高職焊接教學中關于焊接機器人焊縫跟蹤的研究
2015-08-10 23:54:36白利兵
廣西教育·C版 2015年7期
關鍵詞:高職院校
白利兵

【摘 要】隨著現代化加工技術對焊接人才的需求,機器人焊接課程被逐步引入到高職院校課程中;以高職院校焊接教學為研究背景,從技術角度對機器人焊縫跟蹤進行研究,以期對高職院校焊接實驗教學提供一定的技術支持。
【關鍵詞】高職院校 焊接教學 焊縫跟蹤 機器人
【中圖分類號】 G 【文獻標識碼】 A
【文章編號】0450-9889(2015)07C-0185-03
在焊接機器人的自動控制中,要求機器人能認別焊縫位置并沿著焊縫自動規劃焊接軌跡。目前,大部分的焊接機器人的位置識別都是通過示教的方式完成,并人為提前精確地規劃好焊接的軌跡。然而,大型焊接件在人為規劃焊接軌跡時,由于焊件的特點,單純的示教軌跡識別無法完成大范圍和高精度的焊接。為此,在焊接實驗教學中提供一種具有大范圍和高精度的可自動跟蹤焊接機器人具有重要意義。
一、宏微雙驅動實驗系統
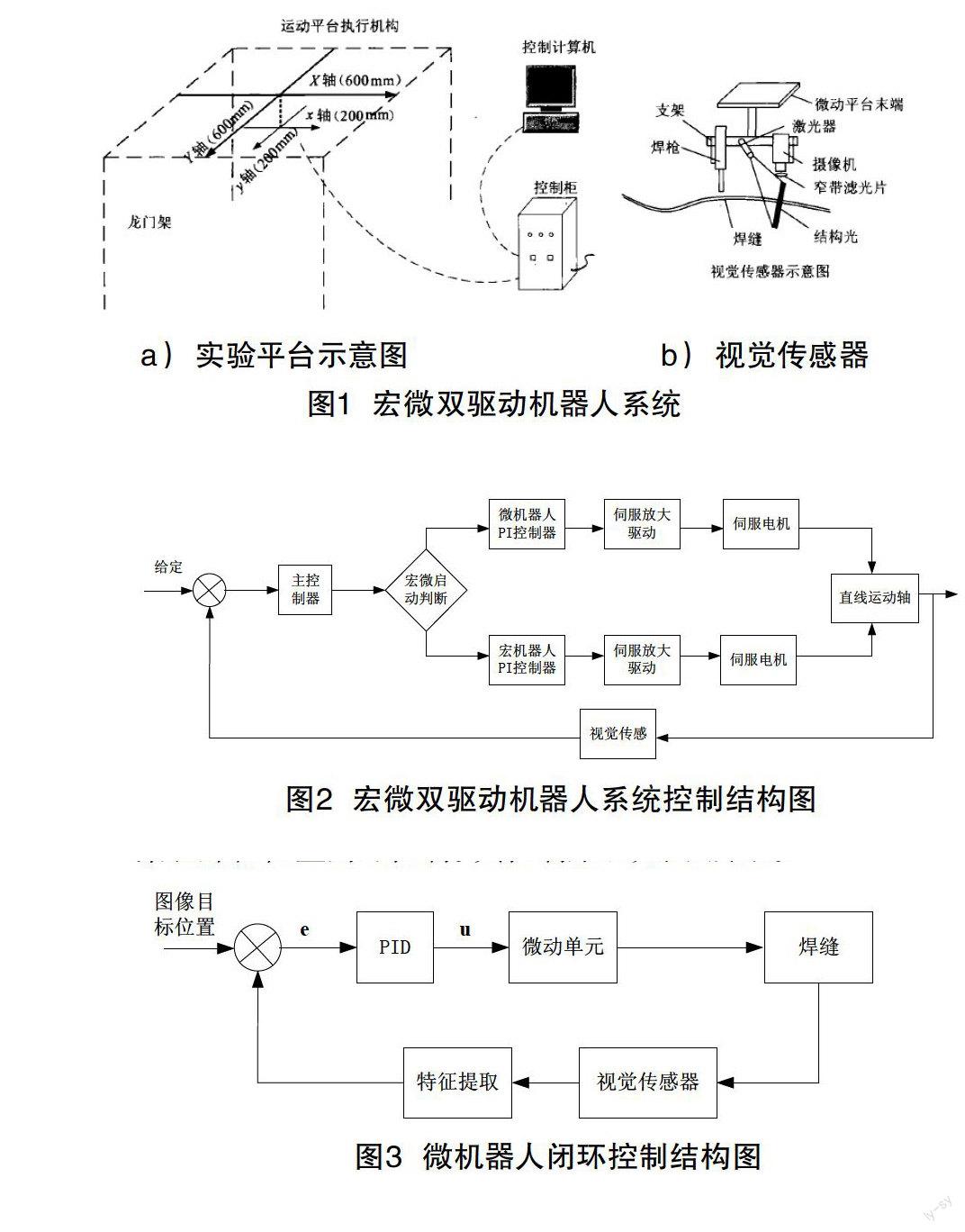
宏微雙驅動焊件機器人系統由機器人本體、視覺采集模塊、控制系統和上位計算機組成,如圖1a)所示。機器人本體由宏機器人和微機器人組成,宏機器人由行程為600mm的兩個自由度組成,微機器人由行程為200mm的兩個自由度組成,四個關節均采用伺服電機驅動。宏機器人用于大范圍移動,微機器人實現高精度調節。微機器人安裝于宏機器人末端,微機器人裝有焊槍和視覺傳感器模塊。視覺模塊由激光器、攝像頭、圖像采集卡等組成,如圖1 b)所示。
宏微雙驅動實驗系統的控制策略如圖2所示。主控制器根據期望的焊接軌跡與反饋的誤差大小判斷是啟動宏動單元還是微動單元。宏動單元在運行前,通過多點示教完成焊縫的大體軌跡規劃,微動單元與視覺傳感系統組成閉環,實現焊縫的自動跟蹤。
a) 實驗平臺示意圖 b) 視覺傳感器
圖1 宏微雙驅動機器人系統
圖2 宏微雙驅動機器人系統控制結構圖
二、焊縫跟蹤
(一)宏機器人粗跟蹤規劃
由于機器人在控制的過程中,對于同一個目標有多種姿態可以實現,不同的姿態形式影響機器人的整體性能。因此宏機器人在接到焊接任務后,首先通過視覺傳感器確認焊槍和焊縫的位置,依據機器人焊槍運動連續和沖擊小的原則初步選擇一組合適到達的姿勢。接著采用基于笛卡爾坐標關節空間的對軌跡規劃模式,對宏機器人的末端位姿進行規劃。將焊縫的示教采樣點作為宏機器人軌跡規劃的參考點,對于簡單的焊縫,示教點的間隔可以稍微大些,相應的對于復雜的焊接任務,為了提高精度將示教點劃分得盡可能細,特別是在大轉角處,大突變的焊縫處。宏機器人粗跟蹤是精跟蹤的基礎,合理的粗跟蹤將大大減少后續精跟蹤的跟蹤速率和精度等級。
(二)微機器人精跟蹤閉環
微機器人串聯于宏機器人的末端,且處于其中間位置,隨著宏機器人一起運動,宏機器人在焊縫粗跟蹤的過程中結合軌跡規劃的效果,確保微機器人將處在焊縫中心附近。結合微機器人慣量小,響應速度快的特點,采用PID算法完成焊縫圖像采集和焊槍位置閉環控制。其控制原理如圖3所示。
圖3 微機器人閉環控制結構圖
由圖3可知,微機器人的動作和目標為使焊縫的實際軌跡點和焊槍的實際軌跡點的誤差在許可范圍內,由圖形處理軟件給定當前焊縫的理論位置和焊槍當前的位置,通過PID控制器對微動單元的速度和位置進行調節,驅動微機器人進行焊接工作,接著由視覺傳感器采集到焊槍的實際位置,反饋到下一次循環中。由于微機器人的運動是在宏機器人的運動前提下,運動范圍小,所需調節小,因此通過PID調節可以很好滿足任務要求。
(三)宏微機器人協調運動
一般情況下,宏機器人和微機器人在焊縫自動跟蹤時是單獨完成的。宏機器人通過三次多項式或高次多項式軌跡規劃,可以提高機器人運行的穩定性,同時將微機器人置于焊縫中間位置附近。但當宏運動的軌跡規劃受到機構約束與焊縫的位置相差較大時,微機器人的視覺傳感器將失效,無法找到焊縫的位置。此時,應將宏微雙驅動協調運動,運動遵循宏機器人運動為主,盡可能的多次小范圍調節,微機器人運動為輔,主要起著位置采集指導宏機器人運動的作用。使微機器人回到焊縫中間位置附近。宏微機器人協調運動在焊接作業空間受限的場合使用的次數較多,所需焊接時間較長,這時需要合理分配焊接精度和焊接效率。
三、實驗與結果
宏微雙驅動焊接機器人實驗平臺如圖4 a)所示,焊縫位置圖像獲取系統如圖4 b)所示。給出了折線焊縫和S形曲線焊縫示教建模和自動跟蹤實驗結果。
a)宏微雙驅動機器人實驗樣機 b) 焊縫圖像采集點
圖4 宏微雙驅動機器人實驗系統
焊縫的示教和建模如圖5所示,其中,“*”為焊縫曲線示教采集點,圖5 a)為折線焊縫曲線擬合圖形,圖5 b)為S形焊縫曲線擬合圖形。折線焊縫曲線擬合采用一階多項式擬合實現,S形焊縫曲線擬合采用三次多項式擬合實現,擬合結果與焊縫位置相近。
a) 折線焊縫建模
b) S形焊縫建模
圖5 焊縫建模
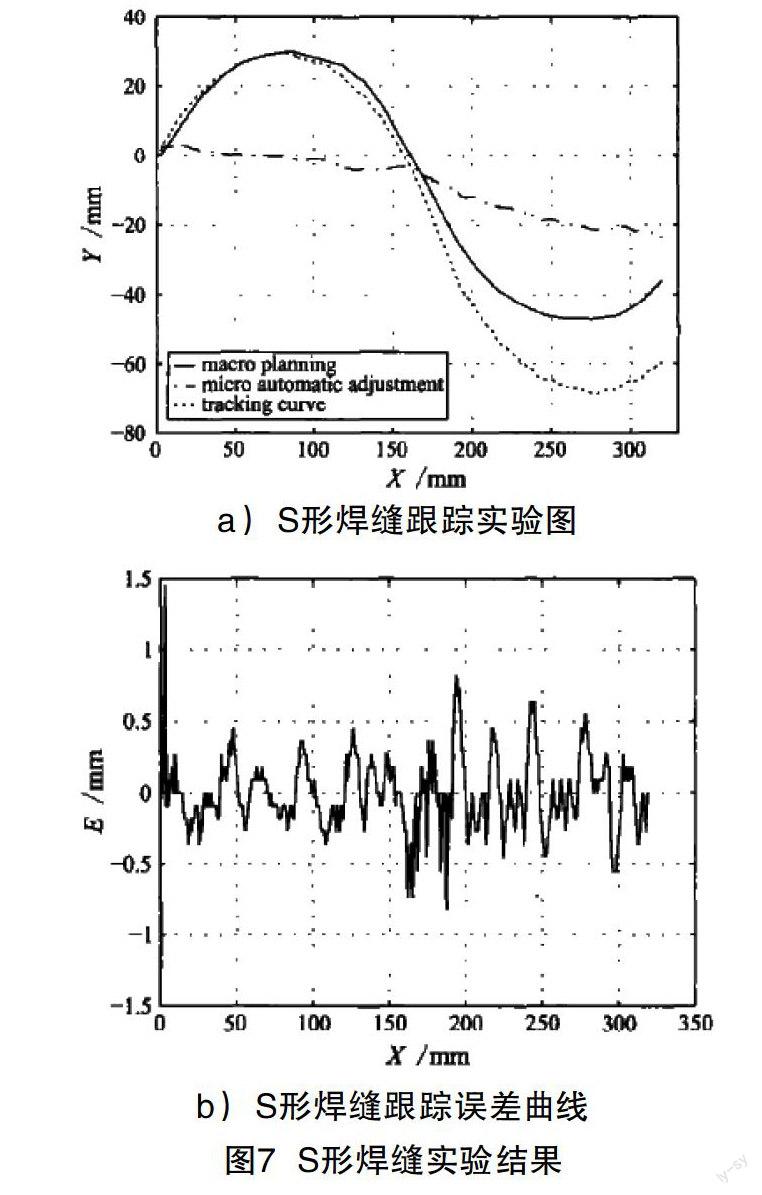
圖6為折線焊縫跟蹤實驗結果,宏微雙驅動機器人的各關節采用直線插補,完成焊縫的自動跟蹤;圖7為S形焊縫跟蹤實驗結果,宏微雙驅動機器人的各關節采用三次多項式插補,完成焊縫的自動跟蹤;圖6 a)和圖7 a)為宏機器人期望軌跡、微機器人精調曲線和焊槍實際軌跡。圖6 b)和圖7b)為誤差曲線。由實驗誤差結果可知,采用具有宏微雙驅動焊接機器人的誤差在±0.5mm范圍內,可實現大范圍、高精度的焊縫自動跟蹤。
a) 折線焊縫跟蹤實驗圖
b) 折線焊縫跟蹤誤差曲線
圖6 折線焊縫實驗結果
(下轉第192頁)
(上接第186頁)
a) S形焊縫跟蹤實驗圖
b) S形焊縫跟蹤誤差曲線
圖7 S形焊縫實驗結果
以高職院校焊接實驗教學為背景,提出了一種基于運動規劃的宏微雙驅動焊接機器人焊縫自動跟蹤方法。給出了焊縫建模的過程,實現宏機器人在示教下進行焊縫軌跡粗跟蹤,可實現大范圍焊縫跟蹤。通過激光視覺傳感器,實現微機器人與焊縫位置閉環控制,實現快速響應、高精度焊縫自動跟蹤。最后同時進行折線和S形曲線焊縫實驗,驗證基于宏微雙驅動焊縫自動跟蹤方法的有效性。
【參考文獻】
[1]陳海永,方灶軍,徐德,孫鶴旭. 基于視覺的薄鋼板焊接機器人起始點識別與定位控制[J]. 機器人,2013(01)
[2]呂喜明,李明遠. 最小二乘曲線擬合的MATLAB實現[J]. 內蒙古民族大學學報(自然科學版),2009(02)
[3]劉定強,黃玉美,謝禮,楊勇. 壓電型宏微雙驅動精密定位系統點位協調控制[J]. 農業機械學報,2011(04)
[4]肖獻強,張志宇,張文,李欣欣. 基于機器視覺的宏/微雙驅動與控制系統的研究[J]. 微特電機,2008(06)
[5]陳華斌,黃紅雨,林濤,張華軍,陳善本. 機器人焊接智能化技術與研究現狀[J]. 電焊機,2013(04)
(責編 丁 夢)
猜你喜歡
職業(2016年10期)2016-10-20 22:11:48
職業(2016年10期)2016-10-20 22:09:41
科技視界(2016年21期)2016-10-17 19:15:26
商(2016年27期)2016-10-17 05:16:26
考試周刊(2016年79期)2016-10-13 23:25:20
考試周刊(2016年77期)2016-10-09 12:05:08
考試周刊(2016年77期)2016-10-09 11:59:13
大學教育(2016年9期)2016-10-09 09:02:26
科技視界(2016年20期)2016-09-29 12:58:21
科技視界(2016年20期)2016-09-29 12:56:14