尺寸精度的灰色預(yù)測(cè)模型研究
2016-06-17 15:46:29韓興國(guó)崔學(xué)峰
科技經(jīng)濟(jì)市場(chǎng) 2016年3期
韓興國(guó) 崔學(xué)峰

摘要:在工件加工過(guò)程中影響尺寸精度的因素很多,有些因素是隨機(jī)的、無(wú)規(guī)律的,是一個(gè)灰色量,因此文章通過(guò)建立GM(1,1)模型對(duì)尺寸精度進(jìn)行預(yù)報(bào)。而考慮到外界因素對(duì)系統(tǒng)的擾動(dòng),使得數(shù)據(jù)存在失真的可能,以此引進(jìn)緩沖算子的概念,與原始數(shù)據(jù)建立的模型的預(yù)測(cè)值進(jìn)行比較,判斷是否存在數(shù)據(jù)失真的可能,保證預(yù)報(bào)精度。
關(guān)鍵詞:尺寸精度;灰色模型;緩沖算子
1 引言
機(jī)械產(chǎn)品加工過(guò)程中影響尺寸精度的因素很多,其中的主要影響因素:原始誤差,機(jī)床誤差,刀具誤差是沒(méi)辦法測(cè)量的,所以機(jī)械加工過(guò)程是個(gè)典型的灰色過(guò)程。
灰色模型就是應(yīng)用數(shù)理統(tǒng)計(jì)知識(shí)和建模理論,根據(jù)已知的少量信息進(jìn)行建模,減弱系統(tǒng)的隨機(jī)性。由于隨時(shí)間變化的因素太多,使得機(jī)械加工尺寸有時(shí)變性。要想機(jī)械加工尺寸有較為準(zhǔn)確的預(yù)報(bào),就需要模型能考慮外界環(huán)境對(duì)尺寸加工的影響,使得模型能對(duì)加工系統(tǒng)及時(shí)做出正確的反應(yīng)。在傳統(tǒng)灰色模型的基礎(chǔ)上,通過(guò)指數(shù)型弱化算子的構(gòu)造弱化外界環(huán)境對(duì)原始數(shù)據(jù)失真的干擾,以此優(yōu)化預(yù)報(bào)模型的預(yù)報(bào)精度。
2 GM(1,1)模型的建立
灰色預(yù)報(bào)模型主要是通過(guò)先建立原始序列,對(duì)原始序列進(jìn)行一次累加生成累加序列,通過(guò)最小二乘法求出參數(shù)的計(jì)算公式,以微分方程作為演繹推理工具等,得到時(shí)間響應(yīng)序列函數(shù),然后對(duì)模型進(jìn)行理論和實(shí)驗(yàn)分析,對(duì)尺寸精度進(jìn)行灰色預(yù)報(bào)。
2.1 試驗(yàn)準(zhǔn)備
試驗(yàn)時(shí)使用的車(chē)床為C5112A型數(shù)控單住立式車(chē)床,內(nèi)圓直徑尺寸為mm的進(jìn)油環(huán),通過(guò)實(shí)驗(yàn)觀察在連續(xù)加工過(guò)程中車(chē)削加工的尺寸偏差的趨勢(shì)性和隨機(jī)性,發(fā)現(xiàn)機(jī)械加工過(guò)程對(duì)加工尺寸的影響規(guī)律。
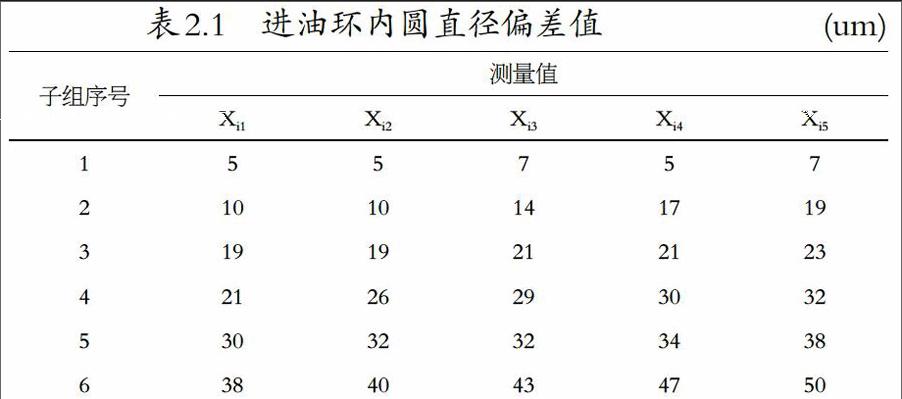
2.2 試驗(yàn)數(shù)據(jù)
取直徑尺寸偏差為預(yù)報(bào)對(duì)象,以進(jìn)油環(huán)內(nèi)圓直徑尺寸的偏差值為建模的序列,建立GM(1,1)模型。偏差值見(jiàn)表2.1
2.3 試驗(yàn)過(guò)程
試驗(yàn)步驟如下:
第一步建立原始序列。將表2.1中的原始數(shù)據(jù)以6個(gè)為單位代入時(shí)間序列GM(1,11模型,設(shè)進(jìn)油環(huán)內(nèi)圓直徑尺寸變量X(0)={X(0)(i),i=1,2,…,n}。
第二步建立累加序列。對(duì)X(0)進(jìn)行一次累加生成一次累加序列:X(1)={X(1)(K),K=1,2,…,n}=(5 10 19 21 30 38}
第三步生成微分方程。GM(1,1)模型相應(yīng)的微分方程為
+ax(1)=μ (式2.1)
式中:a為發(fā)展灰數(shù);μ為內(nèi)生控制灰數(shù)。
第四步利用最小二乘法求解。即可得預(yù)測(cè)模型
+1)=37.43.14 (式2.4)
用式2.4即可算出預(yù)測(cè)值如表2.2所示
3 精度優(yōu)化
引入緩沖算子,優(yōu)化模型精度。首先對(duì)原始數(shù)據(jù)序列進(jìn)行一階弱化處理,建立基于弱化緩沖算子處理后數(shù)據(jù)序列的生成模型,將生成模型還原成原始數(shù)據(jù)模型進(jìn)行預(yù)測(cè)從而起到弱化數(shù)據(jù)失真的作用,優(yōu)化模型預(yù)測(cè)精度。
3.1 指數(shù)型弱化緩沖算子的構(gòu)造
基本概念:設(shè)X(0)=(X(0)(1),X(0)(2),……,X(0)(n))為系統(tǒng)真實(shí)行為序列,而觀察到的系統(tǒng)行為數(shù)據(jù)序列為X=X(0)(1)+ε1,X(0)(2)+ε2,
……,X(0)(n)+εn=X(0)+ε,其中ε=(ε1,ε2,……,εn)是n個(gè)沖擊擾動(dòng)組成的數(shù)據(jù)序列,稱(chēng)x為沖擊擾動(dòng)序列。
弱化緩沖算子序列的構(gòu)造:設(shè)為系統(tǒng)行為特征序列,且令緩沖序列XD1=(x(1)d1,x(2)d2,……,x(n)d1),
x(k)d1)
則當(dāng)X為單調(diào)序列(不論增長(zhǎng)或衰減)或振蕩序列時(shí),D1、D2、D3、D4皆為弱化緩沖算子。
對(duì)原始數(shù)據(jù)序列x=(5 10 19 21 30 38),利用一階k次平均弱化緩沖算子,將原始數(shù)據(jù)進(jìn)行一階弱化處理,處理后利用GM(1,1)模型分別對(duì)緩沖作用序列建模。經(jīng)緩沖算子D1、D2、D3、D4作用后的弱化緩沖序列分別為XD1、XD2、XD3、XD4,相應(yīng)的分別建立GM(1,1)模型,可得預(yù)測(cè)模型為:
+1)=35.43.15
+1)=32.13.05
+1)=30.73.12
+1)=31.63.13
通過(guò)模型所得預(yù)測(cè)值與原始數(shù)據(jù)建立的模型所得預(yù)測(cè)值的相對(duì)誤差如表3.1:
從圖中數(shù)據(jù)可以看出,預(yù)測(cè)值相對(duì)誤差比較小,表明外界擾動(dòng)因素對(duì)原始數(shù)據(jù)失真的影響較小,預(yù)測(cè)模型對(duì)精度反應(yīng)準(zhǔn)確,同時(shí),說(shuō)明在模型預(yù)測(cè)中可以引入緩沖算子,當(dāng)數(shù)據(jù)存在失真狀態(tài)時(shí),修正模型精度。
4 結(jié)論
4.1 運(yùn)用灰色預(yù)測(cè)模型,對(duì)改進(jìn)后的生產(chǎn)過(guò)程進(jìn)行預(yù)測(cè)。灰色預(yù)測(cè)模型能考慮外界環(huán)境對(duì)尺寸加工的影響,使得模型能對(duì)加工系統(tǒng)及時(shí)做出正確的反應(yīng)。
4.2 引入弱化緩沖算子,優(yōu)化模型精度。通過(guò)試驗(yàn)建立的模型可以用來(lái)預(yù)測(cè)尺寸精度,減少生產(chǎn)過(guò)程中的調(diào)試次數(shù),但加工過(guò)程中對(duì)工件的影響因素具有時(shí)變形和動(dòng)態(tài)性,一些數(shù)據(jù)序列的波動(dòng)差異性比較顯著,為了建模后得到的模擬誤差相對(duì)較小,引入弱化緩沖算子,優(yōu)化模型預(yù)測(cè)精度。
