鋼橋面板頂板與U肋接頭焊接殘余應力分析
2015-04-24 05:17:10吉伯海李坤坤傅中秋
服裝學報 2015年2期
關鍵詞:焊縫
吉伯海,李坤坤,傅中秋
(河海大學土木與交通學院,江蘇南京210098)
鋼橋面板制造過程中大量采用焊接工藝,焊接過程的不均勻溫度場以及由其引起的局部塑性變形不可避免地產生殘余應力,焊接殘余應力的存在直接影響到鋼橋面板結構的承載能力及耐久性,特別是焊縫區域高的拉伸應力可能導致疲勞強度降低[1-2]。近年來,國內外多座橋梁的鋼橋面板出現疲勞損傷,且疲勞裂紋多出現在板件焊縫連接處,尤其在U形縱肋與橋面板的連接焊縫處,十分容易出現裂紋[3]。因此,有必要定性或定量分析鋼橋面板頂板與U肋接頭焊接殘余應力分布狀態,以研究其對鋼橋面板疲勞強度的影響。
20世紀90年代以來,國內外學者先后對日本多多羅大橋、國內蘇通大橋做了鋼主梁設計殘余應力測試試驗[4-5],國內學者亦通過順序耦合方法針對鋼主梁U肋加勁板焊接殘余應力進行分析[6],但數量有限的分析研究難以揭示鋼橋面板焊接殘余應力分布的普遍規律,且不十分完善。文中擬針對某大橋鋼橋面板頂板與U肋接頭焊接過程,利用有限元分析軟件,建立鋼橋面板頂板與U肋焊接構造細節的有限元分析模型,通過熱-結構直接耦合的方法研究鋼橋面板典型焊接構造細節殘余應力分布狀況。
1 U肋與頂板焊接分析模型
1.1 熱物理性能參數選取
焊接過程數值模擬屬于復雜的非線性分析[7],計算時需要定義不同溫度的材料彈性模量、屈服應力、熱膨脹系數和應力應變強化等參數。高溫下的鋼材熱力學性能參數對比參考Eurocode 3[8]及文獻[9]中關于低合金鋼材料參數變化曲線的規定,不同溫度下Q345低合金鋼熱物理性能參數的選取結果見表1。
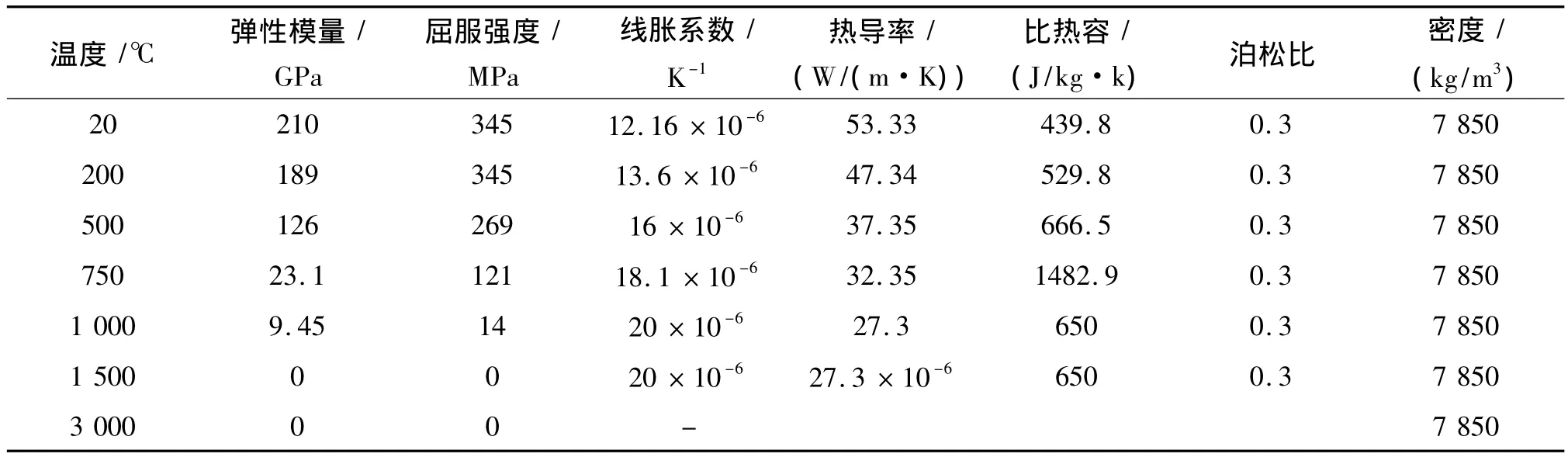
表1 Q345低合金鋼熱物理性能參數Tab.1 Hotphysical parameter properties of Q345 low alloy steel
1.2 計算模型
正交異性鋼橋面板由頂板與U型縱肋焊接而成,支撐于橫隔板上。文中鋼橋面板模型尺寸依據某大橋實際尺寸。熱-結構直接耦合分析單元類型選用耦合單元SOLID226,鋼橋面板頂板厚14 mm,U肋板厚 8 mm。U肋上口開口 300 mm,下口180 mm,高280mm,截面尺寸如圖1所示。U肋具有中心對稱性,取一半結構建立模型,模型長寬均為300 mm。

圖1 U肋截面尺寸Fig.1 Size of U-rib section
正交異性鋼橋面板有限元模型網格劃分如圖2所示。以距焊縫兩側30 mm區域為熱影響區,熱影響區內采用小尺寸網格單元,其中焊縫區域網格尺寸為2.5 mm;熱影響區外采用大尺寸網格單元進行掃略劃分。
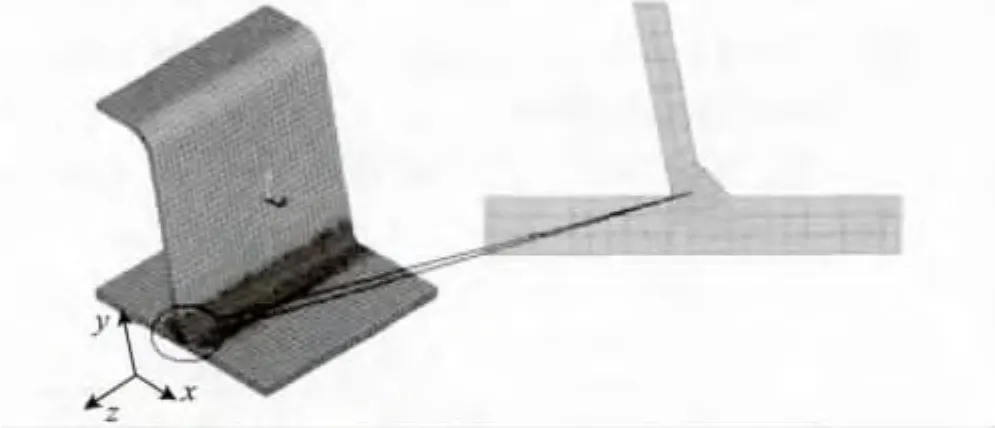
圖2 有限元模型及網格劃分Fig.2 Mesh of FEM model
正交異性鋼橋面板U肋的焊接溫度場計算屬于瞬態熱分析[10],初始溫度值設為室溫20℃,在焊件表面施加對流換熱荷載。依據正交異性鋼橋面板焊接過程中的實際安裝條件,在母板和U肋對稱中心線處施加對稱約束,母板底面兩側約束母板y方向位移,在截面一側約束構件z方向位移。
2 焊接過程溫度場分析
2.1 焊接熱源輸入的選擇
在ANSYS中,焊接熱源載荷一般以熱流密度或生熱率的形式施加[11]。文中模型以生熱率的形式施加溫度載荷,采用生死單元法通過模擬焊縫填充的過程模擬焊接熱輸入過程。鋼橋面板U肋焊接采用CO2氣體保護焊,焊接電壓29 V,焊接電流380 A,焊接速度為10 mm/s,每個載荷施加的生熱率如下:

式中:Q為焊接電弧的有效功率(W);Aw為焊縫的橫截面積(m2);v為焊接速度(m/s)。
2.2 焊接過程熱循環曲線
正交異性鋼橋面板焊縫截面溫度云圖如圖3所示。由圖3可以看出,焊縫熔融部分形狀與焊縫尺寸相接近,說明熱源熱量施加合理。

圖3 焊縫截面溫度云圖Fig.3 Temperature nephogram of weld cross section
通過時間歷程后處理可以得到焊件不同位置點溫度隨時間變化情況。圖4為選取沿焊趾7個溫度測點及其對應的各測點熱循環曲線。
從圖4(b)中可以看出,焊接構件上各測點溫度隨焊接時間的變化而變化,焊接開始階段溫度偏低且不穩定,沿焊接方向各測點隨熱源移動依次加熱焊接,當熱源作用于該點時,溫度急劇升高,焊趾溫度逐漸穩定在800℃以上,形成準穩態溫度場,并隨熱源的離去溫度迅速下降,在100 s之后,焊件各測點溫度均降至300℃以下,隨后漸趨平緩。隨著冷卻過程的持續,各測點溫度變化逐漸趨于一致。

圖4 沿焊趾縱向各點熱循環曲線Fig.4 Thermal cycle curve of the weld toe longitudinal
3 中心截面焊接殘余應力分析
3.1 等效殘余應力分析
理論上構件殘余應力沿焊縫方向分布均勻[12],故僅考慮垂直焊縫方向中心截面殘余應力的分布情況。將構件劃分為母板和U肋兩部分,分別觀察殘余應力分布狀況。鋼橋面板母板及U肋等效殘余應力分布情況如圖5所示。
由圖5可以看出,母板兩側等效殘余應力對稱分布。焊縫及近焊縫區,包括母板及U肋靠近焊縫位置,等效殘余應力值最大。其中,在距焊縫中心25 mm,即約3倍肋板厚(8 mm)的焊縫兩側范圍內,母板及U肋等效殘余應力均急劇下降,隨后應力變化趨于平緩。
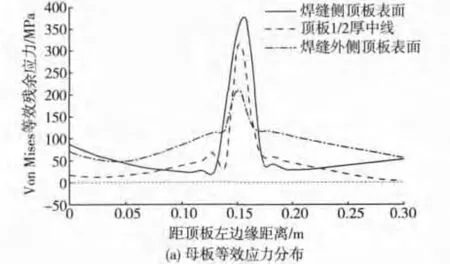

圖5 鋼橋面板等效殘余應力分布曲線Fig.5 Residual Von-Mises stress distribution curve
3.2 母板殘余應力分析
沿板厚各截面橫向、縱向殘余應力的分布狀況分別如圖6、圖7所示。

圖6 母板橫向殘余應力分布Fig.6 Transverse residual stress
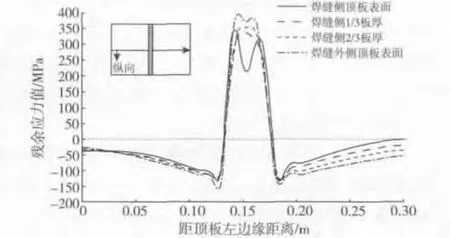
圖7 母板縱向殘余應力分布Fig.7 Longitudinal residual stress
母板橫向殘余應力分布大體表現為拉應力狀態,圖6距焊縫中心20mm左右殘余應力值較高,橫向殘余拉應力峰值約為材料屈服強度的0.5倍。焊縫中心存在應力突變,其中殘余壓應力最大值位于焊縫側母板表面中心,母板兩側應力值較小。不同板厚截面橫向殘余應力分布趨勢相似,應力值存在差異,局部存在應力突變。
由圖7可以看出,近焊縫區為拉應力,兩側為壓應力。近焊縫區殘余拉應力值較大,拉應力峰值處于母板中心,應力值接近材料屈服強度。在焊縫兩側25 mm范圍內,殘余拉應力急劇下降,并且在距焊縫兩側20 mm位置左右轉變為壓應力,殘余壓應力峰值出現在距焊縫中心約3倍肋板厚(8 mm)位置處,最大殘余壓應力值約為材料屈服強度的0.4倍。不同板厚處縱向焊接殘余拉應力值自上而下沿板厚遞減,壓應力值自上而下沿板厚遞增。
趙秋等[6]對U肋板厚分別為4 mm及6 mm的頂板U肋焊縫進行了殘余應力分析,保持U肋與母板的板厚比不變,隨著母板和U肋板厚的增加,母板與U肋的殘余拉應力的分布寬度同時增加,殘余壓應力的分布寬度則相應減小,但其數值大小將隨之增大。觀察其母板縱向殘余應力分布圖,可以看出當U肋板厚分別為4 mm、6 mm時,母板最大殘余壓應力峰值分別出現在距焊縫中心約13,18 mm位置處,分別相當于對應U肋板厚的3倍,與文中研究結論一致;U肋板厚4,6 mm時,對應最大殘余壓應力分別為相當于材料屈服強度的0.3,0.35倍左右,文中所研究8 mm厚肋板對應最大殘余壓應力約為材料屈服強度的0.4倍,應力變化規律與上述結論相符。
3.3 U肋殘余應力分析
鋼橋面板 U肋焊接殘余應力的分布如圖8所示。

圖8 U肋縱向殘余應力分布Fig.8 Longitudinal residual stress distribution of U-rib
由圖8可以看出,U肋近焊縫區縱向殘余應力為拉應力,沿U肋厚度方向殘余應力分布趨勢相似。拉應力最大值出現在焊縫上邊緣,應力值超過材料屈服強度。沿肋板方向拉應力急劇下降,在距焊縫上邊緣約20 mm處轉變為壓應力,最大殘余壓應力處于距焊縫上邊緣約3倍肋板厚(8 mm)的位置處,應力值略高于材料屈服強度的0.1倍,隨后緩慢下降,肋板翼緣壓應力趨近于零。對比文獻[6]中對U肋板厚分別為4,6 mm時所得到的U肋縱向殘余應力分布曲線,可以得出U肋最大殘余壓應力峰值出現距焊趾3倍肋板厚位置是不同板厚U肋構造的普遍規律的結論。
3.4 焊縫中心豎向應力分析
自U肋焊趾沿垂直母板豎向至母板下表面橫向與縱向焊接殘余應力分布如圖9所示。

圖9 焊縫中心豎向殘余應力分布Fig.9 Residual stress distribution along the vertical in center of weld
由圖9可以看出,焊縫中心橫向殘余應力主要表現為壓應力,縱向殘余應力主要表現為拉應力。沿該路徑橫縱向殘余應力分布曲線變化趨勢基本相同,最大壓應力均出現在距焊趾5 mm位置處,最大拉應力位于距焊趾12 mm位置左右,沿該路徑殘余應力分布變化劇烈,呈現復雜的空間應力狀態。
4 結語
1)母板橫向殘余應力主要表現為拉應力,近焊縫區殘余應力值較高,存在應力突變。母板縱向殘余應力在近焊縫區表現為拉應力,自焊趾至距焊縫中心約3倍肋板厚位置,應力急劇下降并轉變為壓應力,殘余壓應力峰值約為材料屈服強度的0.4倍,隨后向母板兩端遞減,幅度趨緩。
2)U肋縱向殘余應力在近焊縫區表現為拉應力,沿肋板應力值急劇下降并過渡為壓應力,最大殘余壓應力在距焊趾約3倍肋板厚的位置,殘余壓應力峰值遠低于材料屈服強度。
3)沿焊縫中心豎向,橫向殘余應力主要表現為壓應力,縱向殘余應力主要表現為拉應力,橫縱向應力分布曲線變化趨勢相似,最大殘余拉、壓應力值接近材料屈服強度。沿焊縫豎向殘余應力變化劇烈,呈現復雜的空間應力狀態。
[1]黃向紅.焊接殘余應力對疲勞強度的影響及改善[J].熱加工工藝,2010,39(15):167-169,172.HUANG Xianghong.Effect ofwelding residual stress on fatigue strength and its improvement[J].HotWorking Technology,2010,39(15):167-169,172.(in Chinese)
[2]Krebs J,Kassner M.Influence ofwelding residual stresses on fatigue design ofwelded joints and components[J].Welding in the World,2007,51(7/8):54-68.
[3]唐亮,黃李驥,劉高,等.正交異性鋼橋面板頂板貫穿型疲勞裂紋研究[J].公路交通科技,2012,29(2):59-66.TANG Liang,HUANG Liji,LIU Gao,et al.Research on fatigue cracks through deck-plate in orthotropic steel deck[J].Journal of Highway and Transportation Research and Development,2012,29(2):59-66.(in Chinese)
[4]大橋治一,依田照彥,樋口康三.長大斜張橋鋼床版の初期不整の実測データとその圧縮強度の評価[J].土木學會論文集,1996,549(1-37):55-64.Harukazu Ohashi,Teruhiko Yoda,Kozo Higuchi.Initial imperfection data and evaluation of compressive strength of orthotropic steel deck for long-span cable-stayed bridges[J].Proceedings of the Institution of Civil Engineering,1996,549(1-37):55-64.(in Japanese)
[5]吳沖,趙秋,顧曉毅.鋼橋U肋加勁板焊接殘余應力試驗研究[C]//2009先進焊接與連接學術會議暨第一屆焊接高層論壇.哈爾濱:哈爾濱現代焊接生產技術重點實驗室,2009:521-526.
[6]趙秋,吳沖.U肋加勁板焊接殘余應力的一種簡化計算方法[J].工程力學,2012(10):170-176.ZHAO Qiu,WU Chong.A simplified calculation method of welding residual stress of U-rib stiffened plates[J].Engineering Mechanics,2012(10):170-176.(in Chinese)
[7]張文錢 .焊接傳熱學[M].北京:機械工業出版社,1989:91-142.
[8]Eurocode E C.Eurocode 3:Design of Steel Structures-Part 1.2:General Rules-Structural Fire Design[M].Brussels:European Committee for Standardization,1993:1-2.
[9]拉達伊D.焊接熱效應溫度場殘余應力變形[M].熊第京,譯.北京:機械工業出社,1997:3-251.
[10]Lee C H,CHANG K H.Temperature fields and residual stress distributions in dissimilar steel butt welds between carbon and stainless steels[J].Applied Thermal Engineering,2012(45/46):33-41.
[11]Gordeliy E,Crouch S L,Mogilevskaya S G.Transient heat conduction in a medium with two circular cavities:semi-analytical solution[J].International Journal of Heat and Mass Transfer,2008,51(13):3556-3570.
[12]班慧勇,施剛,石永久,等.超高強度鋼材構件焊接截面殘余應力分布研究[C]//第17屆全國結構工程學術會議.武漢:中國力學學會結構工程專業委員會,2008.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07