電子產品整機裝配
2016-05-30 05:45:43彭號召
教育教學論壇 2016年21期
彭號召
摘要:整機裝配工藝過程即把各種電子元器、電路板、機殼等組件按照一定的工藝要求組裝并經調試等過程,構成具有一定功能的完整的電子產品的過程。
關鍵詞:工藝;裝配;元器件;調試;參數
中圖分類號:G718.3 文獻標志碼:A 文章編號:1674-9324(2016)21-0248-02
裝配技術是將電子零件、組件和部件按設計要求裝配成整機的多種工藝的綜合。整機安裝既需要有電氣裝配技術,又需要有機械裝配技術。因此裝配技術是電子產品生產構成中極其重要的環節。
一、整機裝配的特點及方法
(一)組裝特點
電子產品的裝配在電路上是指電子元器件在電路板上的焊接,在外形上是以具體的外殼為載體,通過連接件將它們成為一個整體的過程。裝配的主要特點:①裝配是由焊接、組裝、調試等步驟的組合;②在裝配的過程中質量難以掌控,如只能憑經驗判斷焊接質量,以手感判斷開關等的裝配質量等;③組裝的工作人員之間存在差異。
(二)組裝方法
針對具體產品,分析組裝方案,選擇最佳方案。常用的組裝方法有:①功能法;②組件法;③功能組件法。
二、印制電路板的組裝
電子元器件在電路板上的安裝有機器安裝和手工安裝兩種。手工安裝簡單易行,但誤裝率高,效率低,機器安裝速度快,誤裝率低,但引線成形要求嚴格,設備成本高。常見的安裝形式有:(1)貼板安裝。它適用于防震要求高的產品。電子元器件緊貼電路板。如果是金屬外殼的電子元器件,電路板表面又有銅箔導線,應有絕緣墊或絕緣套。(2)懸空安裝。它適用于發熱元件的安裝。電子元器件與電路板要有一定的距離,常見為4~7mm左右。(3)垂直安裝。常見于電子元器件較密的電路板。(4)埋頭安裝。安裝高度低,電子元器件抗震能力。電子元器件的外殼埋于電路板的孔內,又稱為嵌入式安裝。(5)有高度限制的安裝。電子元器件的限高安裝,一般是先垂直插入,再向水平方向傾斜,以降低高度。對質量較大的電子元器件為保證其抗震性,要做處理,保證其有足夠的機械強度。(6)支架固定安裝。對于如變壓器、繼電器等,常用金屬支架固定。
三、裝配工藝
電子產品的質量好壞,除了電路設計的原因以外,更重要的還在于裝配技術。
(一)電子產品裝配原則
電子產品安裝的基本原則是:前面的工序不得影響后面的工序的安裝,先內后外、先輕后重、先鉚后裝、易碎后裝。
(二)組裝的基本工藝要求及一般安裝工藝流程
1.整機總裝的基本工藝要求:
(1)正確裝配:①不合格的安裝件不得裝配;②注意安裝元件的安全指標要求;③選用合適的緊固工具,掌握正確的緊固方法和合適的緊固力矩;④總裝過程中不要損壞電子元器件;⑤嚴格遵守安裝的一般順序,注意工序的銜接,防止工序顛倒;⑥操作技能應熟練掌握,嚴格執行三檢(自檢、互檢、專職檢驗)規定。
(2)保護好產品外觀:①防止印制電路板、塑料件等沾染油漬、汗漬,工位操作人員要帶手套操作;②外殼、面板等塑料易損件要輕拿輕放。工作臺上應設有軟墊以防塑件擦毛;③使用電烙鐵的工位操作人員要小心,不要損壞外殼、面板等塑料件;④使用膠黏劑時,要防止污染和損壞外殼。
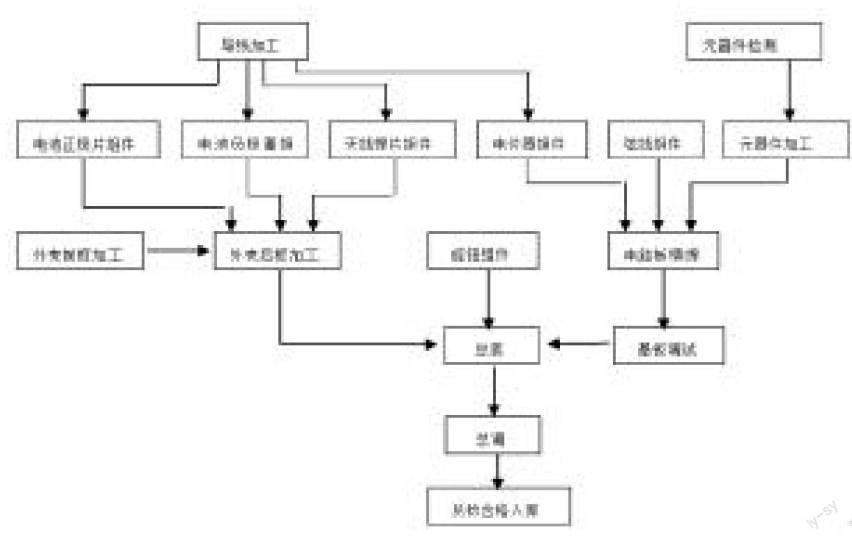
2.整機總裝的一般工藝流程。裝配工藝過程是確保達到整機技術標準的重要手段,熟練地應用學過的有關常用元器件和材料知識,裝配工藝知識,以提高裝配工藝過程中的操作技能。整機裝配的工序因使用設備工具不同、規格大小的差異,不同產品的裝配工序有所不同,但基本都大同小異。下圖為收音機的裝配過程。
3.靜電防護。
(1)靜電的危害。在電子產品的制造過程中,因摩擦而產生靜電,靜電的電壓約0.5~2KV,由于靜電而導致電子元器件擊穿損壞是最普遍的、最嚴重的危害。過高的靜電電壓使元器件擊穿而損壞,或降低元器件的性能。
(2)靜電的防護方法。對靜電敏感的電子元器件主要是半導體器件,在電子產品生產過程中,避免靜電的產生是對靜電敏感電子元器件進行靜電保護的最好方法,要組成一個靜電安全區,應包括靜電墊、專用地線和防靜電腕帶等。
四、電氣連接
電子產品的元器件連接,是通過電纜、導線和接插件等連接來實現的。導線的走向、顏色、長度、規格、電纜種類均需按工藝文件規定進行。
1.接線工藝要求。導線在電路中是用來傳輸信號和傳輸電能。接線應滿足如下要求:第一,在滿足電氣性能的條件下,應使相互平行靠近的導線扎成線束,以減小導線布設面積,而且接線要整齊美觀;第二,接線的放置要穩妥、安全。焊接時用鑷子夾緊導線,焊點要圓滑可靠,并保護好導線絕緣層不致燙傷;第三,接地線的焊接及走向要嚴格執行工藝文件,不得隨意變動;第四,連線應遠離高溫元器件(如功率管、功率電阻、變壓器等),一般在10mm以上,以防導線受熱變形或性能變差。第五,傳輸信號的導線要用屏蔽線,防止外界對信號產生干擾和信號對外干擾;第六,接線可以使用塑料、金屬卡等固定。
2.接線工藝。接線工藝是整機總裝中的重要環節。整機的接線是按接線圖、導線表等工藝卡指導文件的要求進行的。
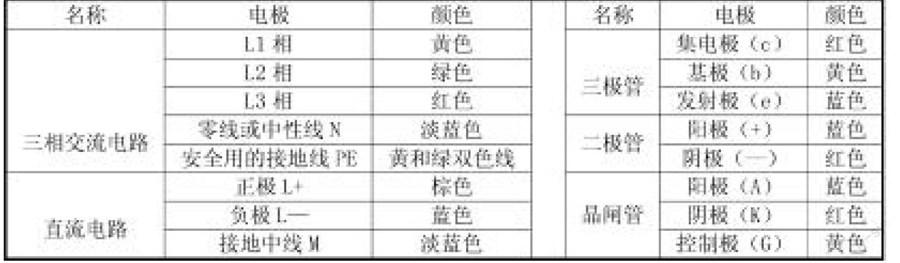
要合理選擇導線。一般整機布線常用AVR型聚氯乙烯絕緣安裝軟線,其中電流密度為2~5A/mm,具體視導線敷設的散熱情況而定。常用的導線規格有1×7/0.15、1×12/0.15、1×16/0.15等幾種(規格表示:導線根數*線芯股數/每股導線直徑)。導線顏色可參考下表。
五、整機調試
1.調試工作的主要內容。電子產品內有微調電容、電位器、電感線圈磁心等可調元件,機械傳動部分等可調部件。調試的主要內容如下:(1)熟悉產品的調試目的和要求。(2)正確合理地選擇和使用所需要的儀器儀表。(3)嚴格按照調試工藝要求,對單元電路或整機進行調試。調試完畢,用點漆、封蠟的方法固定。(4)對調試數據進行正確處理和分析,排除調試中出現的故障。
2.整機調試的一般程序。因電子產品不同,具體的調試也不盡相同。通常調試的一般程序是:電源的調試、功能電路的調試、參數測試、環境溫度試驗、參數校正。(1)調試電源。電源調試分三步:電源的空載初調、等效負載下的細調、真實負載下的精調。(2)功能電路的調試。各單元電路依次調試。(3)參數測試。各可調元件調好后,完成了電路的調試,應對產品的所有參數進行測試。(4)環境溫度試驗。測試電子產品在一定的環境下正常工作的能力。(5)整機參數復調。經過整機調試,各參數可能會變化,對參數再次進行調整,使整機處于最佳的參數狀態。
參考文獻:
[1]王為民,劉嵐.電子產品生產與組裝工藝[M].國防工業出版社,2012,(04).
[2]李洪群,閆麗華.電子產品組裝調試與維修[M].電子工業出版社,2014,(7).
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年12期)2018-08-01 00:47:44
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
