鐵路機車車輪轂孔精加工工藝分析及優化
2015-05-30 19:25:34門秋蓉魏秀榮
科技創新與應用 2015年25期
關鍵詞:優化設計
門秋蓉 魏秀榮

摘 要:鐵路是維持國家經濟運行的交通命脈,機車車輪是保證列車高速運行的關鍵部件,也是制造難度最高的工業產品之一。車輪的運行條件對其強韌性、耐磨性等提出了更高的要求,因此研究車輪加工工藝,提升車輪綜合質量,是實現鐵路運輸提速的有力保證。
關鍵詞:機車車輪;加工工藝;優化設計
1 概述
目前機車車輪大部分采用整軋車輪。車輪材料屬難加工材料,文章主要針對我廠涉及較多的材質為CL60的車輪精加工工藝進行分析及優化設計。
2 車輪加工工藝分析及工藝設計
2.1 車輪材料特性
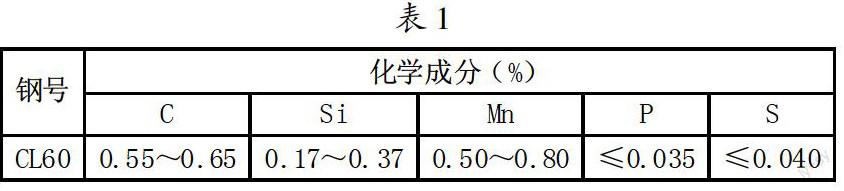
常用車輪材料CL60是制造鐵路車輪的專業用鋼,其含碳量介于中碳鋼和高碳鋼之間,并含有硅錳等多種合金元素,化學成分見表1。
CL60屬于較難切削材料,主要體現在以下幾點:(1)材料導熱性差,導致切削區域溫度高,加快刀具磨損。(2)刀刃與切屑接觸長度短。(3)單位切削力大。(4)斷屑困難。
2.2 車輪制造過程
車輪制造過程為煉鋼、下料、鋼坯加熱、車輪軋制、熱處理、機加工、探傷、噴丸強化。我廠所購車輪為經熱處理、半精加工及探傷檢驗的半成品,到廠后根據輪軸組裝過盈量要求精加工轂孔及注油孔。
2.3 車輪轂孔精加工工藝分析及工藝設計
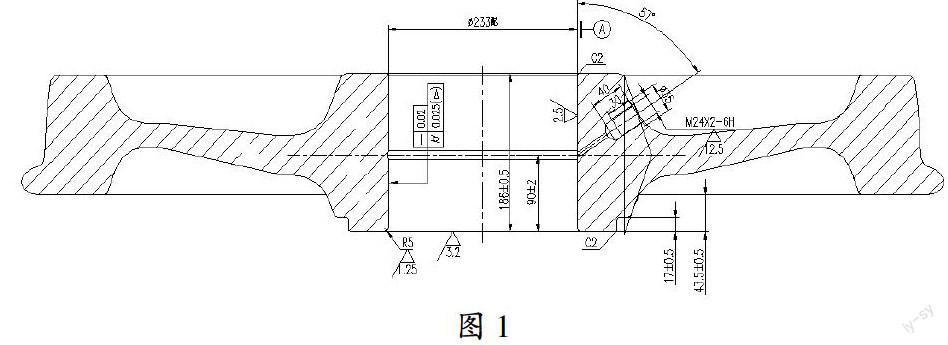
工藝設計通常包括分析產品圖紙及相關標準,確定加工余量擬定工藝路線,確定設備、刀、夾、量具及輔助工具,確定切削用量,編寫工藝文件等。文章以圖1所示圖樣為例進行加工工藝分析及工藝設計。
車輪到廠狀態應滿足轂孔及輪輞內側面半精加工,轂孔尺寸Φ225mm,其余各部精加工。工序安排為:(1)對車輪輻板磁粉探傷。(2)鉆注油孔。(3)精加工轂孔、端面及油槽。(4)對轂孔內表面超聲波探傷。(5)檢驗。
2.3.1 油路孔及螺紋孔的加工
此工序的加工難點在于確定加工油路孔時刀具的入刀點位置,即轂孔表面沿輪轂端面與注油孔相交點的位置尺寸。此工序可在搖臂鉆床利用加工57°注油孔專用胎具來完成。輪輞內側面為半精加工狀態,可作為定位基準并保證車輪與胎具緊貼、無間隙、穩固。裝卡狀態如圖2所示。
圖2中尺寸151.8mm為理論計算的鉆頭入刀點,是保證油路孔位置尺寸的前提。需要注意的是,151.8mm是以轂孔尺寸符合Φ225mm為前提的理論計算值,在加工前須測量轂孔實際尺寸,若不符合Φ225mm需重新計算。工步安排如下:(1)吊裝車輪至加工57°注油孔專用胎具上并找正、夾緊。(2)锪孔Φ35mm,深1mm。(3)加工M24螺紋底孔。(4)加工Φ6通孔。(5)加工螺紋,有效螺紋深度30mm。(6)螺紋檢測。(7)松卸工件。
2.3.2 車輪內側面及轂孔精加工
轂孔為該工序的主要加工面,其次還有端面和油槽加工。轂孔直線度和圓柱度要求較高,粗糙度也較其他車型車輪略高些,可在數控立車上完成加工。裝卡狀態如圖3所示。
工步安排如下:(1)裝夾工件,找正。(2)檢查各部尺寸,以確定加工量。(3)加工輪轂端面。(4)半精車轂孔。(5)加工油槽。(6)預精車轂孔。(7)精車轂孔。(8)檢測各部尺寸。(9)松卸工件。
2.4 車輪轂孔精加工存在的問題
車輪轂孔的精加工是在熱處理后進行的,經熱處理后的車輪硬度大、強度高,斷屑困難,加工效率低,刀具磨損嚴重,刀具消耗量大,加工質量不穩定。
3 車輪轂孔加工工藝優化
3.1 刀具選擇優化
由于車輪材質較硬,粗糙度要求較高,導致刀具磨損嚴重。我廠在加工時選用山特維克的PSDNN2525M12來半精加工轂孔及油槽,選用PCLNL2525M12來精加工轂孔,大大提高了產品質量,降低了刀具消耗量。
3.2 切削用量的優化
切削用量是切削時各運動參數的總稱,包括切削速度、進給量和切削深度三個要素。三個切削用量中對粗糙度影響最大的是進給量,對刀具使用壽命的影響最大的是切削速度。在優選切削用量以提高生產率時,其選擇先后順序應為:首先盡量選用大的切削深度,然后根據加工條件和加工要求選取允許的最大進給量,最后在刀具使用壽命或機床功率所允許的情況下選取做大的切削速度。我廠在加工示例車輪轂孔時,半精加工選用PSDNN2525M12刀具,切削速度0.97m/s,進給量0.5mm,切削深度2-4mm,走刀次數為1-2次(視加工量而定);精加工選用PCLNL2525M12刀具,切削速度1.47m/s,進給量0.12mm,切削深度0.2-0.3mm。經實踐檢驗,選用上述工藝參數進行加工,尺寸精度及表面粗糙度均滿足圖紙要求,且延長了刀具使用壽命,提高了生產效率,可在批量生產過程中推廣應用。
4 結論與展望
文章結合我廠實際生產情況進行工藝分析和工藝優化設計,對整體車輪批量生產具有實際指導意義。目前我廠承制的其他車型車輪轂孔形位公差及粗糙度要求都略低于示例車輪,在實際加工過程中,可根據刀具、機床的實際狀態,適當增加切削深度、降低切削速度來滿足工藝要求。鐵路事業快速發展涌現出許多高性能材料車輪以及先進材料刀具,面對新問題新工藝還有許多工作要做。
參考文獻
[1]黃毅,韓靜濤,賀毓辛.整體火車車輪的生產[J].重型機械,1997(3).
[2]常海平.難加工材料切削時刀具材料的選擇[J].山西機械,2003(3).
[3]吳新平.車輪鋼的車削機理及工藝研究[D].上海交通大學,2007.
[4]國家標準.TB2817-97.鐵道車輛用輾鋼整體車輪技術條件-車輪加工工藝文件[S].
猜你喜歡
航空兵器(2016年4期)2016-11-28 21:47:29
科技資訊(2016年19期)2016-11-15 08:34:13
電腦知識與技術(2016年24期)2016-11-14 00:09:15
文理導航(2016年30期)2016-11-12 14:56:57
文藝生活·中旬刊(2016年10期)2016-11-04 06:29:49
中國科技博覽(2016年22期)2016-11-01 14:23:46
中國科技博覽(2016年22期)2016-11-01 13:48:02
中國科技博覽(2016年19期)2016-10-19 12:24:15
中國科技博覽(2016年18期)2016-10-19 08:57:06
科技視界(2016年22期)2016-10-18 15:25:08
