采用機器視覺的鋁壓鑄件表面缺陷檢測
2016-03-31 06:03:41鄭曉玲劉斌
華僑大學學報(自然科學版) 2016年2期
關鍵詞:機器視覺
鄭曉玲, 劉斌
(1. 數字化視覺測量廈門市重點實驗室, 福建 廈門 361021;
2. 黎明職業大學 機電及自動化學院, 福建 泉州 362000)
?
采用機器視覺的鋁壓鑄件表面缺陷檢測
鄭曉玲1,2, 劉斌1
(1. 數字化視覺測量廈門市重點實驗室, 福建 廈門 361021;
2. 黎明職業大學 機電及自動化學院, 福建 泉州 362000)
摘要:對鋁壓鑄件常見的缺陷形態進行分析,提出適用于鋁壓鑄件表面缺陷的檢測算法.首先,采用閾值分割與形態學相結合的方法分割出可疑區域;然后,根據基于面積、亮度均值、亮度均值差、灰度曲線分析的4個剔除原則,剔除偽缺陷的干擾.試驗結果表明:文中的檢測方法具有低成本、高精度、可操作性強等優點,能有效提高鋁壓鑄件生產過程中的檢測效率.
關鍵詞:鋁壓鑄件; 缺陷檢測; 偽缺陷; 機器視覺
在鋁壓鑄件生產過程中,由于種種原因,鋁壓鑄件表面不可避免地產生氣孔、裂紋、劃痕等缺陷.這些缺陷嚴重影響產品的表面質量和物理機械性能.因此,生產過程中的缺陷檢測具有十分重要的意義.目前,國內鑄造生產車間多采用人工目視檢測法,主要依賴于人工經驗,勞動強度大且工作效率低.隨著市場對壓鑄件質量要求的日益提高,以及企業勞動力成本的提升,依賴于人工檢測的傳統質量監控體系已無法適應現代生產發展的要求.在鑄件的大批量生產中,基于機器視覺的實時在線無損檢測成為壓鑄件質量檢測的發展方向.國內外許多學者進行了相關研究[1-4],但針對鋁壓鑄件表面缺陷檢測的研究成果較少.由于鋁壓鑄件形狀復雜,最常見的氣孔缺陷尺寸細微,難以準確分割出缺陷區域,并且在生產過程中出現的水漬、油污等易被誤識為缺陷,對檢測結果造成干擾.因此,本文對鋁壓鑄件常見缺陷形態進行分析,提出適用于鋁壓鑄件表面缺陷識別的算法.

圖1 機器視覺檢測流程Fig.1 Process of machine vision
1檢測過程
表面缺陷視覺檢測流程,如圖1所示.圖像處理算法可分為兩個步驟.1) 采用較快速的算法檢測到感興趣的可疑區域,將其分割出來,保存至可疑圖像緩存區.這一步驟不僅可以初步判斷是否有可疑的目標,還能縮小需要后續處理的圖片數據.2) 對可疑圖像緩存區的對象進行篩選.在鑄件生產過程中出現的水漬、油污等不屬于鑄件缺陷,但由于其外觀形貌在圖像上與缺陷非常類似,易被檢測系統誤識為缺陷.對這些偽缺陷的處理不僅增加系統檢測的負擔,而且影響對嚴重缺陷的正確識別.因此,在判斷出可疑目標的基礎上,還要進一步深入研究可疑區域上是否有真實缺陷,剔除偽缺陷的干擾.
1.1可疑區域分割
1.1.1分割算法的選擇基于邊緣檢測的可疑區域分割算法和影像相減法是缺陷檢測系統常用的檢測算法[5-7]. 但這兩種算法各有局限之處, 并不適用于復雜形狀鑄件細微缺陷的檢測. 文中采用閾值分割和形態學相結合的方法.氣孔缺陷處亮度較圖片平均亮度偏暗,因此,通過閾值分割獲得灰度值較低的像素點.陰影和噪聲點區域的灰度值和缺陷區域相似,在分割出缺陷區域時,也分割出干擾區域.利用形態學中的膨脹技術將氣孔缺陷與陰影、噪聲點的特征進行區分,從而準確分割出缺陷區域.
1.1.2閾值分割檢測黑點有氣孔缺陷的汽車啟動機蓋圖像,如圖2所示.為了提高檢測結果的精確性,在RGB模型下選取一定閾值,將低于此閾值的賦值為1,其余賦值為0.RGB模型下檢測黑點結果,如圖3所示.由圖3可知:受成像過程中出現的陰影及噪聲點的影響,檢測出缺陷區域的同時,也出現了大量的干擾區域.因此,需要通過后續途徑去除干擾,準確分離出缺陷區域.

圖2 有氣孔缺陷的汽車啟動機蓋圖像 圖3 RGB模型下檢測黑點結果圖 Fig.2 Car boot cover image with porosity defects Fig.3 RGB model for the detection of black spot′s result
1.1.3形態學圖像處理在圖像獲取過程中,由于相機噪聲、光照不均、被測物表面細小灰塵等因素影響,獲得的圖像會產生一些噪聲點,對正確識別出可疑區域造成干擾.將數學形態學中的灰度膨脹應用于缺陷檢測算法中,可有效地去除噪聲點的干擾.
數學形態學是用具有一定形態的結構元素提取和度量圖像中的對應形狀,以達到分析識別圖像的目的.因其具有天然并行結構實現的優點,可實現處理算法和形態學的并行,進而快速提高圖像分析和處理速度.數學形態學的基本運算有腐蝕、膨脹、開啟、閉合等4種.
若輸入圖像為f(x,y),結構元素為B(i,j),則形態學膨脹定義為
(1)
式(1)中:Df為圖像大小;DB為結構元素大小.
結構元素的選取除了考慮形狀的相似性及尺寸的覆蓋性外,還應考慮到腐蝕的結果是否能突顯出目標區域.因后續的檢測方法基于連通區域的幾何特征,故結構元素像素大小的選取尤為重要.若結構元素過小,則無法區分目標區域與噪聲點;若結構元素過大,則目標區域與背景區域融合為同一個連通區域.經過多次實驗效果比對,最終選用15個像素的方塊結構元素對圖像進行膨脹處理.
1.1.4連通區域面積計算標記連通區域,參考文獻[8]提出的算法,按列對圖像進行掃描編碼,每一個非零像素團記為一個run,并賦予其初始標簽.記錄所有run的起始行、結束行及所在列.若某一個run的相鄰列存在與之在行上交疊的run,則判定兩者屬于同一個連通域,賦予相同標簽.若某一列的第k個run與相鄰前一列的n個run(n>1)都存在行上的交疊,則判定以上n+1個run都是屬于同一個連通區域[8].
完成所有連通區域標記后,計算每個標簽對應的連通區域面積,保留面積值在閾值范圍內的連通塊,刪除其余連通塊,得到缺陷掩模圖像,如圖4所示.將掩模圖像與圖2相乘,成功分割出缺陷區域,如圖5所示.

圖4 缺陷掩模圖像 圖5 分割出來的缺陷區域 Fig.4 Defect mask image Fig.5 Segmented defect area
通過試驗驗證,該算法能檢測到直徑為0.1mm的氣孔缺陷,平均每幅1 280px×960px的圖像處理時間為0.061s,可獲得準確的缺陷焦點位置,完整保存缺陷形狀,以利于后續分析.
1.2偽缺陷剔除
對從原圖分割出來的可疑區域樣本進行研究,可以發現:真缺陷區域大小在一定范圍內,且較周圍存在一定范圍的亮度差,區域內部的灰度變化較均勻.
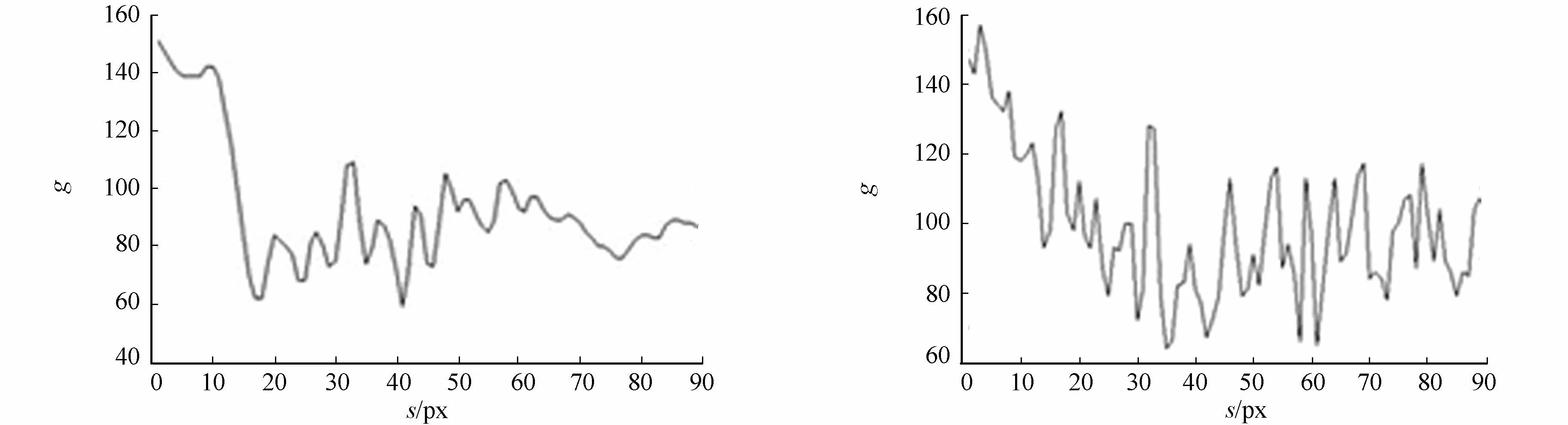
分別對氣孔和油污樣本的區域中心提取行灰度曲線,如圖6所示.圖6中:g為灰度;s為位置.由圖6可知:氣孔區域中心行灰度曲線存在一個很明顯的谷底,而油污的區域中心行灰度曲線則存在大量的尖峰抖動.鋁壓鑄件氣孔為一個凹坑區域,其表面的反射光線由于方向的改變,無法進入相機,在成像效果上呈現暗區域效果,相對周圍像素點的灰度值有明顯變化,區域內部處于一個一定范圍的灰度漸變區,理論上沿任何方向掃描,其灰度曲線都能存在一個明顯的山峰區域;而油污偽缺陷區域表面其實是平整的,并不存在反射光線方向的改變,其成像效果上的暗區域是由油污本身的物質結構所決定.在生產過程中,油污很少處處均勻地附著在鋁壓鑄件表面,其區域內部的灰度值并不是有規律地均勻漸變,故提取行灰度曲線會發現存在多處尖峰抖動.
針對鋁壓鑄件生產過程中容易出現的油污、水漬等偽缺陷,提出以下4個剔除原則.1) 計算可疑區域面積,剔除在閾值范圍外的區域.2) 計算可疑區域亮度均值,剔除在閾值范圍外的區域.3) 計算可疑區域與周圍背景的均值亮度差,剔除差值在閾值范圍外的區域.4) 用數學的方法分析氣孔區域和油污區域中心行灰度曲線波形差異,計算能夠表征此差異的特征值,剔除特征值在閾值范圍外的區域.

(a) 氣孔缺陷區域中心行灰度曲線1 (b) 氣孔缺陷區域中心行灰度曲線2

(c) 氣孔缺陷區域中心行灰度曲線3 (d) 氣孔缺陷區域中心行灰度曲線4
(e) 油污區域中心行灰度曲線1 (f) 油污區域中心行灰度曲線2
(g) 油污區域中心行灰度曲線3 (h) 油污區域中心行灰度曲線4圖6 真偽缺陷的中心行灰度曲線Fig.6 Center line gray curve of true and false defect
原則4)的波形分析具體有以下5個步驟.
步驟1對可疑區域提取中心行灰度曲線,如圖7所示.

(a) 偽缺陷樣本 (b) 真缺陷樣本

(c) 偽缺陷區域 (d) 真缺陷區域圖7 中心行灰度曲線Fig.7 Center line gray curve
步驟2提取灰度曲線所有極大、極小值點.將得到的行灰度曲線離散化,得到曲線的各個點為(x1,y1),(x2,y2),…,(xn,yn).其中:n>1;x,y分別為各點的像素位置及像素值.記曲線點集為C,有
(2)
式(2)中:yi為C集合中第i個點的像素值.當m>0時,所對應的點(xi,yi)為極值點,將其儲存入極值點集合M中.
步驟3最小二乘法擬合曲線.假設集合M中有m個點,記為(ti,yi),j=1,2,…,m.通過這些數據尋找一個m次近似多項式,有
(3)
式(3)中:φk(t)=tk,k=0,1,…,m.求系數a0,a1,…,am,使誤差的偏差平方和
(4)
最小,則P(t)稱為最小二乘擬合多項式,或稱為t,r的經驗公式.可用多元函數極值的方法求其最小點和最小值,得駐點方程為
(5)
即
(6)
利用內積的定義式,式(6)可寫為
(7)
式(7)稱為正規方程組,通過這個正規方程組解出ak的值,代入多項式P(t)中,即可得到擬合的曲線方程[9].圖8(a),(b)分別為圖7(c),(d)的擬合結果.

(a) 真缺陷 (b) 偽缺陷圖8 真偽缺陷擬合結果Fig.8 Fitting result of false and true defect
步驟4計算擬合曲線的最大曲率值為

圖9 真偽缺陷特征曲率的差異 Fig.9 Differences in the characteristics curvature of true and false defect
(8)
根據式(8)計算擬合曲線上每一點的曲率,取最大值作為該樣本圖片的特征值.
步驟5選取曲率閾值.真偽缺陷區域的特征曲率有著較為明顯的區別,如圖9所示.圖9中:k為曲率;n為樣本編號.將特征值在曲率閾值以下的圖片判定為偽缺陷圖片,從緩存區域刪除.
2試驗分析
為了驗證鋁壓鑄件缺陷檢測方法的有效性,從生產車間現場采集137幅含有若干真偽缺陷的樣本圖像進行試驗.其中,氣孔缺陷區域109處,油污42處,水漬4處.具體檢測結果,如表1所示.表1中:n為實際數目;n1為檢出數;η1為檢出率;n2為誤檢個數;η2為誤檢率.由表1可知:有102處氣孔缺陷被成功檢測,有4處油污被誤識為缺陷,檢出率和誤檢率分別為 93.5%,9.5%.造成漏檢的原因是少部分氣孔缺陷出現在很靠近邊緣的區域,在區域分割時被算法判別為陰影或噪聲點.在后續工作中,可通過改進圖像采集平臺對算法進行輔助.

表1 檢測結果
3結束語
氣孔是鋁壓鑄件鑄造過程中最常見的缺陷,其尺寸通常在毫米以下級別.采用閾值分割和形態學相結合的方法能準確分割出氣孔區域,適用于在灰度不均勻,且存在噪聲干擾的圖像中分割出小目標區域的情況.對于油污水漬這類偽缺陷,再通過增加4個篩選原則從可疑區域中剔除干擾,從而檢測出真正的缺陷.相比于傳統人工檢測方法,文中的檢測方法具有低成本、高精度、可操作性強等優點,能有效提高鋁壓鑄件生產過程中的檢測效率.
參考文獻:
[1]徐科.基于光度立體學的金屬板帶表面微小缺陷在線檢測方法[J].機械工程學報,2013,49(4):25-29.
[2]周新星.基于非下采樣Contourlet變換和PCNN的表面缺陷自動識別方法[J].應用基礎與工程學科學報,2013,21(1):174-184.
[3]段志娟.基于獨立成分分析的冷軋帶鋼表面缺陷識別[J].鋼鐵研究學報,2011,23(10):63-66.
[4]ELBEHIERY H.Surface defects detection for ceramic tiles using[J].World Academy of Science,2007,12(10):158-162.
[5]張鑫.基于圖像處理的注塑制品缺陷檢測方法研究[D].沈陽:東北大學,2009:34-38.
[6]彭向前.產品表面缺陷在線檢測方法研究及系統實現[D].武漢:華中科技大學,2009:25-27.
[7]吳煒峰.基于水平集的灰度不均勻圖像分割研究[D].廣州:華南理工大學,2013:41-42.
[8]HARALICK,ROBERT M,LINDA G.ShAPIRO, computerand robot vision[J].Addison-Wesley,1992,1(8):28-48.
[9]孫志忠.計算方法與實習[M].南京:東南大學出版社,2011:116-120.
(責任編輯: 錢筠英文審校: 楊建紅)
Surface Defect Detection of Aluminum Die Casting Using Machine Vision
ZHENG Xiaoling1,2, LIU Bin1
(1. Xiamen Key Laboratory of Digital Vision Measurement, Xiamen 361021, China;2. Institute of Electrical and Automation, Liming Vocational College, Quanzhou 362000, China)
Abstract:The common defects of aluminum die casting were analyzed in this paper, then a detection algorithm suitable for aluminum die casting surface defect was put forward. First, by using the combined method of threshold segmentation and suspicious area. Then, based on four removing principles: the area, the mean brightness, the mean brightness difference, gray curve analysis, false defects interference was eliminated. The experimental results showed that the detection method had the advantages of low cost, high precision, strong operability, and could effectively improve the detection efficiency in the process of aluminum die castings production.
Keywords:aluminum die casting; defect detection; false defect; machine vision
中圖分類號:TP 391
文獻標志碼:A
基金項目:國家自然科學基金面上資助項目(51175191)
通信作者:劉斌(1970-),男,教授,博士,主要從事數字化設計的研究.E-mail:mold_bin@hqu.edu.cn.
收稿日期:2014-10-29
doi:10.11830/ISSN.1000-5013.2016.02.0139
文章編號:1000-5013(2016)02-0139-06
猜你喜歡
軟件導刊(2016年11期)2016-12-22 21:52:17
電腦知識與技術(2016年28期)2016-12-21 12:13:14
科技視界(2016年26期)2016-12-17 17:31:58
科技視界(2016年25期)2016-11-25 19:53:52
科技視界(2016年25期)2016-11-25 09:27:34
科教導刊(2016年25期)2016-11-15 17:53:37
軟件工程(2016年8期)2016-10-25 15:55:22
科技視界(2016年20期)2016-09-29 11:11:40
科技視界(2016年6期)2016-07-12 09:12:40
科技視界(2016年15期)2016-06-30 19:03:30
