聚晶金剛石刀具切削各向同性熱解石墨過程中的磨損機理
2015-10-29 02:13:58劉東璽王明海印文典鄭耀輝
中國機械工程 2015年20期
王 奔 劉東璽 王明海,2 印文典 鄭耀輝
1.沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室,沈陽,110136 2.北京航空航天大學,北京,100191
聚晶金剛石刀具切削各向同性熱解石墨過程中的磨損機理
王奔1劉東璽1王明海1,2印文典1鄭耀輝1
1.沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室,沈陽,110136 2.北京航空航天大學,北京,100191
針對各向同性熱解石墨切削過程中刀具磨損過快的問題,采用聚晶金剛石(PCD)刀具進行了切削加工試驗。研究了切削過程中PCD刀具的磨損形式、磨損規律以及刀具磨損對表面加工質量的影響。試驗結果表明:PCD刀具磨損主要發生在后刀面上,磨損形式為磨粒磨損和氧化磨損。磨損區域可以分為平行溝槽和嚴重磨損兩種形貌。初始磨損階段,磨損帶長度急劇增大,并在切削1200 m后進入正常磨損階段。切削過程中還出現了石墨切屑在磨損區域的黏附堆積和刀具崩刃現象。切削初期,隨著切削距離的增大,加工表面粗糙度值急劇增大,切削距離為600 m時表面粗糙度達到最大值1.7 μm。
各向同性熱解石墨;聚晶金剛石刀具;刀具磨損;表面粗糙度
0 引言
各向同性熱解石墨不僅具有傳統碳質材料的共性優點,如耐高溫、高導熱/導電性、耐磨性和潤滑性等,而且相對于碳/碳復合材料還具有氣密性好、抗粘結性強、熱膨脹系數低和對高低溫交變的適應性良好[1-3]等特點。目前,各向同性熱解石墨已經成為機械密封領域中關鍵部件的首選材料,主要應用于航空航天、精密機械、核工程、醫學等現代高科技行業,例如飛機的剎車盤、航空發動機渦輪軸間密封環、固體火箭發動機噴管喉襯部件、醫學人工心瓣等[4-5]。
各向同性熱解石墨材料屬于脆性材料,硬度很高,在較小的彈性變形之后就會發生脆性斷裂。另外,在各向同性熱解石墨的制備過程中,由于設備、理論和工藝的不完善,在其內部的局部區域存在孔隙、夾雜硬質顆粒、裂紋等組織缺陷,這些組織缺陷會嚴重影響加工過程的穩定性和成品件的加工質量[6-9]。各向同性熱解石墨切削加工過程中的問題較多,主要集中在表面加工質量和形面精度低、邊緣斷裂和崩角現象嚴重、刀具磨損嚴重[3]等,其中,刀具磨損嚴重已經成為限制各向同性熱解石墨廣泛應用的瓶頸。
國內外學者對石墨材料加工過程中刀具磨損機理進行了研究。鐘啟茂[10]研究了金剛石涂層刀具高速銑削石墨時的磨損形態與過程,發現金剛石涂層刀具的磨損形式為薄膜的破損脫落,較大的切削用量、切削過程中的交變載荷和交變應力、積屑瘤等因素是造成涂層薄膜脫落的主要原因。閆秋生[11]研究了AG2陶瓷刀具和YG類硬質合金刀具切削燒結石墨材料時的刀具磨損機理,發現磨料磨損和粘結磨損是刀具的兩種主要磨損形式,磨損區域主要發生在刀具的后刀面。楊小璠等[12]研究了具有超細晶粒和粗晶粒金剛石涂層的雙刃整體硬質合金銑刀加工GSK高純度石墨的刀具磨損情況,發現細晶粒的金剛石涂層刀具表面涂層性能良好,刀具磨損緩慢,刀具壽命是粗晶粒金剛石涂層刀具壽命的1.4倍,磨粒磨損、粘結磨損以及早期涂層脫落是刀具主要的磨損形式。魏莎莎等[13]研究了CVD金剛石涂層刀具和硬質合金刀具切削石墨時的刀具磨損情況,發現硬質合金刀具在很短的時間內發生劇烈磨損。CVD金剛石涂層銑刀在銑削石墨材料時表現出較高的耐用度和良好的抗黏著性,刀具壽命是未涂層的硬質合金刀具壽命的10~20倍。Masuda等[14]研究了用硬質合金刀具切削石墨和熱解碳時的刀具磨損問題,發現石墨材料發生脆性裂斷,產生的石墨顆粒沿前刀面流出,刀具磨損區域主要在前刀面,磨損形式是月牙洼。Cabral等[15]研究了采用時效處理的CVD金剛石刀具切削石墨的刀具磨損問題,發現刀具磨損區域主要在前刀面和后刀面,而且切削過程中產生的顆粒狀石墨切屑會加速刀具磨損。
聚晶金剛石(PCD)是高溫超高壓條件下通過鈷等金屬結合劑將金剛石微顆粒聚集燒結合成的多晶體材料[16]。由于金剛石微顆粒在空間上排列呈無序狀態,所以聚晶金剛石的整體表現為各向同性,再加上硬度高且硬度均勻、熱膨脹系數低、彈性模量高和摩擦因數小等諸多優點,使聚晶金剛石成為一種理想的超硬刀具材料。PCD刀具刃口鋒利,硬度高達8000 MPa,而且PCD刀具前刀面比較光滑,表面粗糙度甚至可達0.1 μm,切屑可以很容易地沿前刀面流出。另外,PCD刀具與非金屬材料間的親和力很小,從而可以避免切屑在前刀面大量堆積[17]。目前,PCD刀具在非金屬硬脆材料如高耐磨材料、復合材料、高硅鋁合金及其他韌性有色金屬材料的精密加工領域得到了廣泛的應用[18-21]。因此,PCD刀具也是切削各向同性熱解石墨的理想刀具。然而,針對各向同性熱解石墨材料切削過程中PCD刀具磨損機理的研究較少。
本文以PCD刀具和硬質合金刀具車削各向同性熱解石墨作為研究對象,重點分析了車削加工過程中PCD刀具的磨損形式和刀具磨損規律,并研究了各向同性熱解石墨表面質量變化規律。
1 切削試驗
1.1刀具和試件材料
試驗使用PCD刀具和硬質合金刀具,前角為-20°,后角為5°,刀尖圓弧半徑為2 mm,其中,PCD刀具中金剛石微顆粒的粒度為10 μm。PCD刀具的形貌如圖1所示。為了便于觀察刀具的磨損情況,采用的是可裝夾式的刀具(有利于保證每次測量前后刀具相對工件的位置保持不變)。試件材料為各向同性熱解石墨,基本性能參數見表1。表2為能譜儀(EDS)分析的各向同性熱解石墨化學元素成分結果。

(a)PCD刀具整體形貌
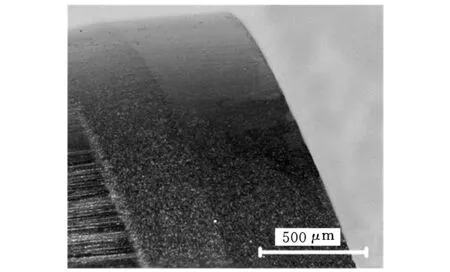
(b)后刀面圖1 PCD刀具的形貌
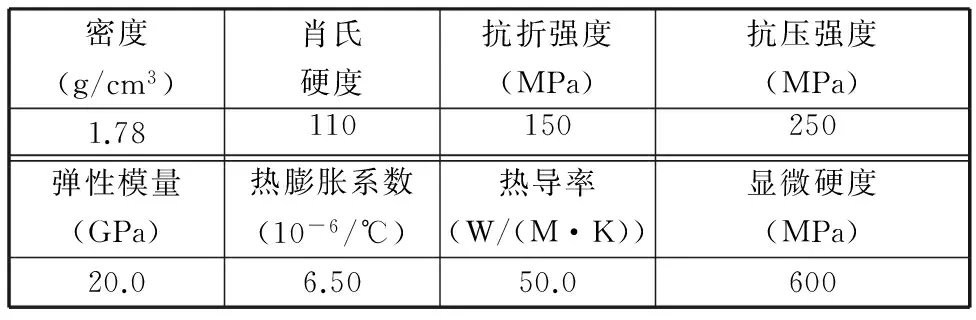
密度(g/cm3)肖氏硬度抗折強度(MPa)抗壓強度(MPa)1.78110150250彈性模量(GPa)熱膨脹系數(10-6/℃)熱導率(W/(M·K))顯微硬度(MPa)20.06.5050.0600

表2 各向同性熱解石墨材料的質量分數 %
1.2試驗條件
切削參數設置如下:切削速度vc=100 m/min,切削深度ap=0.06 mm,進給量f=25 μm/r。在車削試驗的過程中,采用基恩士VHX-2000型超景深三維顯微系統觀察刀具磨損區域的形貌,并記錄刀具后刀面的磨損帶寬度B和磨損帶長度d;采用X射線能譜儀(EDS)對加工后的PCD刀具磨損區域表面元素進行分析,同時采用拉曼光譜(HORIBA,LabRAM HR800)對PCD刀具后刀面存在的化合物進行分析;用TR240表面粗糙度儀檢測已加工表面粗糙度,為了增加測量結果的準確性和有效性,每個取樣點測量10次,然后取其算術平均值。
2 結果與討論
2.1刀具磨損形式
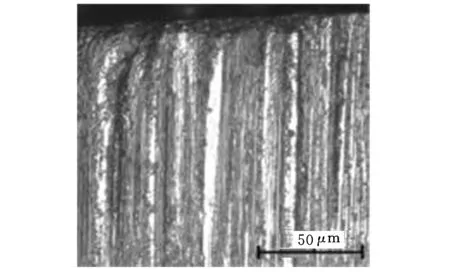
各向同性熱解石墨屬于脆性材料,切削加工過程中產生的切屑與前刀面的接觸距離很短,而且石墨切屑產生的塑性變形小,因此,PCD刀具前刀面磨損較小。圖2所示為切削300 m后刀具的磨損形貌。從圖2a可以看出,當切削距離達到300 m時,前刀面上磨損很小,在放大倍數為100的顯微鏡下觀察不到任何磨損跡象。從圖2b可以看到,后刀面磨損區域分布著深度和長度各異的磨損溝槽,溝槽的方向平行于切削方向,相鄰兩條溝槽之間的距離與金剛石微顆粒的粒度大小相當。同時,PCD刀具磨損區域可以分為嚴重磨損的A區域與平行溝槽的B區域兩部分。此時硬質合金刀具的磨損情況如圖2c、圖2d所示。從前刀面來看,前刀面上沒有發現明顯的磨損跡象,圓弧形刀尖已經被磨損成直線形,線段的長度約521 μm。與PCD磨損形貌相似,硬質合金刀具后刀面磨損區域也是平行溝槽狀的磨損形貌,而且相鄰兩溝槽之間的距離變化較大。從刀尖區域的快速磨損來看,硬質合金刀具不適合作為各向同性熱解石墨材料的切削刀具。

(a)PCD刀具前刀面
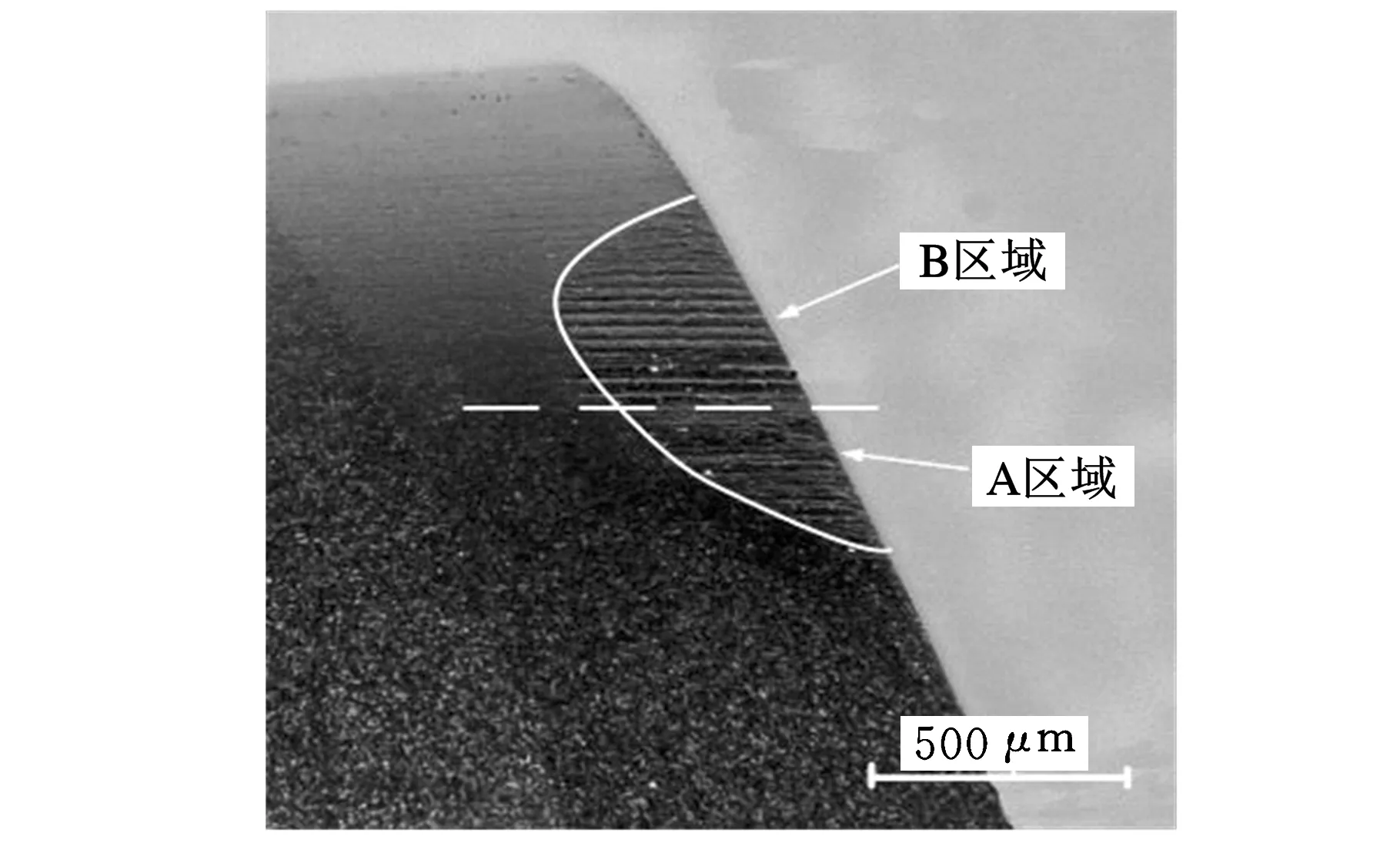
(b)PCD刀具后刀面
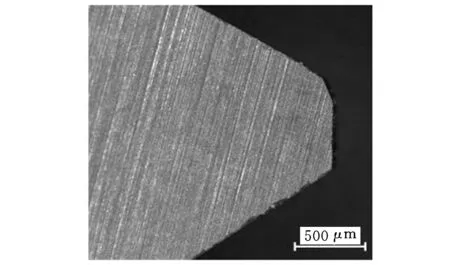
(c)硬質合金刀具前刀面
(d)硬質合金刀具后刀面圖2 切削300 m后刀具磨損區域的形貌
由圖2b可以看出,PCD刀具磨損區域的形狀類似拋物線,而且可以分為嚴重磨損的A區域、平行溝槽的B區域兩種存在差異的形貌。圖3所示為石墨試件和刀具的相對位置。刀尖A區域是實際參與切削加工的刀具區域,該部分刀具切削刃及后刀面所承受的沖擊載荷和切削應力都比較大,因此,A區域刀具磨損也比較嚴重;刀尖B區域實際參與切削加工過程的程度有限,該部分刀具的主要作用是修整已加工表面,刀具后刀面與試件之間的接觸方式主要是滑動摩擦,在切削加工過程中產生的一些硬質顆粒難免會進入滑動摩擦副,從而對B區域刀具后刀面產生“劃擦”作用,因此,B區域刀具出現平行溝槽磨損現象。
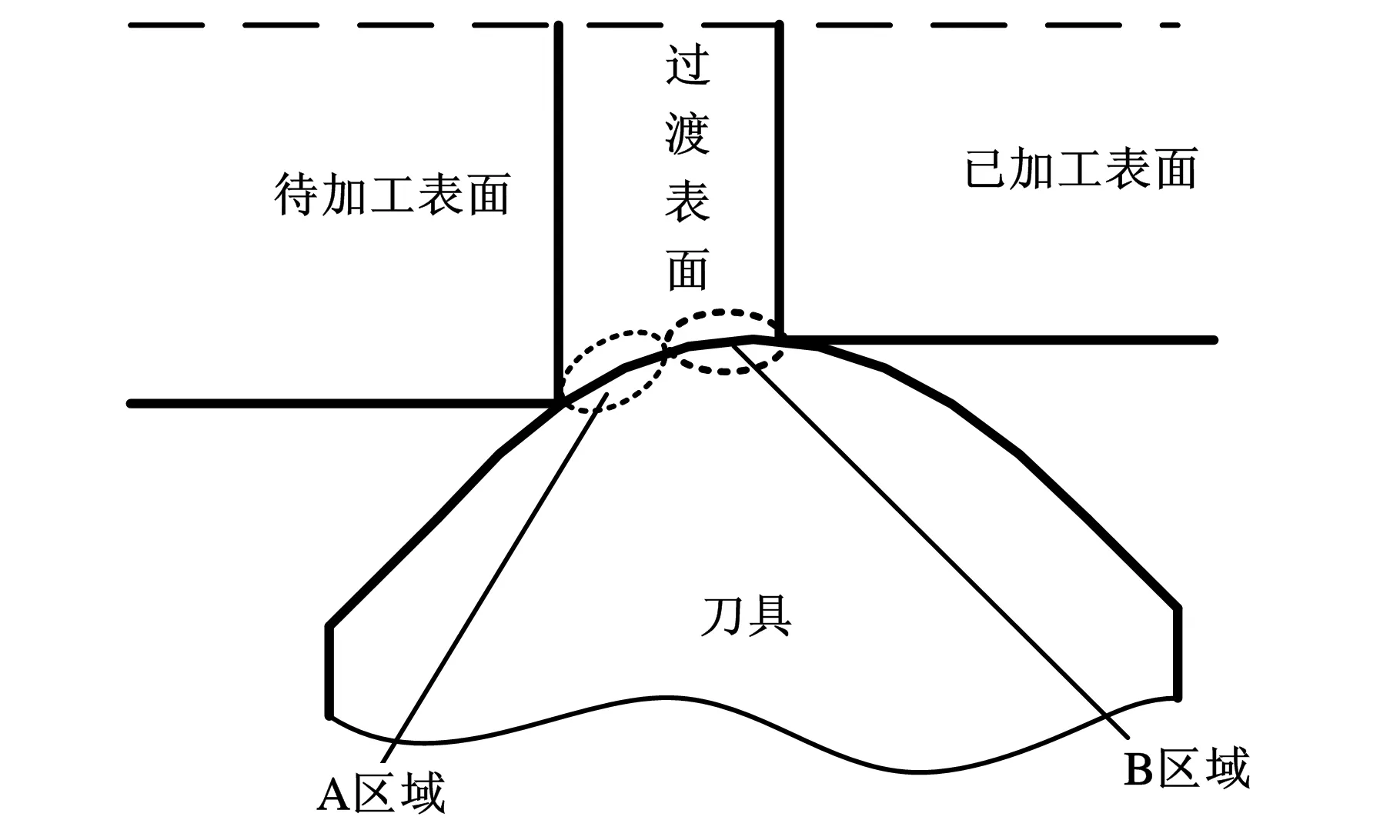
圖3 刀具和試件相對位置
從PCD刀具的磨損形貌來看,PCD刀具的磨損形式之一是磨粒磨損。最初的后刀面磨損是由各向同性熱解石墨中的球形硬顆粒碳、夾雜的硬質顆粒引起的磨損。隨著切削距離的增加,后刀面上磨損更嚴重。這導致刀具后角減小,后角減小增加了摩擦阻力。另外,PCD材料燒結時所用的鈷等金屬結合劑也因為脆性斷裂而失去其應有的作用,金剛石微顆粒就會脫離刀具表面[22-23]。在交變載荷和交變應力的綜合作用下,這些硬質顆粒在已加工表面和PCD刀具后刀面之間滾擦,并對PCD刀具的后刀面形成“劃擦”作用。通過檢測,兩條相鄰溝槽之間的距離為9~12 μm,結合PCD刀具中金剛石微顆粒粒度(10 μm)可以看出,兩者大小基本一致。因此,由磨損區域兩條相鄰平行溝槽的間距與金剛石微顆粒粒度的關系可知,金剛石微顆粒對PCD刀具后刀面的“劃擦”作用是形成平行溝槽磨損形貌的主要原因。隨著金剛石微顆粒的持續脫落,后刀面將產生更劇烈的磨損。
各向同性熱解石墨的主要結構單元為球形顆粒狀碳結構,由于球形顆粒狀碳結構內部材料致密、石墨化程度低以及球形顆粒碳結構的尺寸較小等因素,導致球形顆粒的硬度比較高[8]。因此,石墨材料中的球形顆粒碳、夾雜的硬質顆粒也是造成PCD刀具后刀面平行溝槽磨損形貌的原因之一。硬質合金刀具后刀面平行溝槽狀磨損形貌主要由夾雜的硬質顆粒、顆粒狀切屑等硬質點造成。由于這些硬質點的尺寸大小不一,故形成的兩平行溝槽的間距變化也比較大。
為進一步研究PCD刀具的磨損機理,采用能譜儀(EDS)對刀具后刀面的表面化學元素進行分析。PCD刀具表面能譜分析的檢測位置如圖4a所示,其中,1點為刀具基體即刀具基體,2點為B區域即刀具平行溝槽磨損區域,3點為A區域即刀具表面產生嚴重磨損區域。圖4b為圖4a中第2點處的檢測結果。
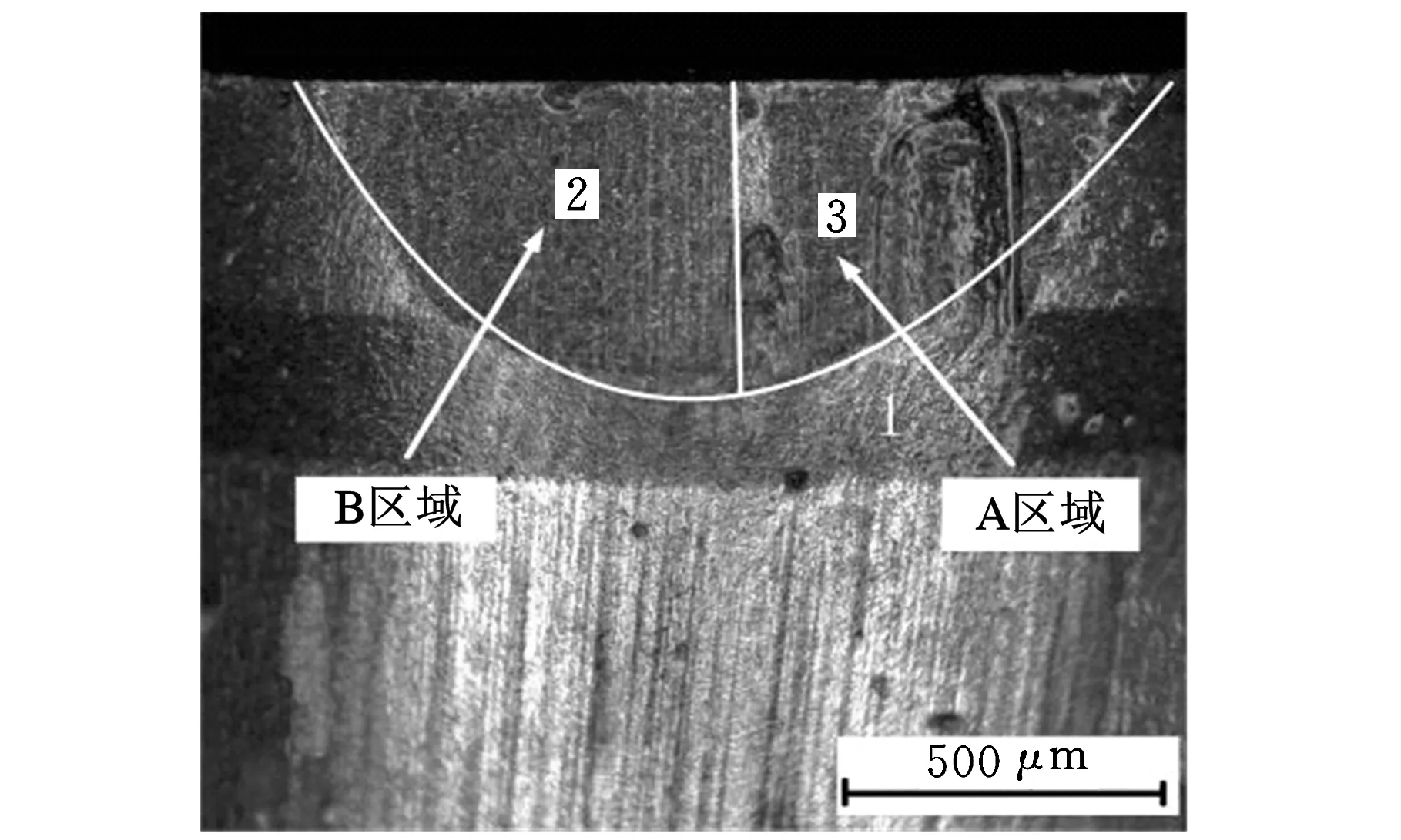
(a)PCD刀具表面元素分析檢測位置
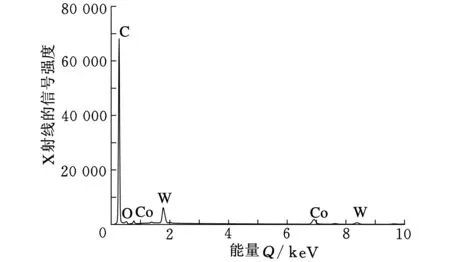
(b)2點處的檢測結果圖4 能譜儀檢測位置和檢測結果
結合能譜儀對PCD刀具后刀面的表面化學元素分析結果,PCD刀具表面C、O、Co、W四種化學元素的質量分數變化情況見表3。
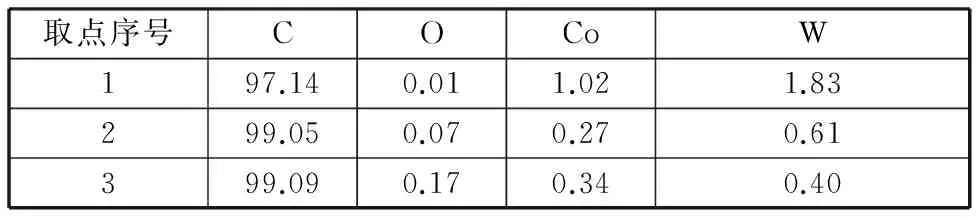
表3 PCD刀具后刀面3個取樣點化學元素的質量分數 %
從表3可以看出,PCD刀具磨損前后C、O元素含量有所增加,Co、W元素含量有所減少。化學元素含量的變化表明PCD刀具在切削各向同性熱解石墨的過程中發生了氧化磨損。切削速度為100 m/min左右時,切削溫度高達500 ℃,而且切削溫度與切削速度成線性關系[14]。PCD刀具后刀面磨損區域和切削刃區域的溫度則會更高。由于溫度的升高,PCD刀具表面可能逐漸發生一系列氧化反應,如金屬鈷與氧氣發生氧化反應生成氧化鈷;金剛石顆粒與氧氣發生氧化反應生成一氧化碳和二氧化碳;一氧化碳和金剛石顆粒發生氧化反應生成二氧化碳和石墨。其中對PCD刀具磨損影響最嚴重的是金屬鈷與氧氣的氧化反應,金屬鈷元素在PCD刀具材料中充當結合劑的作用,由于氧化反應造成金屬鈷元素的流失,進而導致PCD刀具中金剛石微顆粒的大量脫落,刀具磨損也會更加劇烈。上述一系列氧化反應的化學反應式如下:
Co+O2→Co3O4+CoO
C(金剛石)+O2→CO+CO2
CO+C(金剛石)→CO2+C(石墨)
2.2刀具磨損規律
為了研究PCD刀具磨損規律,對刀具磨損區域進行了檢測。圖5a為PCD刀具后刀面磨損帶長度d和寬度B的測量示意圖。圖5b、圖5c所示為整個切削過程中PCD刀具后刀面磨損帶的變化情況。從刀具磨損帶的寬度來看,刀具磨損速度變化趨勢較穩定,且磨損速度一直減小。而從刀具磨損帶的長度來看,切削初期,PCD刀具磨損量急劇增大,切削距離s=1200 m時進入穩定磨損階段。從圖5b、圖5c可以看出,切削距離達到4800 m之后,刀具磨損速度開始明顯加快,即PCD刀具磨損進入急劇磨損階段。
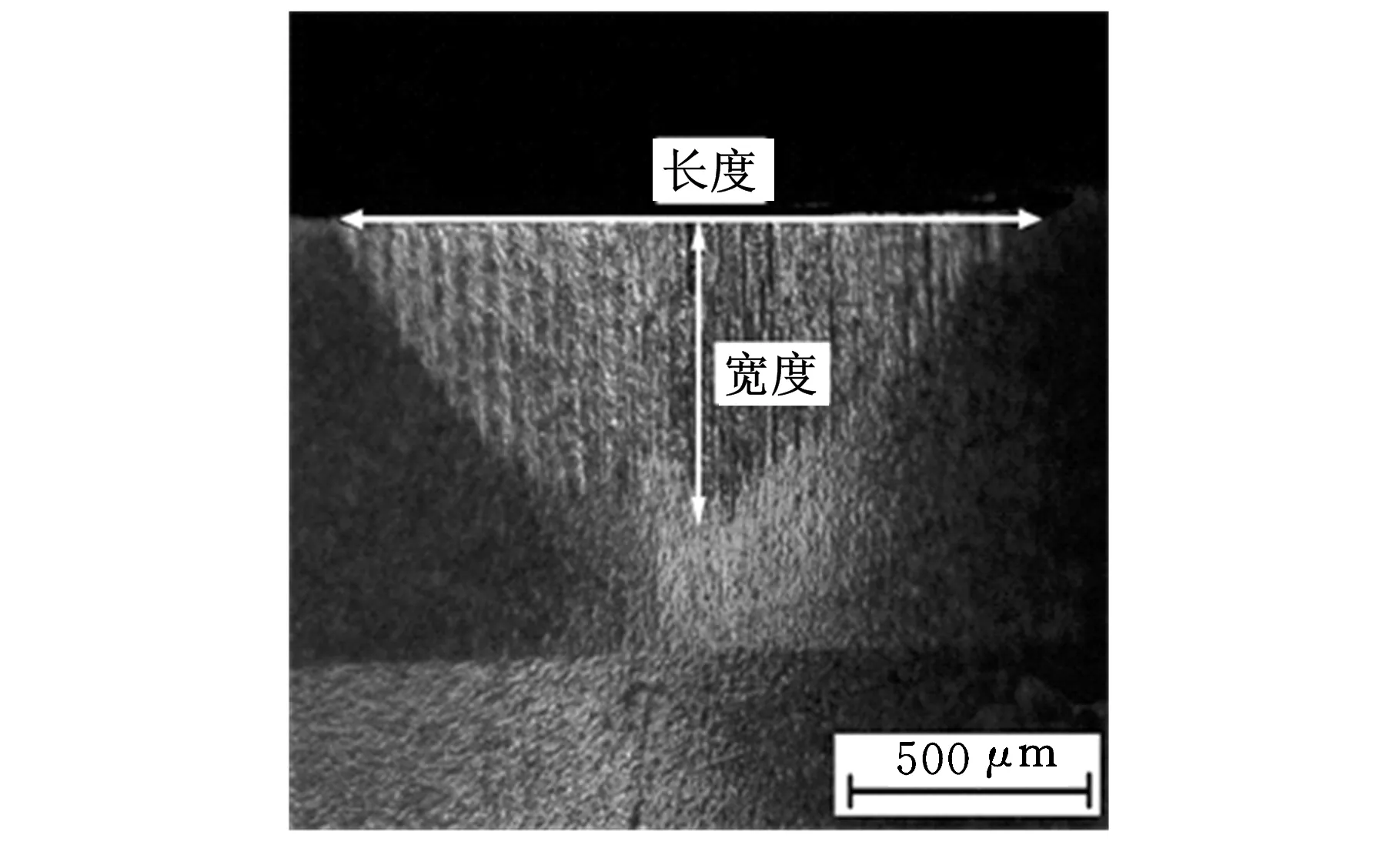
(a)刀具磨損測量示意圖
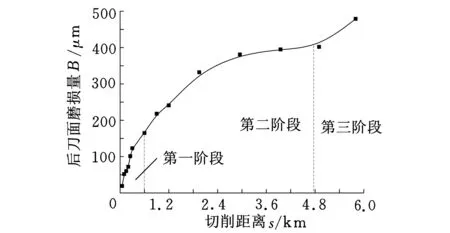
(b)PCD刀具后刀面磨損帶寬度曲線
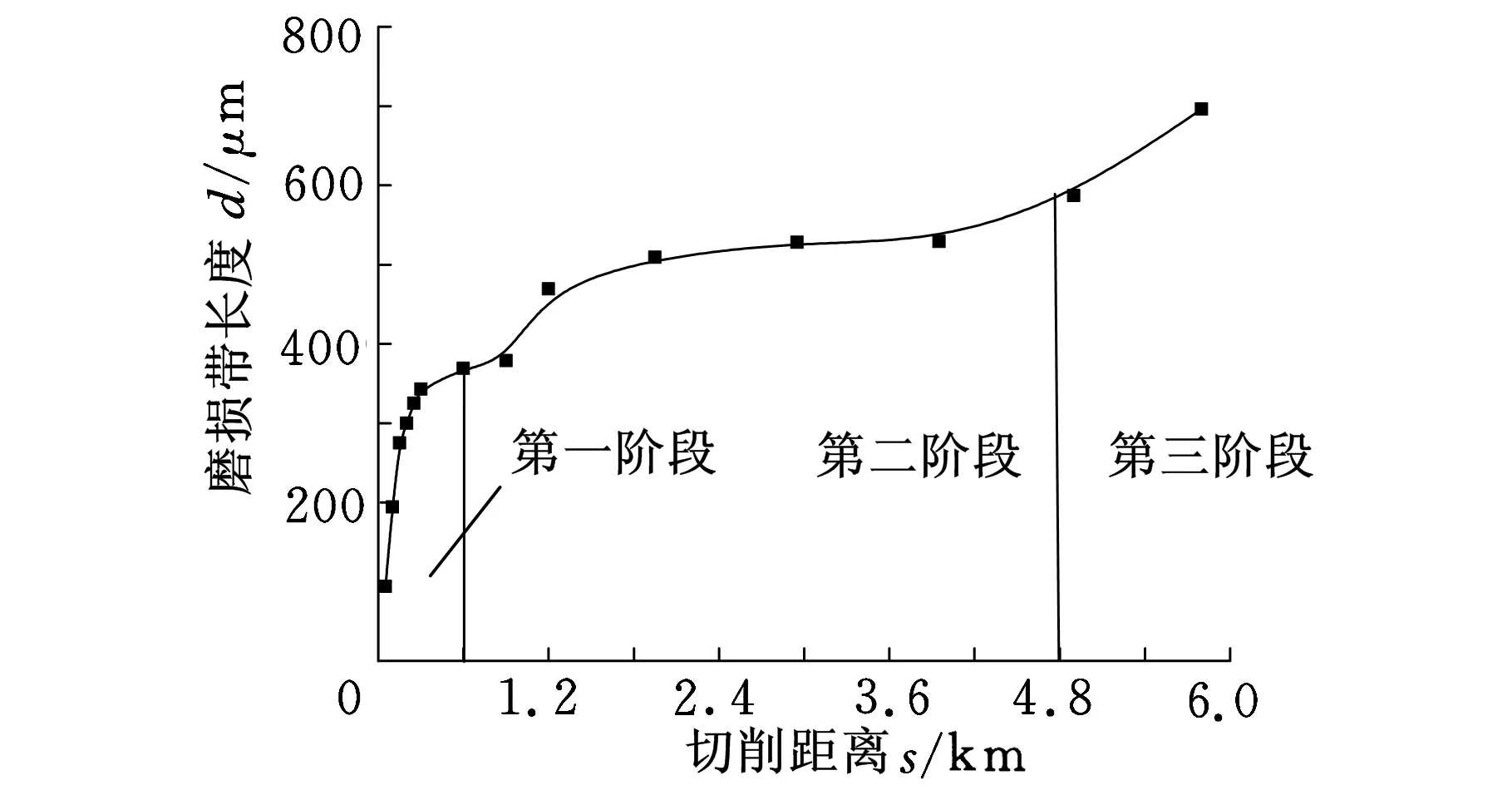
(c)PCD刀具后刀面磨損帶長度曲線圖5 后面磨損曲線
隨著切削距離的增加,后刀面上一部分A區域逐漸被石墨切屑所覆蓋。當切削距離達到5800 m時,切屑的覆蓋區域已經接近切削刃,而且之前出現在磨損區域中較深的溝槽內也開始逐漸出現石墨覆蓋現象。另外,平行溝槽磨損區域也開始變得模糊,有一部分平行溝槽已經完全消失。后刀面的磨損情況如圖6a所示。切削刃出現了連續微崩刃式的破損,而且微破損區域已經擴展到了前刀面上,如圖6b所示。在PCD刀具施加的切削力的作用下,各向同性熱解石墨材料以解理、崩碎形成小碎塊的形式脫離試件,在已加工表面上形成不同大小和深度的凹坑,進而導致刀具和試件之間的接觸不連續,即切削過程中存在著“空切”階段,而且各向同性熱解石墨材料內部存在的氣孔、裂紋等組織缺陷也會進一步造成切削過程的非連續性[6-7,9]。因此,在切削加工過程中交變載荷和交變應力的綜合作用下,PCD刀具切削刃就會產生微裂紋,并在加工過程中逐漸擴展,最終導致PCD刀具崩刃。另外,切削加工系統的顫振以及切削參數選擇不當也可能是導致刀具崩刃的重要因素。

(a)后刀面
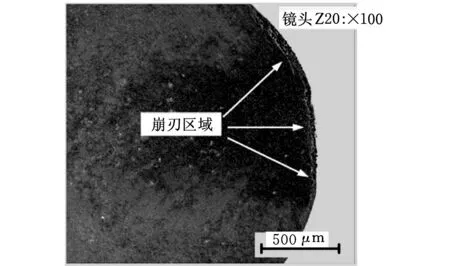
(b)前刀面圖6 持續切削至5800 m時PCD刀具的磨損變化情況
切屑形狀的變化與刀具的磨損過程緊密相關。為進一步研究刀具的磨損機理,對切削過程中的切屑形狀進行了檢測。各向同性熱解石墨的切屑為顆粒狀,且隨切削距離的增加,切屑尺寸逐漸增大。切削距離分別為100 m和900 m時的各向同性熱解石墨切屑形態如圖7所示。可以看出,當s=100 m時,各向同性熱解石墨切屑的最大對角尺寸約70~95 μm;當s=900 m時,各向同性熱解石墨切屑的最大對角尺寸約200~250 μm。當s=100 m時,刀具具有較好的鋒利性,切削時材料的變形區域相對較小,因此,產生的切屑尺寸較小;當s=900 m時,刀具磨損較嚴重,刀具與材料的接觸面積較大,切削過程中材料的變形區域較大,導致產生的切屑尺寸較大。
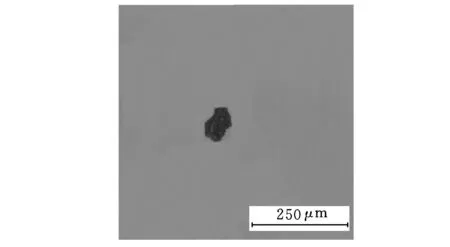
(a)s=100 m
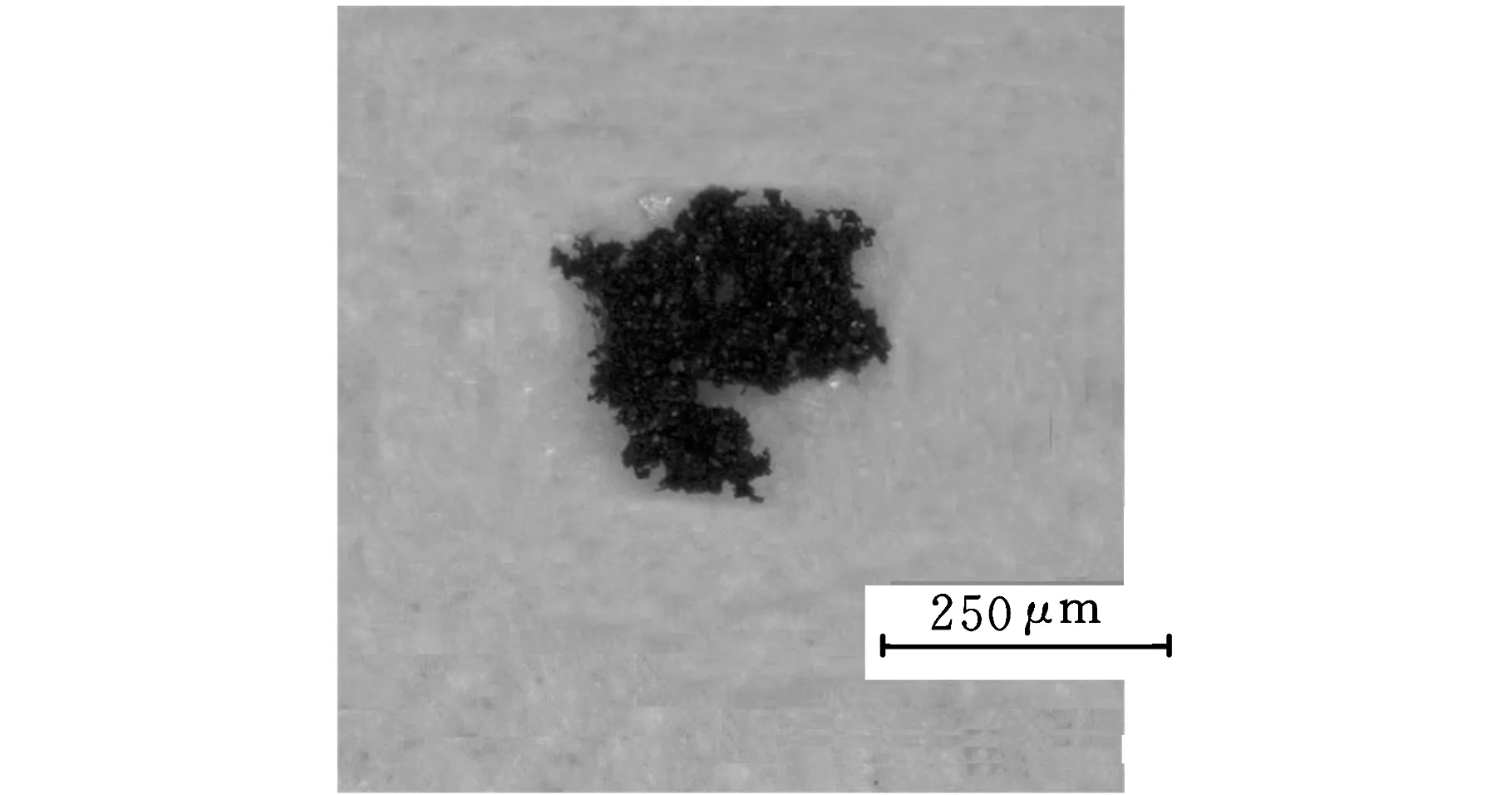
(b)s=900 m圖7 各向同性熱解石墨切屑形態
各向同性熱解石墨主要結構單元為球形顆粒狀碳結構,在沉積過程中就會因為相互搭接而形成一定孔隙(孔隙內分布著片狀或者帶狀的石墨晶體)。石墨晶體是六角環形網格堆積而成的層狀結構,層與層之間的結合力很弱。因此,石墨與后刀面摩擦的過程中,石墨晶體容易發生層間解離,形成碎斷的石墨鱗片并黏附在刀具后刀面的磨損區域上[2]。這也解釋了C元素參與上述一系列氧化反應后質量反而增加的原因,O元素的質量分數則由于鈷、鎢等元素的減少而相應地增加。為了驗證切削過程中發生了石墨轉移現象,采用拉曼光譜(HORIBA,LabRAM HR800)對刀具磨損區域表面存在的化合物進行分析。結果如圖8所示,石墨峰的出現證明了PCD刀具后刀面磨損區域石墨的存在。
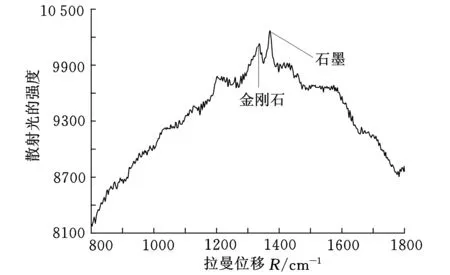
圖8 PCD刀具表面成分分析結果
2.3加工表面質量
切削距離不同時的各向同性熱解石墨加工表面形貌如圖9所示。當s=100 m時即切削初期,PCD刀具切削刃相對鋒利,加工表面質量好,已加工表面平滑且凹坑深度小。當s=600 m時,刀具磨損愈加嚴重而且此時石墨轉移不充分,加工表面質量差,表面出現較大的凹坑。當s=1500 m時,石墨切屑在PCD刀具后刀面達到了充分黏附,一方面延緩了刀具磨損,另一方面改變了刀具與試件之間的摩擦性質,加工表面質量有所改善。
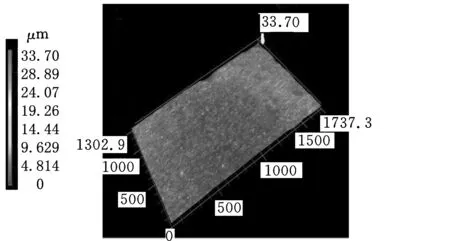
(a)s=100 m
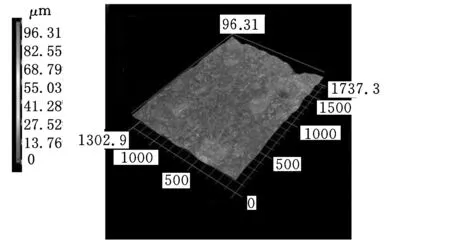
(b)s=600 m
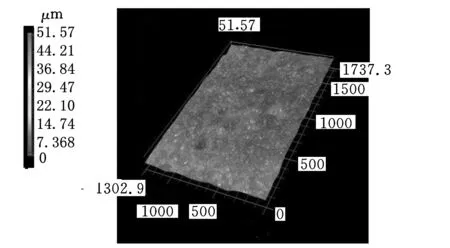
(c)s=1500 m圖9 試件加工表面形貌
為進一步檢測加工表面質量,對石墨表面輪廓及表面粗糙度進行了分析。切削距離分別為600 m和1950 m時,PCD刀具加工得到的各向同性熱解石墨試件表面微觀形貌如圖10所示。
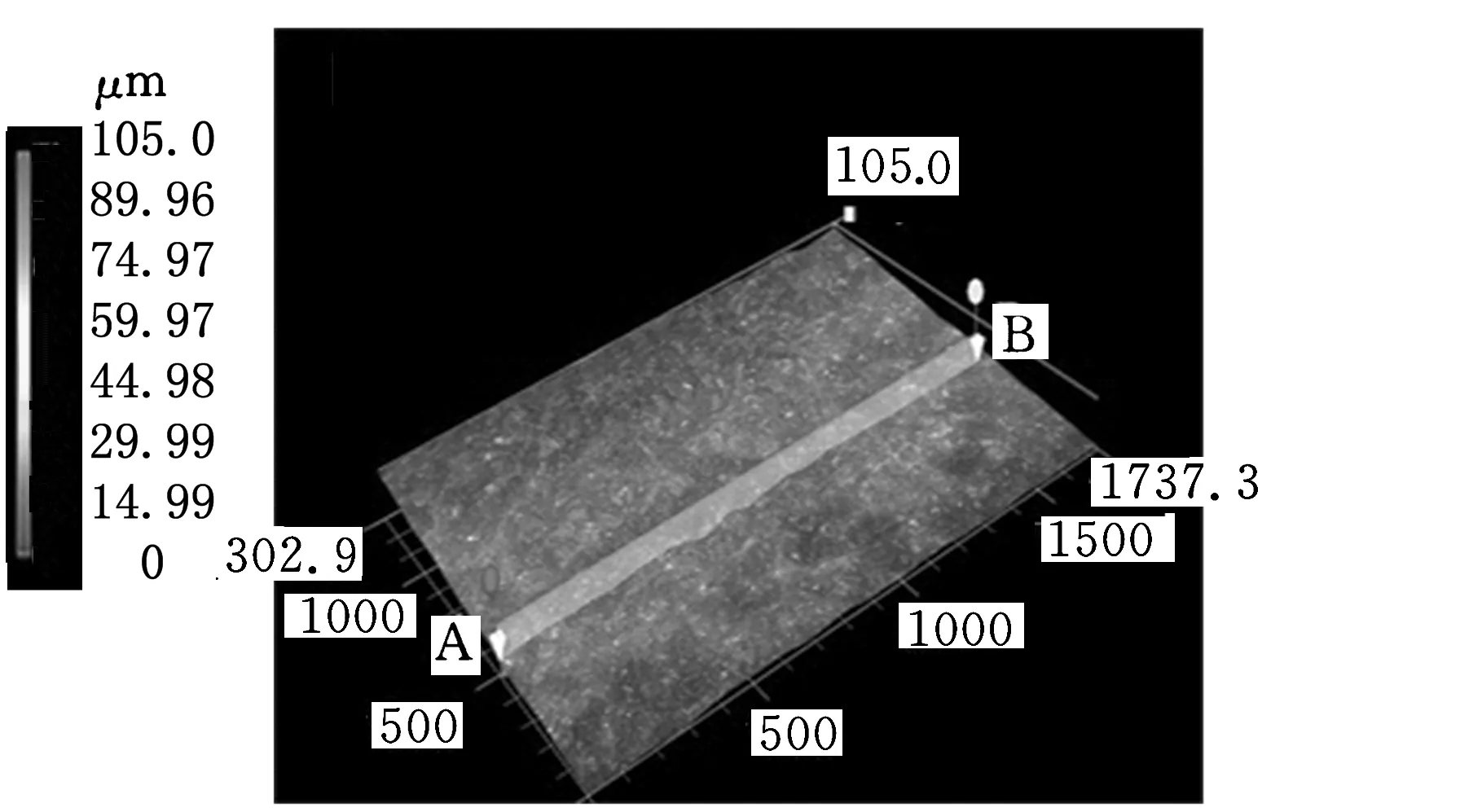
(a)輪廓測量位置
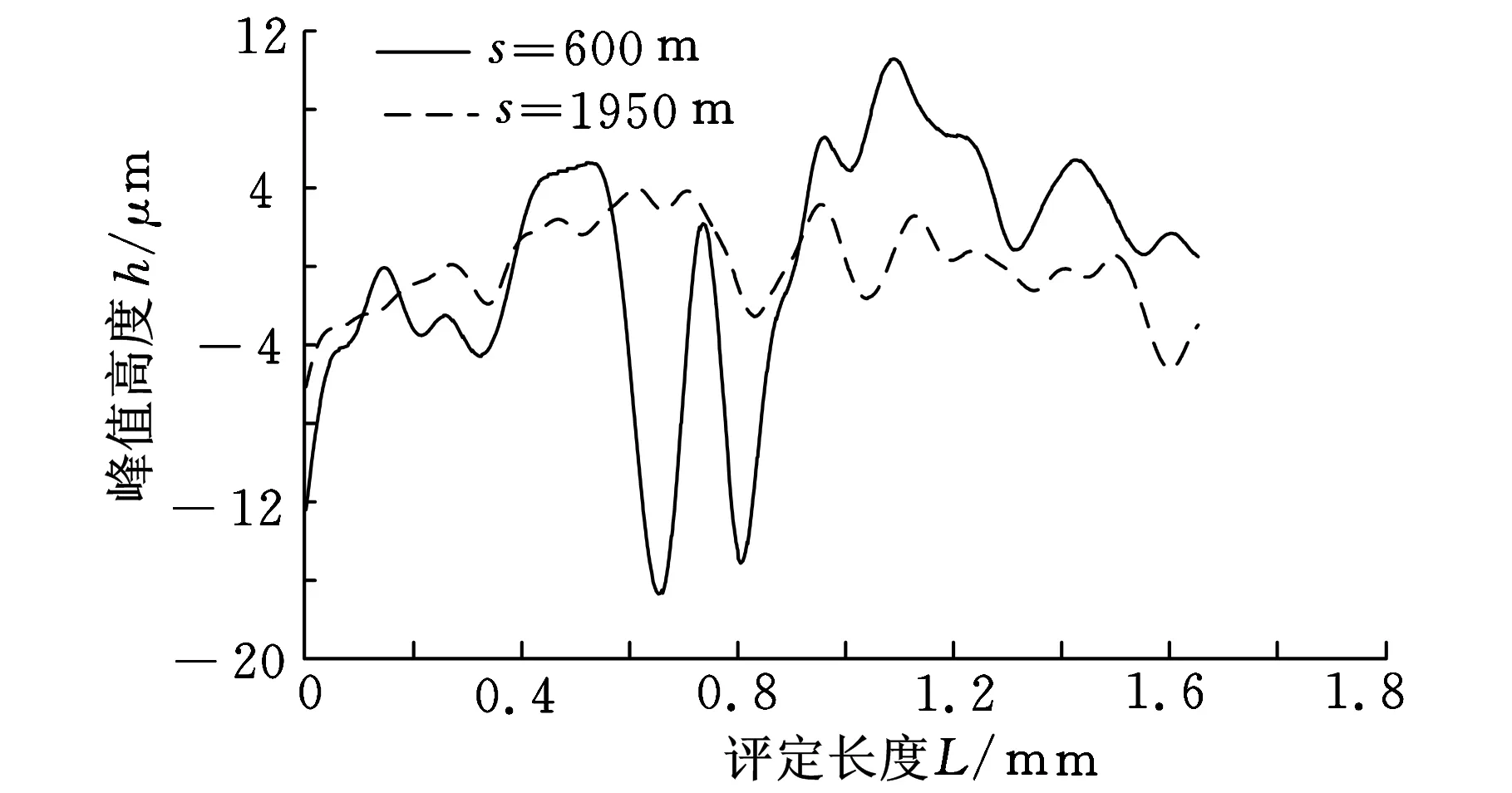
(b)表面輪廓對比圖10 加工表面的微觀形貌
選取圖10中A點為測量起點,B點為測量終點,圖10b所示為A、B兩點連線的表面輪廓曲線。從圖10b可以觀察到,s=600 m時,PCD刀具的加工表面分布著較大的凹坑和凸峰,起伏范圍也比較大,加工表面的最大高度差為105 μm;s=1950 m時,PCD刀具的加工表面質量明顯變好,加工表面的最大高度差為20.15 μm,無論是凹坑的深度還是凸峰的高度相比s=600 m時的加工表面都要小且分布比較均勻。
加工表面粗糙度Ra與PCD刀具切削距離的關系如圖11所示。切削距離小于600 m時,已加工表面粗糙度急劇上升,并在切削距離為600 m時達到了最大值1.7 μm,隨后已加工表面粗糙度減小,當切削距離大于1200 m時,表面粗糙度呈現出波浪式變化趨勢,上下變化的浮動值約0.4 μm,表明PCD刀具具有良好的切削穩定性。
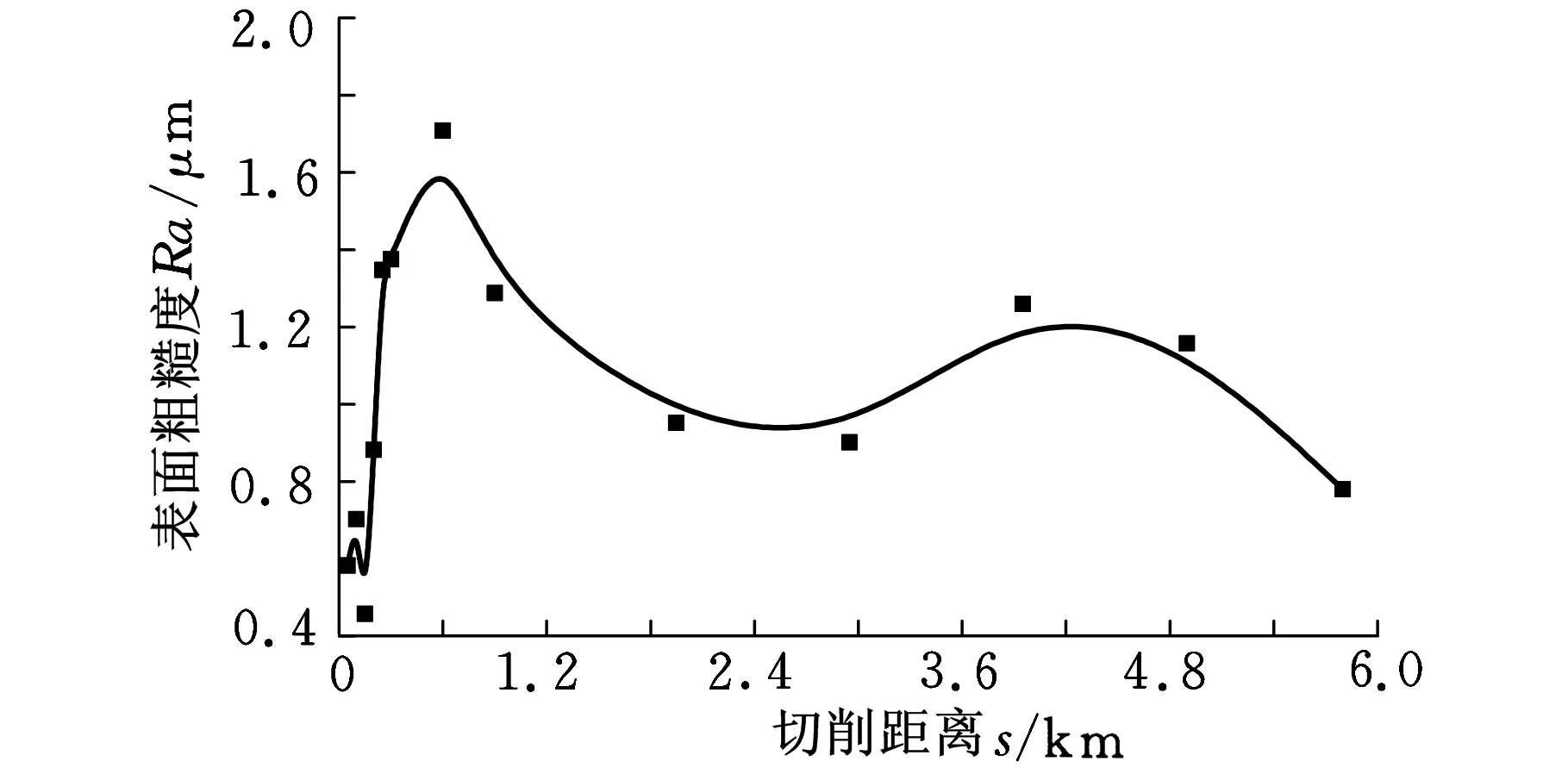
圖11 表面粗糙度與切削距離的關系
切削初期,PCD刀具磨損非常快,導致表面粗糙度Ra急劇增大。隨著切削距離的增加,石墨切屑開始黏附堆積在PCD刀具的磨損區域。當s>600 m時,滑動摩擦副關系由原來的PCD刀具與石墨之間的摩擦變為石墨與石墨之間的摩擦,摩擦因數逐漸減小,已加工表面粗糙度也會相應地減小。但是,石墨切屑在PCD刀具磨損區域的堆積并不是十分牢固,在切削加工過程中還會不斷地從PCD刀具上破損脫落,與此同時,新產生的石墨切屑還會在磨損區域再次堆積。當s>1200 m時,石墨切屑在PCD刀具磨損區域的黏附堆積是一個動態變化過程,即堆積—破損脫落—再堆積,這也是導致已加工表面粗糙度呈現波浪式變化的原因。
3 結論
(1)PCD刀具切削各向同性熱解石墨材料時刀具磨損主要發生在后刀面上,磨損區域分為平行溝槽和嚴重破損兩種存在差異的磨損形貌,相鄰兩溝槽之間的距離與PCD刀具材料中金剛石微顆粒的粒度相當,約9~12 μm,磨損形式是磨粒磨損和氧化磨損。硬質合金刀具磨損非常快,作為各向同性熱解石墨材料的切削刀具具有較大的局限性。
(2)隨著切削距離的增加,PCD刀具磨損區域的形狀發生了明顯變化,由拋物線向長方形演變。切削過程中還出現了石墨切屑在刀具磨損區域的堆積和PCD刀具切削刃崩刃現象。
(3)切削初期,已加工表面粗糙度值急劇增大,并在s=600 m時達到最大值1.7 μm。隨后已加工表面粗糙度值減小并呈波浪式變化,這主要是因為石墨切屑在PCD刀具磨損區域的動態黏附堆積改變了刀具與已加工表面之間的接觸狀態。
[1]Wang M H,Wang W,Huang S T,et al.Study on the Mechanism of Diamond Wear in Precision Cutting of Isotropic Pyrolytic Graphite[J].Key Engineering Materials,2012,499:168-172.
[2]康曉峰.各向同性熱解石墨切削機理研究[D].沈陽:沈陽航空工業學院,2010.
[3]聶鵬,康曉峰,王明海,等.各向同性熱解石墨超精密車削加工機理研究[J].機械設計與制造,2011(6):177-179.
Nie Peng,Kang Xiaofeng,Wang Minghai,et al.Study on Ultra-precision Turning Mechanism for Isotropic Pyrolytic Graphite[J].Mechanical Design and Manufacturing,2011(6):177-179.
[4]張淑娟,王俐.淺析熱解石墨的制造與應用[C]//中國電工技術學會碳—石墨材料專業委員會第十五屆學術會議.成都,1994:216-219.
[5]黃荔海,李賀軍,李克智,等.碳密封材料的研究進展及其在航空航天領域的應用[J].宇航材料工藝,2006(4):12-17.
Huang Lihai,Li Hejun,Li Kezhi,et al.Research Development and Application of Carbon Sealing Material on Navigation and Spaceflight Field[J].Aerospace Materials & Technology,2006(4):12-17.
[6]吳峻峰,白朔,張海峰,等.各向同性熱解炭材料中的缺陷分析和超聲檢測技術[J].航空材料學報,2011(1):93-96.
Wu Junfeng,Bai Shuo,Zhang Haifeng,et al.Defect Analysis and Ultrasonic Testing of Isotropic Pyrolytic Carbon[J].Journal of Aeronautical Materials,2011,31(1):93-96.
[7]李正操,付曉剛,陳東鉞,等. 各向同性石墨結構與工藝條件的關系[J]. 深圳大學學報(理工版),2010,27(2): 137-141.
Li Zhengcao,Fu Xiaogang,Chen Dongyue,et al.The Relationship of Structure and Processing Condition of Isotopic Graphite[J].Journal of Shenzhen University(Science & Engineering),2010,27(2):137-141.
[8]吳峻峰,白朔,劉樹和,等.大尺寸各向同性熱解炭材料的制備與表征[J].新型碳材料,2006,21(2):119-124.
Wu Junfeng,Bai Shuo,Liu Shuhe,et al.Fabrication and Characterization of Large Isotropic Pyrolytic Carbons[J].New Carbon Materials,2006,21(2):119-124.
[9]于淑賢,劉明非.石墨電極在SEM下的特征[J].炭素技術,2001(4):19-22.
Yu Shuxian, Liu Mingfei.Characterization of Graphite Electrodes by SEM[J]. Carbon Techniques,2001(4):19-22.
[10]鐘啟茂.金剛石涂層刀具高速銑削石墨的磨損形態與破損機理[J].工具技術,2009,43(6):36-39.
Zhong Qimao.Wear Form and Breakage Mechanism of Diamond Coated Cutter during High-speed Milling Graphite[J].Tool Engineering,2009,43(6):36-39.
[11]閻秋生.燒結石墨的切削加工性研究[J].汕頭大學學報(自然科學版),1994,9(2):53-57.
Yan Qiusheng.A Study on Machineablity of Sintered Graphite Material[J].Journal of Shantou University(Natural Science Edition),1994,9(2):53-57.
[12]楊小璠,李友生,鄢國洪,等.超細晶粒金剛石涂層刀具高速銑削石墨的切削性能研究[J].制造技術與機床,2013(6):58-60.
Yang Xiaopan,Li Yousheng,Yan Guohong,et al.Study on Performances of Ultra-fine Grain Diamond Coated Cutter in High-speed Milling Graphite[J].Manufacturing Technology & Machine Tool,2013(6):58-60.
[13]魏莎莎,盧志紅.CVD金剛石涂層刀具在石墨加工中的應用[J].燕山大學學報,2006,30(5):403-406.
Wei Shasha,Lu Zhihong.Application of CVD Diamond Film Coated Tools to Machining Graphite[J].Journal of Yanshan University,2006,30(5):403-406.
[14]Masuda M,Kuroshima Y,Chujo Y.The Machinability of Sintered Carbons Based on the Correlation between Tool Wear Rate and Physical and Mechanical Properties[J].Wear,1996,195(1):178-185.
[15]Cabral G,Reis P,Polini R,et al.Cutting Performance of Time-modulated Chemical Vapour Deposited Diamond Coated Tool Inserts during Machining Graphite[J].Diamond and Related Materials,2006,15(10):1753-1758.
[16]周玉海,秦哲,王成勇.金剛石刀具性能及其應用研究[J].機械設計與制造,2009(6):158-160.
Zhou Yuhai,Qin Zhe,Wang Chengyong.Study on Performance and Application of Diamond Tools[J].Mechanical Design and Manufacturing,2009(6):158-160.
[17]邵芳,劉戰強,萬熠,等.基于熱力學的PCD刀具加工ZL109鋁合金的擴散磨損[J].天津大學學報,2010,43(4):315-321.
Shao Fang,Liu Zhanqiang,Wan Yi,et al.Diffusion Wear for PCD Tools Cutting Aluminum Alloy ZL109 Based on Thermodynamics[J].Journal of Tianjin University,2010,43(4):315-321.
[18]白清順,姚英學,Phillip Bex,等.聚晶金剛石刀具加工強化復合地板時的切削性能及磨損機理研究[J].摩擦學學報,2003,23(2):81-85.
Bai Qingshun,Yao Yingxue,Phillip Bex,et al.Wear Mechanism and Cutting Performance of Polycrystalline Diamond Tool in Machining High Pressure Laminated Flooring[J].Tribology,2003,23(2):81-85.
[19]石文天,劉玉德,丁悅,等.PCD刀具微細車削硬鋁合金的表面質量研究[J].機床與液壓,2011,39(17):15-17.
Shi Wentian,Liu Yude,Ding Yue,et al.Research of Surface Quality in Micro-turning Aluminum Alloy Using PCD Tools[J].Machine Tool & Hydraulics,2011,39(17):15-17.
[20]劉珅琢,李勇,寇自力.PCD刀具連續切削花崗巖的性能研究[J].工具技術,2012,46(9):23-26.
Liu Kunzhuo,Li Yong,Kou Zili.Study on Perfor-mance of PCD Cutting Tools in Continues Cutting for Granite[J]. Tool Engineering,2012, 46(9): 23-26.
[21]任文祥,吳玉厚,趙德宏,等.PCD刀具切削天然大理石的磨損特性研究[J].金剛石與磨料磨具工程,2013,33(3):56-59.
Ren Wenxiang,Wu Yuhou,Zhao Dehong,et al.Wear Characteristics of PCD Tools When Cutting Natural Marble[J].Diamond & Abrasives Engineering,2013,33(3):56-59.
[22]張巖,呂反修,賀琦,等.PCD和CVD金剛石刀具切削性能對比及失效機理初探[J]. 金剛石與磨料磨具工程,2009(1):49-52.
Zhang Yan,Lü Fanxiu,He Qi,et al.Comparison of Cutting Performances and Failure Mechanism of PCD and CVD Diamond Tools[J]. Diamond & Abrasives Engineering,2009(1): 49-52.
[23]孟劍鋒,李劍峰,孟磊.金剛石工具加工硬脆材料時的磨損及其影響因素的研究現狀[J].工具技術,2004,38(3):6-8.
Meng Jianfeng, Li Jianfeng, Meng Lei. Present State of Research on Wear of Diamond Cutting Tools When Cut Hard and Brittle Material and Its Influence Factor[J].Tool Engineering,2004,38(3):6-8.
(編輯陳勇)
Wear Mechanism of PCD Tool during Cutting of Isotropic Pyrolytic Graphite
Wang Ben1Liu Dongxi1Wang Minghai1,2Yin Wendian1Zhen Yaohui1
1.Key Laboratory of Fundamental Science for National Defense of Aeronautical Digital Manufacturing Process Shenyang Aerospace University,Shenyang,110136 2.Beihang University,Beijing,100191
According to the rapid tool wear during cutting of isotropic pyrolytic graphite,a turning experiment of isotropic pyrolytic graphite was conducted using PCD tools.The wear formation of PCD tool,tool life and the effects of tool wear on the machined surface were studied.Based on the experimental results and analyses,the results show that the PCD tool wear mainly occurres in the flank face,and the wear forms are abrasive wear and oxidation wear.The wear area can be divided into two kinds of morphology:parallel grooves and severe wear.The length of wear region is increased fast in the first stage. When the cutting distance is larger than 1200 m,the cutting tool enters the normal wear stage.Besides,chip accumulation in wear region and tool edge chipping appear in the cutting process.With the increase of cutting distance,the roughness of machined surface increases fast.And the maximum roughness is as 1.7 μm when the cutting distance is of 600 m.
isotropic pyrolytic graphite;polycrystalline diamond(PCD) tool;tool wear;surface roughness
2015-01-21
國防基礎科研計劃支持項目
TH161DOI:10.3969/j.issn.1004-132X.2015.20.005
王奔,男,1984年生。沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室講師。主要研究方向為石墨材料的超精密加工、復合材料加工等。發表論文10余篇。劉東璽,男,1989年生。沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室碩士研究生。王明海,男,1971年生。沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室教授,北京航空航天大學能源與動力工程學院博士后研究人員。印文典,男,1989年生。沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室碩士研究生。鄭耀輝,男,1975年生。沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室副教授。
猜你喜歡
西北工業大學學報(2022年2期)2022-05-11 07:50:12
輪胎工業(2021年10期)2021-12-24 17:23:35
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
江西理工大學學報(2015年3期)2015-12-22 05:26:21
機床與液壓(2015年3期)2015-11-03 07:02:03
