冷風油霧潤滑對TC4銑削過程刀-屑摩擦的影響
2015-11-19 09:16:24王寧昌程鑫姜峰謝鴻
華僑大學學報(自然科學版) 2015年3期
王寧昌,程鑫,姜峰,謝鴻
(1.華僑大學 制造工程研究院,福建 廈門361021;2.東方汽輪機股份有限公司,四川 德陽618000)
在鈦合金加工中,冷卻潤滑介質的合理使用十分重要[1-3].目前,鈦合金加工主要通過大量澆注冷卻液降溫,但由于切削液的膜態沸騰作用和切屑的阻擋[4],刀具-切屑接觸時(工作行程)的冷卻效果較差.當刀具-工件脫離時(空行程),冷卻效果突然增強,極易造成刀具,特別是涂層刀具的熱疲勞破損[5].因此,新型冷卻介質和冷卻方法在鈦合金加工中的應用成為研究的熱點[6].微量潤滑技術是最接近實際生產應用的一種冷卻潤滑方法.這種技術將潤滑介質顆粒混入帶有一定壓力的氣流載體中,形成氣液兩相流體噴向切削區域.研究人員對其應用效果進行了大量的實驗研究,分析不同加工工藝參數對冷卻潤滑效果的影響[7].在采用微量潤滑技術加工鈦合金過程中,切削區的高溫導致潤滑介質顆粒到達切削區的難度增加,潤滑油的粘度降低,從而降低了潤滑效果[8].因此,很多研究人員利用冷風、氮氣等具有保護性質的載體輸送潤滑介質顆粒,可以獲得較好的冷卻和潤滑效果[9-10].現有的研究主要集中在加工工藝參數對微量潤滑效果的影響,而微量潤滑系統的相關參數(如噴嘴布置、出油量、載體速度、載體溫度等)對微量潤滑效果的影響研究較少.本文通過鈦合金TC4的銑削實驗,研究冷風油霧潤滑介質特性及其施加方式對刀具-切屑摩擦行為的影響.
1 實驗部分
1.1 實驗材料
作為工件材料的鈦合金TC4是一種α+β雙相鈦合金,由于其優越的物理力學性能,該合金的使用量為75%~85%.在鈦合金TC4中,Al,V 的質量分數分別為5.5%~6.75%,3.5%~4.5%;Fe的質量分數小于0.25%;O 的質量分數小于0.2%;剩余的成分為Ti.參考GB/T 3621-1994《鈦及鈦合金板材》的技術要求,鈦合金TC4采用冷軋退火處理.在熱處理條件下,TC4基本物理力學參數如下:密度為4.42g·cm-3;熱導率為6.7 W·(m·K)-1;比熱容為526.3J· (kg·℃)-1;最大工作溫度為315℃;屈服強度為880 MPa;抗拉強度為950 MPa;彈性模量為114GPa;泊松比為0.342.
1.2 冷風油霧潤滑系統
油霧發生器采用TL3000型霧化器(無錫市江蘇亞大集團公司),出油量為0~20mL·h-1,可調.采用CTY-B型低溫切削油,最低使用溫度為-50 ℃.冷風載體為CTL-40/0.5型冷風機(重慶市成田低溫加工技術有限公司),額定流量為500L·min-1,額定冷風壓力為0.15 MPa,雙管噴射.由于冷風載體的溫度和速度隨著輸送距離的增加而增加,因此,通過KA33型熱絲風速風溫計(日本加野公司)測量不同額定冷風壓力下,冷風載體的溫度(θ)和速度(v1)的變化情況,測量結果如圖1所示.
1.3 銑削試驗
銑削實驗在DAEWOO V500 加工中心上進行.刀具及刀片規格分別為Seco R215.17-2020-16,TPUN 160308HX;刀具的前角為0°;后角為11°;刀尖圓弧半徑為0.8mm;刃口鈍圓半徑為0.02mm.銑削試驗現場如圖2所示.
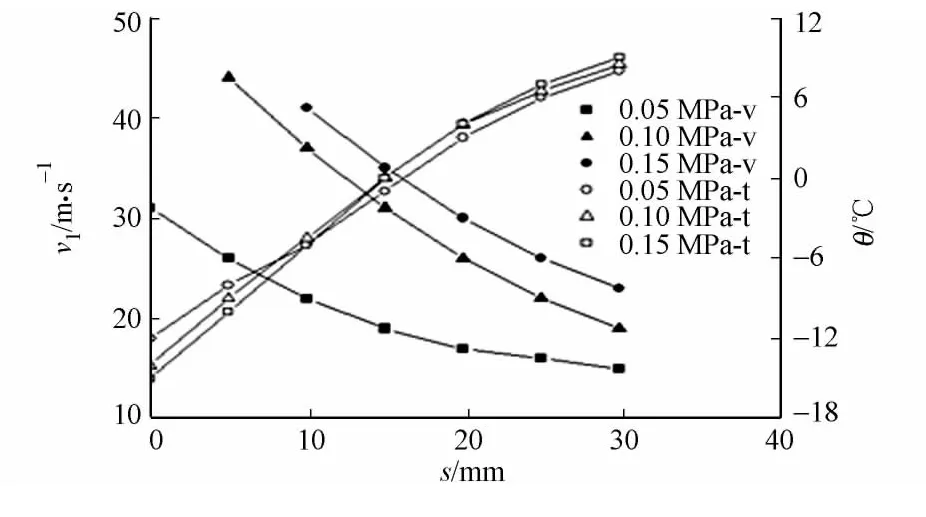
圖1 不同距離和壓力對噴霧溫度和噴霧速度的影響Fig.1 Effect of different distances and pressures on the spray temperature and the spray speed
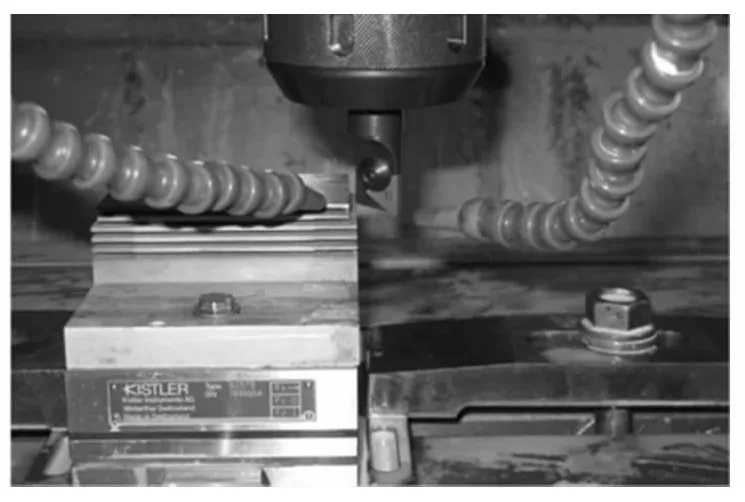
圖2 銑削試驗現場Fig.2 Milling test site
微量潤滑噴嘴到刀具的距離為10mm;冷風載體到達刀具處的最低溫度約為-5 ℃;冷風載體的速度分別為40,20,30,10m·s-1;微量潤滑系統的出油量分別為0(只有冷風),6,12,18mL·h-1.使用兩個油霧噴嘴對加工區域進行冷卻潤滑.噴嘴的布置方式,如圖3所示.圖3中:指向后刀面的噴嘴位置保持不變,其軸線為刀具切入點A和切出點B的連線,主要對加工過程中后刀面進行潤滑冷卻;另一個噴嘴的位置分別布置在刀具切削過程中(布置方式1),刀具空行程中(布置方式2),刀具切入前(布置方式3).為減小刀尖圓弧半徑對切削力的影響,將工件預切為槽型結構(圖2).試驗采用側壁順銑的方法進行.為了計算不同切削條件下的平均摩擦系數,使用9275B型測力儀(德國Kistler公司)測量X,Y兩向切削力(由于刀具的螺旋角為0°,且采用側壁銑削,Z向力可忽略).其中,X向是刀具的進給方向;Y向是刀具的徑向;測力儀的采樣頻率為5 000Hz.加工工藝參數:每齒進給量為0.1mm·tooth-1;軸向切深為1.6mm;徑向切深為10mm;切削速度分別為40,60,80,100,120m·min-1.
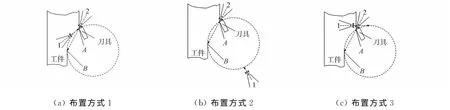
圖3 不同的噴嘴布置方式Fig.3 Different nozzle arrangements
2 摩擦系數模型
2.1 銑削力坐標變換
銑削力坐標轉換,如圖4所示.實驗過程中,測力系統可獲得工件坐標系下的切削力,如圖4(a)所示.摩擦系數μ則與刀具坐標系下的主切削力FR和吃刀抗力FT相關,有

式(1)中:μ為平均摩擦系數;α為刀具前角;FT為吃刀抗力;FR為主切削力.力的坐標轉換可表示為

式(2)中:γ為切入角;ω為角速度;t為切削時間.
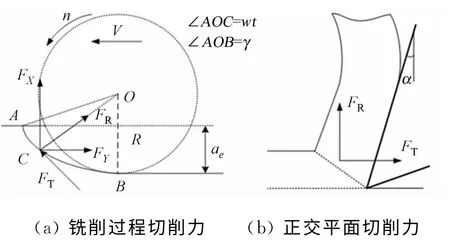
圖4 銑削力坐標轉換Fig.4 Milling force coordinate transformation
2.2 平均摩擦系數計算
切削速度為60m·min-1銑削過程摩擦系數的計算,如圖5所示.利用式(2)將銑削力的測量結果(圖5(a))轉化到直角切削坐標系下(圖5(b)),再利用式(1)計算得到整個銑削歷程的摩擦系數變化(圖5(c)),由此得到平均摩擦系數(μ),并將其作為評價潤滑冷卻條件的指標.
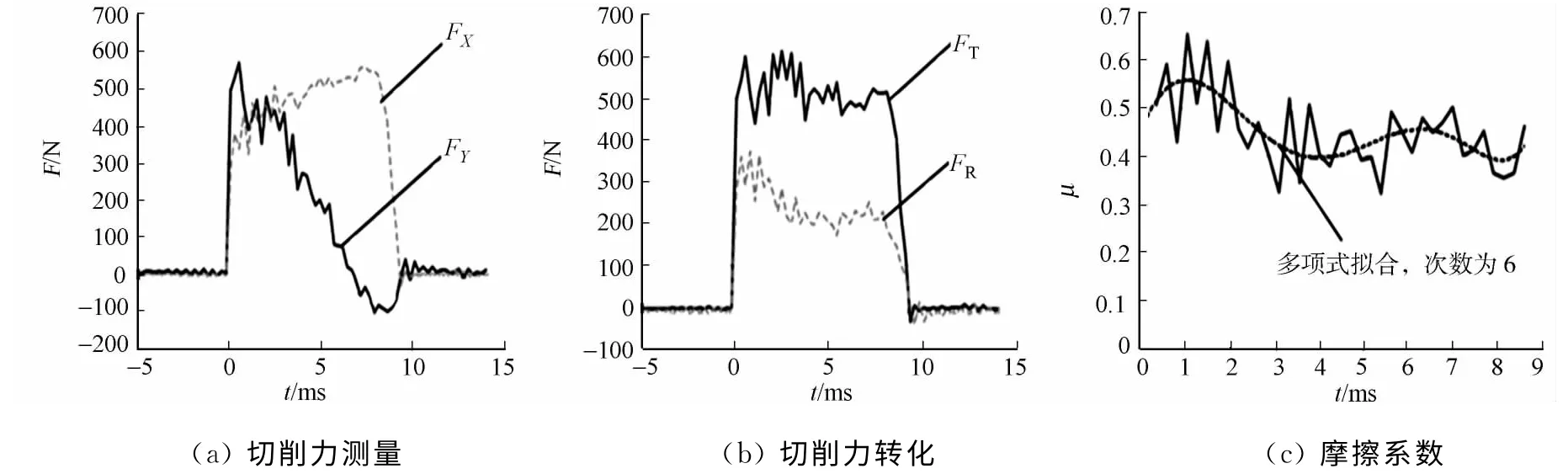
圖5 銑削過程的摩擦系數計算Fig.5 Friction coefficient calculation of the milling process
3 結果與分析
3.1 噴嘴布置方式對刀具-切屑摩擦行為的影響
在切削過程中,油霧很難到達前刀面,因此,油霧噴嘴布置的主要目的是使刀具在旋轉過程中前刀面可以滯留更多的油霧.在油霧液滴噴出到達刀具表面的過程中,存在液滴破碎的現象.液滴在噴出過程中,內部的動力大于液體表面的張力,或者液滴受到撞擊形狀發生改變后,大液滴會變為小液滴,表面能增加[11].在這個過程中,速度越快對液滴的破碎作用越有利,所以合理布置噴嘴,使刀具前刀面和油霧的冷風載體有最大的相對速度,對提高油霧的滯留有很大幫助.
將噴嘴出油量調至最大,刀具處冷風風速調至約40m·s-1,進行不同切削速度和噴嘴布置形式條件下的銑削試驗.刀具-切屑的平均摩擦系數,如表1所示.表1中:v2為切削速度;μ為平均摩擦系數.
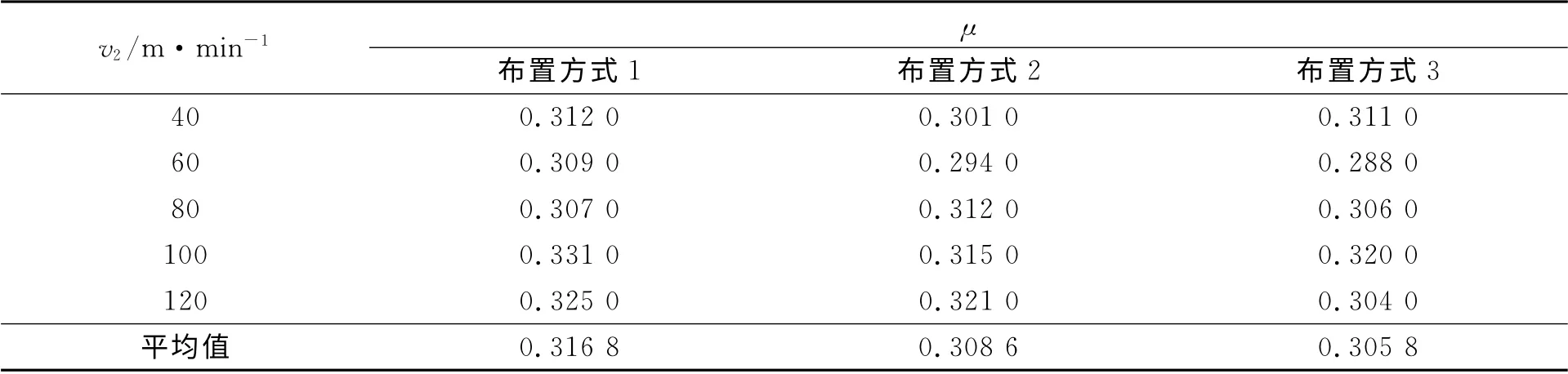
表1 不同的噴嘴布置方式下的平均摩擦系數Tab.1 Average friction coefficient under the different nozzle arrangements
由表1可知:油霧噴嘴不同的布置方式對摩擦系數有一定的影響,布置方式1的潤滑效果最差,布置方式3略好于布置方式2,主要有以下4個原因.1)由于切屑阻擋作用,布置方式1噴向前刀面的噴嘴噴出的油霧并不能很好地到達刀具前刀面,影響了刀具帶入到切削區域的油霧量.2)在刀具切削過程中,布置方式1刀具表面的溫度很高,接觸到刀具前刀面的油霧很快被氣化.3)與布置方式2相比,布置方式3刀具和噴嘴的相對速度高,由于液滴的破碎作用,刀具前刀面油霧的粘附效果好.4)布置方式3選擇在刀具切入工件的時候供油,此時刀具表面溫度最低,油霧的吸附效果好.
上述研究從側面說明:在最小微量潤滑(MQL)加工中,起潤滑作用的油霧主要是由刀具帶入切削區域的,而在切削過程中,油霧很難滲入到切削區域.后續切削實驗的MQL施加上均選用布置方式3.
3.2 出油量對刀具-切屑摩擦行為的影響
將噴嘴設置為布置方式3,設定不同的出油量,冷風風速約為40m·s-1,在不同的切削速度(v2)下測定平均摩擦系數,考察出油量對平均摩擦系數(μ)的影響,結果如圖6所示.由圖6可知:當霧化器出油量約為12mL·h-1時,繼續增加出油量對平均摩擦系數的影響有限.主要原因是出油量增加到一定值后,油霧液滴在刀具表面的粘附達到飽和,繼續增加出油量對油霧液滴的粘附作用有限,但是會浪費切削油,并增加工作場所的可吸入有害顆粒.因此,后續切削試驗的出油量均設為12mL·h-1.當冷風干切削時,平均摩擦系數隨著切削速度的增加而顯著增加;當MQL切削時,平均摩擦系數變化不顯著.
3.3 油霧載體速度對刀具-切屑摩擦行為的影響
由圖6還可知:當油霧載體速度約為40m·s-1時,平均摩擦系數在切削速度為40m·min-1時達到最小值.因此,將油霧載體速度分別設置為10,20,30m·s-1,觀察不同切削的速度(v2)下平均摩擦系數(μ)的變化情況,如圖7所示.
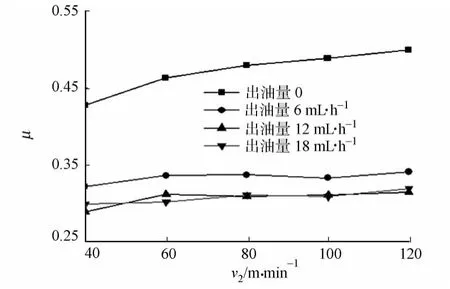
圖6 不同的出油量對平均摩擦系數的影響 Fig.6 Influence of different spray quantities on the average friction coefficient
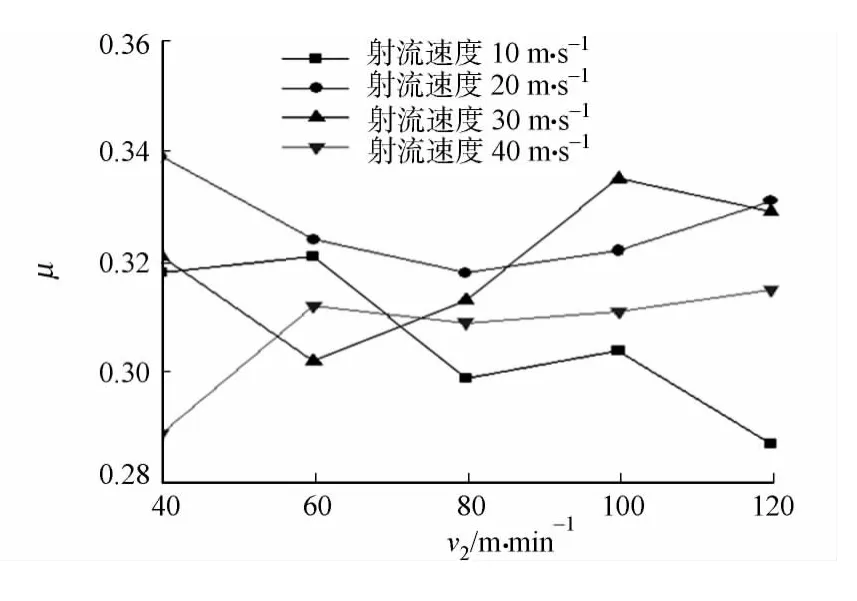
圖7 不同的油霧載體速度對平均摩擦系數的影響Fig.7 Influence of different oil mist carrier speeds on the average friction coefficient
由圖7可知:切削速度提高時,油霧載體速度需要降低才能達到較好的潤滑效果,切削速度和油霧載體速度之間存在一定的匹配關系;不同油霧載體速度對平均摩擦系數的影響無明顯規律.這主要是油霧液滴發生破碎后,形成的小液滴與刀具表面發生高速碰撞后出現回彈現象[11],影響了油霧在刀具表面的滯留.同時,油霧載體速度和切削速度的變化影響了切削區固-液兩相流場的變化[12],切削區域不同位置的液體滯留和熱對流現象都有可能發生明顯變化,影響了刀具和切屑之間的潤滑性能.因此,在MQL加工過程中,油霧載體的速度并非越高越好,油霧載體速度要與切削速度相匹配,而這個匹配機理還需要借助流體力學等方法進行深入研究.
4 結論
1)銑削加工TC4鈦合金時,在刀具切入工件前對前刀面進行噴霧給油,刀具-切屑的平均摩擦系數較小,冷風油霧潤滑效果最佳.
2)銑削加工TC4鈦合金時,存在一個極限出油量,超過此出油量后,刀具-切屑的平均摩擦系數變化不大,刀具、切屑間摩擦性能的改善不再明顯.
3)隨著鈦合金TC4銑削速度的提高,冷風干切削的平均摩擦系數持續增大,而冷風油霧切削的平均摩擦系數變化不明顯,且遠低于冷風干切削時的平均摩擦系數.
4)油霧載體速度影響了切削區固-液兩相流場的速度分布情況,進而影響了冷卻潤滑效果.對于潤滑性能的提升而言,油霧載體速度并非越高越好,油霧載體速度和刀具轉速存在一定的匹配關系,使得潤滑效果最優,但其匹配機理還需要深入研究.
[1]COURBON C,PUSAVEC F,DUMONT F,et al.Tribological behaviour of Ti6Al4Vand Inconel718under dry and cryogenic conditions:Application to the context of machining with carbide tools[J].Tribology International,2013,66:72-82.
[2]DONG H,BELL T.Enhanced wear resistance of titanium surfaces by a new thermal oxidation treatment[J].Wear,2000,238(2):131-137.
[3]MOLINARI A,STRAFFELINI G,TESI B,et al.Dry sliding wear mechanisms of the Ti6Al4Valloy[J].Wear,1997,208(1/2):105-112.
[4]楊穎.低溫冷風在綠色加工中應用的若干問題研究[D].重慶:重慶大學,2004:41-47.
[5]JAHARAH A,CHE H,SITI H,et al.Failure mode analysis of carbide cutting tools used for machining titanium alloy[J].Ceramics International,2013,39(4):4449-4456.
[6]姜峰.不同冷卻潤滑條件Ti6Al4V 高速加工機理研究[D].濟南:山東大學,2009:35-49.
[7]ASIF I,HE Ning,IQBAL K,et al.Modeling the effects of cutting parameters in MQL-employed finish hard-milling process using D-optimal method[J].Journal of Materials Processing Technology,2008,199(1/2/3):379-390.
[8]RAHIM E A,SASAHARA H.A study of the effect of palm oil as MQL lubricant on high speed drilling of titanium alloys[J].Tribology International,2011,44(3):309-317.
[9]HONG S Y,DING Yu-cheng,JEONG W.Friction and cutting forces in cryogenic machining of Ti-6Al-4V[J].International Journal of Machine Tools and Manufacture,2001,41(15):2271-2285.
[10]JIANG Feng,LI Jian-feng,RONG Yi-ming,et al.Study of cutting temperature in cold-air milling of Ti6Al4Valloy[C]∥41st CIRP Conference on Manufacturing System.Tokyo:[s.n.],2008:371-376.
[11]YULE A,DUNKLEY J.Atomisation of melts for powder production and spray deposition[M].Oxford:Clarendon Press,1994:30-58.
[12]TOSHIYUKI O,MASASHI Y,KAZUHIRO F.Air jet assisted machining of nickel-base superalloy[J].International Journal of Machine Tools and Manufacture,2012,61:20-26.