一種新型吊弦預(yù)配工藝流程探討
2016-07-27 10:32:42武玉傳中鐵電氣化局集團(tuán)有限公司河南鄭州450041
中國(guó)新技術(shù)新產(chǎn)品 2016年13期
關(guān)鍵詞:探討
武玉傳(中鐵電氣化局集團(tuán)有限公司,河南 鄭州 450041)
?
一種新型吊弦預(yù)配工藝流程探討
武玉傳
(中鐵電氣化局集團(tuán)有限公司,河南 鄭州 450041)
摘 要:本文通過(guò)對(duì)研究高速電氣化鐵路接觸網(wǎng)專(zhuān)業(yè)吊弦預(yù)配工藝流程為主線(xiàn),首先分析了吊弦預(yù)配工藝流程的施工現(xiàn)狀,并分析了現(xiàn)在采用的吊弦預(yù)配工藝流程存在的問(wèn)題,針對(duì)存在的問(wèn)題提出一系列的改進(jìn)措施,有利于減少人為操作的誤差,提高吊弦預(yù)配的精確度,有利于減少勞動(dòng)力,增加經(jīng)濟(jì)效率。
關(guān)鍵詞:新型;吊弦;預(yù)配工藝流程;探討
0. 引言
隨著我國(guó)高速鐵路的飛速發(fā)展,時(shí)速400km是目前國(guó)際上設(shè)計(jì)目標(biāo),也是中國(guó)鐵路走向世界的發(fā)展方向。高速鐵路一般使用電力牽引,關(guān)鍵環(huán)節(jié)包含弓網(wǎng)關(guān)系。提高受電弓取流質(zhì)量,施工中的吊弦預(yù)配工藝為之重要。傳統(tǒng)的吊弦預(yù)配工藝流程已不能滿(mǎn)足高速電氣化鐵路接觸網(wǎng)技術(shù)需要。因此,改進(jìn)吊弦預(yù)配工藝流程有利于提高施工質(zhì)量,增強(qiáng)營(yíng)運(yùn)安全系數(shù),也有利于增強(qiáng)在國(guó)內(nèi)外高速電氣化鐵路投標(biāo)階段的科技含量。
1. 吊弦預(yù)配工藝流程
1.1 確定吊弦線(xiàn)長(zhǎng)度(圖1)
根據(jù)上述圖紙尺寸和吊弦結(jié)構(gòu)高度,確定兩心形護(hù)環(huán)間距L。
吊弦線(xiàn)長(zhǎng)度根據(jù)承力索與接觸線(xiàn)之間結(jié)構(gòu)高度DI(圖2),并預(yù)留壓接和通過(guò)連接線(xiàn)夾的長(zhǎng)度,兩端預(yù)留量按300mm考慮。吊弦線(xiàn)下料的總長(zhǎng)度K為:K=D1+600mm(如圖3所示)
1.2 根據(jù)下料總長(zhǎng)度用剪線(xiàn)鉗裁線(xiàn),保證線(xiàn)頭不散股,無(wú)毛刺,松弛后無(wú)明顯的局部塑性彎曲。
1.3 壓接吊弦線(xiàn)(圖4)
1.4 接線(xiàn)端子的壓接(圖5)
1.5 壓接后的檢驗(yàn)
吊弦線(xiàn)壓接后的檢驗(yàn)包括表面質(zhì)量、尺寸和滑移指標(biāo)測(cè)試,壓接部位應(yīng)光滑、無(wú)裂紋(目測(cè));壓接牙型尺寸的檢驗(yàn)可以通過(guò)專(zhuān)用樣板或檢測(cè)模具的牙型尺寸來(lái)間接測(cè)量。一般壓接次數(shù)達(dá)到500次后查壓接模具牙型尺寸磨損情況(游標(biāo)卡尺);壓接500次以后進(jìn)行對(duì)該批產(chǎn)品進(jìn)行滑移指標(biāo)測(cè)試(拉力儀或同等等效設(shè)備)。
2. 吊弦預(yù)配工藝流程現(xiàn)狀
傳統(tǒng)吊弦安裝工藝流程是采用:“測(cè)量精確化、計(jì)算微機(jī)化、預(yù)配工廠(chǎng)化、安裝標(biāo)準(zhǔn)化”的一次到位安裝技術(shù),確保施工安裝質(zhì)量。“測(cè)量精確化、計(jì)算微機(jī)化、安裝標(biāo)準(zhǔn)化”我們通過(guò)多年的施工經(jīng)驗(yàn)已經(jīng)可以實(shí)現(xiàn)。但其中最主要的環(huán)節(jié)—預(yù)配工廠(chǎng)化,還停留在人工預(yù)配的原始階段,存在著:“預(yù)配誤差大、效率低”等不利因素。
3. 吊弦預(yù)配傳統(tǒng)工藝流程存在的主要問(wèn)題
3.1 人為誤差大
吊弦安裝通過(guò)技術(shù)部門(mén)的測(cè)量、計(jì)算后,將計(jì)算后的預(yù)配參數(shù)提報(bào)給物資部門(mén)的預(yù)配車(chē)間,預(yù)配車(chē)間預(yù)配小組按照吊弦預(yù)配表進(jìn)行預(yù)配。由于不可抗拒的人為因素,存在著:預(yù)配精確度不高,壓接工藝達(dá)效果不佳等一系列不利因素。
3.2 效率低
一個(gè)預(yù)配小組投入6個(gè)人,一個(gè)工日僅能預(yù)配吊弦100套。并且吊弦預(yù)配過(guò)程中吊弦線(xiàn)的長(zhǎng)度還在用傳統(tǒng)的直尺測(cè)量長(zhǎng)度,無(wú)法滿(mǎn)足高鐵驗(yàn)標(biāo)標(biāo)準(zhǔn)。
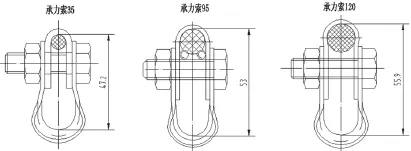
圖1 承力索線(xiàn)夾示意圖
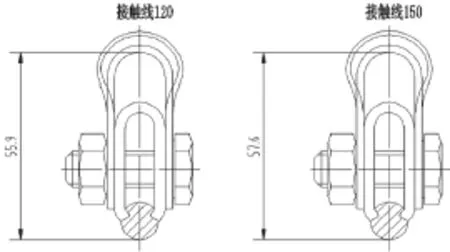
圖2 接觸線(xiàn)線(xiàn)夾示意圖
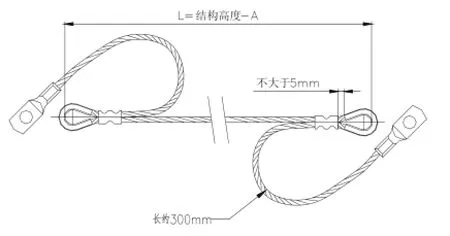
圖3 接吊弦下料示意圖
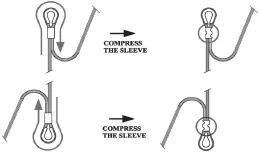
圖4 整體吊弦壓接圖

圖5 接地端子壓接圖
圖6 總體構(gòu)思示意圖
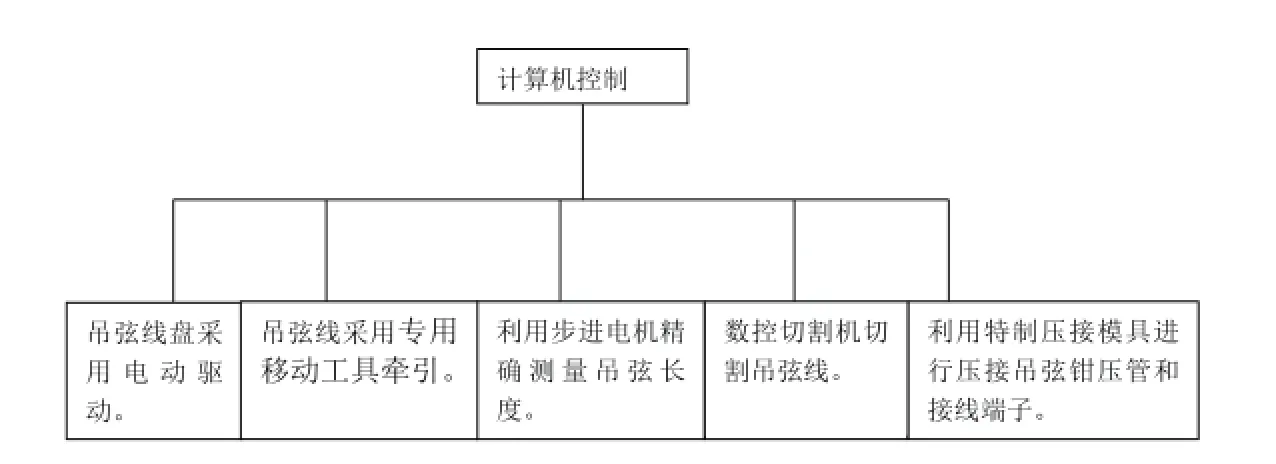
圖7
4. 吊弦預(yù)配工藝流程改進(jìn)措施
4.1 總體構(gòu)思(圖6)
吊弦預(yù)配工藝流程采用計(jì)算機(jī)控制流水線(xiàn)進(jìn)行預(yù)配工藝流程的各個(gè)環(huán)節(jié)。增加機(jī)械自動(dòng)化,電腦控制化的功能,減小人為誤差,減小勞動(dòng)力,提供經(jīng)濟(jì)效率。
4.2 實(shí)施步驟
(1)硬件設(shè)施:本條流水需提供如下設(shè)備:專(zhuān)用電腦1臺(tái),專(zhuān)用數(shù)控切割機(jī)1臺(tái),存放鉗壓管模具:1套,壓接模具2套,步進(jìn)電機(jī)1臺(tái),立式吊弦操作平臺(tái):1套,機(jī)械臂:若干。計(jì)算機(jī)流水線(xiàn)1套。
(2)配套軟件:編制針對(duì)吊弦預(yù)配控制的專(zhuān)門(mén)軟件。
(3)吊弦預(yù)配工藝流程圖如圖7所示。
(4)總體描述:將吊弦預(yù)配參數(shù)電腦輸入,通過(guò)計(jì)算機(jī)流水線(xiàn)進(jìn)行預(yù)配作業(yè),通過(guò)電動(dòng)驅(qū)動(dòng)吊弦線(xiàn)盤(pán)驅(qū)動(dòng)。利用專(zhuān)用移動(dòng)工具牽引吊弦線(xiàn)(專(zhuān)用吊弦線(xiàn)緊線(xiàn)器進(jìn)行牽引),電腦控制驅(qū)動(dòng)步進(jìn)電機(jī),通過(guò)滾珠絲桿進(jìn)行吊弦線(xiàn)預(yù)配長(zhǎng)度精測(cè)定位,通過(guò)專(zhuān)用數(shù)控切割機(jī)切割吊弦線(xiàn)。利用特制壓接模具進(jìn)行壓接吊弦鉗壓管和接線(xiàn)端子,使其達(dá)到設(shè)計(jì)要求。其示意圖如圖8~圖10所示。
4.3 實(shí)施過(guò)程描述
(1)吊弦線(xiàn)盤(pán)采用平放式與吊弦預(yù)配操作平臺(tái)一體化,采用電腦控制,電動(dòng)自動(dòng)驅(qū)動(dòng)。
(2)將吊弦預(yù)配參數(shù)輸入電腦,通過(guò)專(zhuān)用移動(dòng)工具牽引吊弦線(xiàn)(專(zhuān)用吊弦線(xiàn)緊線(xiàn)器進(jìn)行牽引),吊弦線(xiàn)長(zhǎng)度測(cè)量采用電腦控制驅(qū)動(dòng)步進(jìn)電機(jī),通過(guò)滾珠絲桿進(jìn)行吊弦線(xiàn)下料長(zhǎng)度精測(cè)定位,通過(guò)專(zhuān)用數(shù)控切割機(jī)(月牙剪刀片)切割吊弦線(xiàn)。吊弦線(xiàn)在向下道工序(壓接工藝)過(guò)渡時(shí),利用在操作平臺(tái)上設(shè)置的鉗壓管模具,順利穿上兩個(gè)鉗壓管。
(3)在吊弦預(yù)配操作平臺(tái)設(shè)置定位立柱兩組,一組是固定端,另一組為移動(dòng)端。定位柱設(shè)置可轉(zhuǎn)向把柄。定位立柱上放置心型嵌環(huán)。定位立柱移動(dòng)端利用步進(jìn)電機(jī)驅(qū)動(dòng),通過(guò)滾珠絲杠進(jìn)行吊弦預(yù)配長(zhǎng)度的精確定位后定位立柱移動(dòng)端固定牢固。
(4)在吊弦預(yù)配操作平臺(tái)設(shè)置鉗壓管、接線(xiàn)端子固定壓接模具兩套。利用機(jī)械臂將切割好的吊弦放置在兩定位立柱間。在此過(guò)程中,吊弦線(xiàn)的鉗壓管與壓接模具預(yù)留位置完美結(jié)合。吊弦回頭線(xiàn)通過(guò)定位立柱的專(zhuān)項(xiàng)把柄是吊弦線(xiàn)與定位立柱上的心形嵌環(huán)密貼接觸,吊弦線(xiàn)回頭線(xiàn)穿過(guò)鉗壓管后,吊弦回頭線(xiàn)穿入在壓接模具里接線(xiàn)端子。該流程結(jié)束后,就可以進(jìn)行吊弦機(jī)械壓接工作。
(5)利用機(jī)械臂將預(yù)制好的吊弦放在吊弦操作平臺(tái)側(cè)面吊鉤上,通過(guò)電動(dòng)打號(hào)機(jī)自動(dòng)對(duì)預(yù)制好的吊弦進(jìn)行打號(hào)工作。待吊鉤上一跨吊弦全部預(yù)制好后,由另一臺(tái)電動(dòng)打字機(jī)對(duì)該跨吊弦進(jìn)行標(biāo)示。
(6)其他要求:預(yù)配好的吊弦上的標(biāo)示要求防水,防曬、夜間反光之功能。預(yù)制過(guò)程中所需的零部件鉗壓管、接線(xiàn)端子、心型嵌環(huán)放置自動(dòng)放在吊弦操作平臺(tái)的模具里。方法可采用機(jī)械臂或者自動(dòng)卸載物料儲(chǔ)備箱。
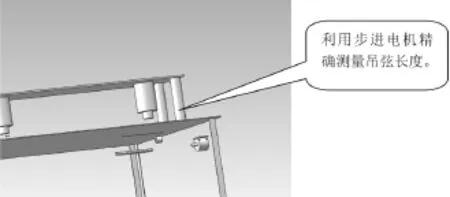
圖8 吊弦線(xiàn)下料測(cè)量示意圖
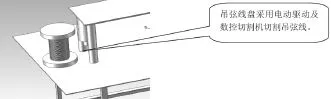
圖9 吊弦線(xiàn)切割示意圖
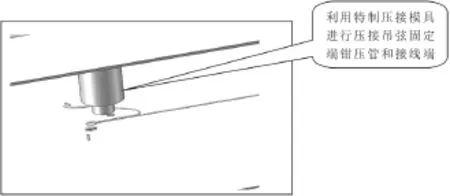
圖10 吊弦鉗壓管、接地端子壓接示意圖
結(jié)語(yǔ)
該新型吊弦預(yù)配工藝流程裝置,通過(guò)步進(jìn)電機(jī)牽引吊弦線(xiàn)進(jìn)行測(cè)量,精度可達(dá)到5μm的誤差,可確保測(cè)量吊弦線(xiàn)下料準(zhǔn)確;通過(guò)數(shù)控切割機(jī),可精確進(jìn)行切割吊弦線(xiàn),并且減少人為切割遺留毛刺、線(xiàn)頭不齊等質(zhì)量隱患,確保吊弦安裝運(yùn)營(yíng)后設(shè)備的安全;通過(guò)專(zhuān)用壓接模具進(jìn)行吊弦鉗壓管、接地線(xiàn)夾的壓接,可一次成型、壓接工藝滿(mǎn)足設(shè)計(jì)要求,避免人為壓接過(guò)程中存在著:壓接不緊、壓接過(guò)緊致使吊弦線(xiàn)發(fā)生斷股等設(shè)備質(zhì)量隱患。每根吊弦預(yù)制時(shí)間控制在1分鐘內(nèi),所需操作工人2名。可減少勞動(dòng)力投入,提高預(yù)配效率。吊弦安裝工藝流程真正做到“測(cè)量精確化、計(jì)算微機(jī)化、預(yù)配工廠(chǎng)化、安裝標(biāo)準(zhǔn)化”的一次到位安裝技術(shù)。減小人為誤差,增強(qiáng)運(yùn)營(yíng)后的設(shè)備安全系數(shù),優(yōu)化工藝流程,增強(qiáng)施工科技含量。
參考文獻(xiàn)
[1]于萬(wàn)聚.高速電氣化鐵道接觸網(wǎng)[M].成都:西南交通大學(xué)出版社,2002.
[2]高速鐵路電力牽引供電工程施工質(zhì)量驗(yàn)收標(biāo)準(zhǔn)[S].北京:中國(guó)鐵道出版社,2011.
中圖分類(lèi)號(hào):U225
文獻(xiàn)標(biāo)識(shí)碼:A
猜你喜歡
戲劇之家(2016年19期)2016-10-31 17:15:56
體育時(shí)空(2016年8期)2016-10-25 19:28:58
體育時(shí)空(2016年8期)2016-10-25 18:51:35
現(xiàn)代企業(yè)文化·理論版(2016年14期)2016-10-21 11:08:39
現(xiàn)代企業(yè)文化·理論版(2016年14期)2016-10-21 09:19:48
課程教育研究·學(xué)法教法研究(2016年21期)2016-10-20 18:00:46
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 17:59:38
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 17:32:44
啟迪與智慧·教育版(2016年8期)2016-10-20 16:09:56
商(2016年27期)2016-10-17 07:16:17
