beijing 100072, China)
Abstract:Torsion bar spring fatigue life is one of the important elements of the vehicle manufacturing process. This research adopts the taguchi parameter design thought, with a torsional bar key process parameters in the process of pretreatment and final treatment as the research object. Through the optimization design process parameters, Achieve the fatigue life of torsion shaft in 45 000 times This study focuses on the application of the Taguchi method to optimize the process of manufacture torsion bar springs affecting the fatigue life of key parameters, and get the best processing technology torsion bar to improve its fatigue life.
Key words:torsion bar spring, optimization, taguchi method, fatigue life
收稿日期:2015-08-21
作者簡介:杜勤(1965-),男,研究員級高級工程師,主要從事失效分析及理化檢測、無損探傷等方面的研究。
中圖分類號:TG 142.1
文獻標志碼:A
猜你喜歡
價值工程(2017年6期)2017-03-15 17:01:05
科技創新與應用(2016年36期)2017-02-21 19:49:01
山東工業技術(2016年24期)2017-01-12 00:40:36
航空兵器(2016年4期)2016-11-28 21:54:01
湖南大學學報·自然科學版(2016年9期)2016-11-19 18:49:44
科技視界(2016年11期)2016-05-23 10:01:29
中國科技博覽(2016年2期)2016-04-25 16:56:12
企業文化·中旬刊(2015年11期)2016-03-09 03:50:29
計算機輔助工程(2014年6期)2015-01-13 08:16:26
計算機輔助工程(2014年1期)2014-03-13 08:29:27