真空擠壓成型機(jī)螺旋及其對坯體質(zhì)量的影響
2017-01-09 13:40:09蔡祖光
佛山陶瓷 2016年12期
關(guān)鍵詞:作用

摘 要:本文介紹了真空擠壓成型機(jī)螺旋的構(gòu)造及其作用,詳細(xì)論述了真空擠壓成型機(jī)螺旋對坯體質(zhì)量及產(chǎn)品質(zhì)量的影響。
關(guān)鍵詞:螺旋;構(gòu)造;作用;坯體質(zhì)量
1 引言
真空擠壓成型機(jī)是陶瓷輥棒、蜂窩陶瓷、劈開磚(也稱劈離磚或劈裂磚)、陶土板(也稱干掛陶板或陶板)及窯爐墊板(俗稱中空棚板)等制品塑性成型的關(guān)鍵設(shè)備。真空擠壓成型機(jī)按坯體擠壓成型后的輸出方位可大致區(qū)分為臥式真空擠壓成型機(jī)和立式真空擠壓成型機(jī),但因立式真空擠壓成型機(jī)擠壓成型后的坯體傳送困難等原因,在陶瓷制品的生產(chǎn)過程中,通常僅采用臥式真空擠壓成型機(jī)。臥式真空擠壓成型機(jī)(通常簡稱真空擠壓成型機(jī),除非另有說明)按螺旋軸的多少又可分為單軸真空擠壓成型機(jī)、雙軸真空擠壓成型機(jī)、三軸真空擠壓成型機(jī)。雖然真空擠壓成型機(jī)的結(jié)構(gòu)形式多種多樣,但螺旋是真空擠壓成型機(jī)的主要工作零件。在電動機(jī)及減速器的驅(qū)動下螺旋沿主軸旋轉(zhuǎn),迫使加入螺旋槽中的陶瓷泥料或磚瓦泥料(以下簡稱泥料)獲得破碎、攪拌、揉捏、混合均勻、擠壓緊密及輸送等作用,從而獲得物料分布趨于均勻、結(jié)構(gòu)致密、含水率較低、物理機(jī)械強(qiáng)度較高,表面平整光潔且具有預(yù)定截面形狀尺寸的泥條,泥條切斷后成為陶瓷坯體。由此可見,螺旋是真空擠壓成型機(jī)的關(guān)鍵零部件,它嚴(yán)重影響真空擠壓成型機(jī)的工作性能、坯體質(zhì)量及其產(chǎn)品質(zhì)量。所以說,積極研究和探討真空擠壓成型機(jī)螺旋的構(gòu)造及其作用,合理地設(shè)計制造螺旋及其相關(guān)零部件,并努力提高螺旋的設(shè)計制造質(zhì)量,對提高真空擠壓成型機(jī)的工作性能、坯體質(zhì)量、產(chǎn)品質(zhì)量及企業(yè)的經(jīng)濟(jì)效益等具有非常重要的意義。
2 螺旋的構(gòu)造
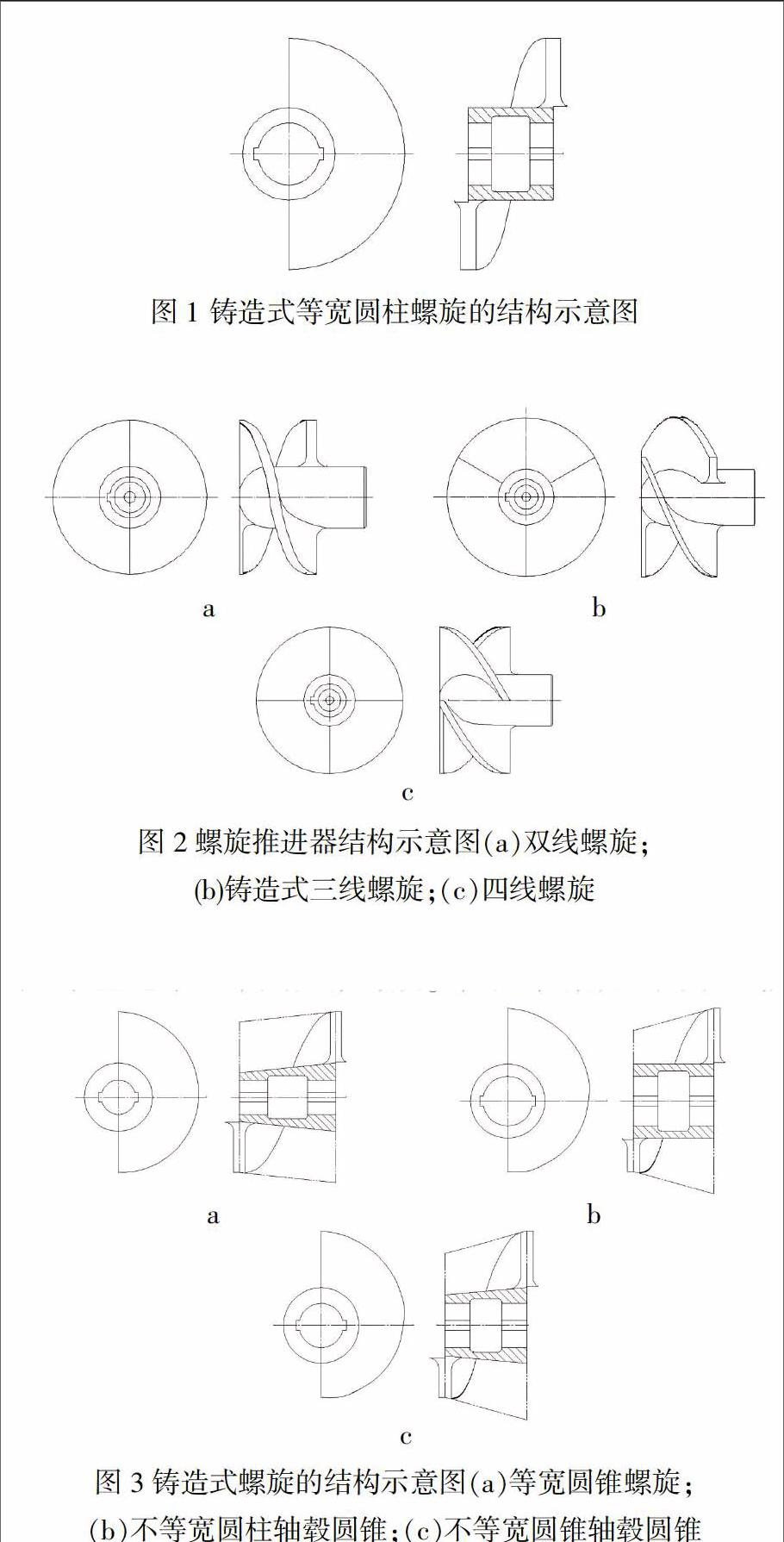
真空擠壓成型機(jī)螺旋通常是指螺旋面(也稱葉片)和軸轂的結(jié)合體(如圖1所示)。螺旋面是由一直母線沿著作為圓柱螺旋線的曲導(dǎo)線和作為圓柱軸線的直導(dǎo)線運(yùn)動且始終平行于直導(dǎo)線所垂直的平面而形成的曲面。依螺旋面和軸轂的結(jié)構(gòu)形式,真空擠壓成型機(jī)螺旋通常可區(qū)分為:等寬圓柱螺旋(俗稱正螺旋,如圖1所示)、不等寬圓柱螺旋(如:螺旋推進(jìn)器,如圖2所示)、等寬圓錐螺旋(螺旋內(nèi)、外緣的錐度角相等,也稱圓錐螺旋,如圖3a所示)、不等寬圓柱軸轂圓錐螺旋(也稱圓錐螺旋,如圖3b所示)和不等寬圓錐軸轂圓錐螺旋(螺旋內(nèi)、外緣的錐度角不相等,也稱圓錐螺旋,如圖3c所示)五種結(jié)構(gòu)形式。
圓錐螺旋對泥料具有較強(qiáng)的壓縮作用,有利于泥料的抽真空脫氣處理,因此,非真空型擠壓成型機(jī)的擠泥裝置通常采用圓錐螺旋,可有效地排除泥料中裹夾的氣體,利于提高泥料的可塑性及坯體質(zhì)量。但對于真空擠壓成型機(jī)而言,泥料中裹夾的氣體主要是通過將泥料切得更細(xì)小及提高真空泵的抽氣速率和極限真空度等措施來實(shí)現(xiàn)的。此時,擠泥裝置如果仍采用圓錐螺旋,不但對泥料的抽真空脫氣處理效果微弱,而且還增加了泥料的軸向移動阻力,造成泥料的發(fā)熱,因此,目前真空擠壓成型機(jī)擠泥裝置通常不采用圓錐螺旋。但圓錐螺旋可用于雙軸真空擠壓成型機(jī)攪泥螺旋的末端,正是由于圓錐螺旋對泥料具有較強(qiáng)的壓縮作用,利于實(shí)現(xiàn)真空室泥料的封堵(防止真空室的泄漏),所以說,目前廣泛應(yīng)用的雙軸真空擠壓成型機(jī),其上部攪泥螺旋末端通常采用圓錐螺旋的原因也就是能有效地防止真空室的氣體泄漏,確保最大限度地實(shí)現(xiàn)泥料的抽真空脫氣處理,從而獲得物料分布趨于均勻、結(jié)構(gòu)致密、含水量較低、物理機(jī)械強(qiáng)度較高,表面平整光潔且具有預(yù)定截面形狀尺寸的泥條,泥條切斷后成為陶瓷坯體。
不等寬圓柱螺旋具有將泥料均勻推進(jìn)擠壓筒(俗稱機(jī)頭)的作用,通常用于真空擠壓成型機(jī)的最末端擠泥螺旋(俗稱螺旋推進(jìn)器)。等寬圓柱螺旋是真空擠壓成型機(jī)中應(yīng)用最多最廣泛的螺旋,為了便于設(shè)計制造和裝配等,通常以二分之一螺距值的螺旋作為一個零件,再由多個零件共同組成真空擠壓成型機(jī)的攪泥螺旋、擠泥螺旋及螺旋推進(jìn)器,確保泥料經(jīng)真空擠壓成型機(jī)處理后,可獲得物料分布趨于均勻、結(jié)構(gòu)致密、含水量較低、物理機(jī)械強(qiáng)度較高,表面平整光潔且具有預(yù)定截面形狀尺寸的泥條,泥條切斷后成為陶瓷坯體。
3 螺旋的作用
螺旋面上任一點(diǎn)的螺旋升角則是通過該點(diǎn)的螺旋線的切線與直導(dǎo)線(圓柱軸線)所垂直的平面之間的夾角,因此同一螺旋面上各點(diǎn)的螺旋升角是不相同的(雖然其螺旋導(dǎo)程相同,但其所處螺旋線的半徑不同),顯然螺旋面與軸轂連接處的螺旋升角最大(因其所處螺旋線的半徑最小),而螺旋面外緣處的螺旋升角最小(因其所處螺旋線的半徑最大)。同一螺旋面上螺旋升角的最大值與最小值之差稱為側(cè)滑角,一方面,側(cè)滑角迫使泥料擠滿攪泥螺旋與攪泥箱之間的間隙,阻止泥料跟隨攪泥螺旋的同步旋轉(zhuǎn),從而促使攪泥箱內(nèi)的泥料破碎、攪拌、揉捏及混合均勻后移向篩板切割成細(xì)泥條后,進(jìn)入真空室抽真空脫氣處理。另一方面,側(cè)滑角同樣也迫使泥料擠滿擠泥螺旋和最末端擠泥螺旋(俗稱螺旋推進(jìn)器,從真空室算起)與輸泥筒(也稱機(jī)殼或泥缸)之間的間隙,阻止泥料跟隨擠泥螺旋和螺旋推進(jìn)器的同步旋轉(zhuǎn),從而促使進(jìn)入真空室抽真空脫氣處理后的泥料進(jìn)一步地攪拌、揉練、混合均勻及擠壓緊密后整體移向機(jī)嘴并獲得物料分布趨于均勻、結(jié)構(gòu)致密、可塑性得到提高、物理機(jī)械強(qiáng)度較大、表面平整光潔且具有預(yù)定截面形狀尺寸的泥條,泥條切斷后成為陶瓷坯體。
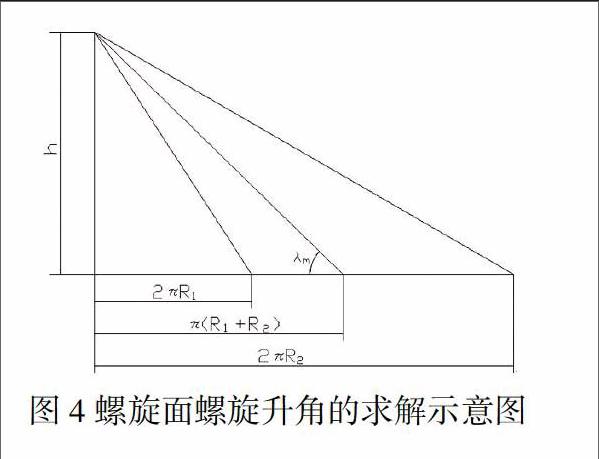
螺旋的導(dǎo)程H是指螺旋旋轉(zhuǎn)一圈(即360°)后,螺旋上的任一點(diǎn)沿軸線方向移動的距離;而螺旋的螺距S是指螺旋上任一兩相鄰螺旋槽或螺旋齒之間的軸向距離。只有單線螺旋時,螺旋的導(dǎo)程才與螺距相等,多線(也稱多頭)螺旋,導(dǎo)程等于螺旋的螺距S與螺旋的頭數(shù)之積。為了描述方便,常取螺旋面平均直徑處的螺旋升角作為螺旋的螺旋升角(如圖4所示),并且滿足下列數(shù)學(xué)表達(dá)式:
tanλm = ■
式中:λm——螺旋的螺旋升角,單位:度
R1——螺旋軸轂處的半徑,單位:mm
R2——螺旋外緣處的半徑,單位:mm
π——圓周率,常取π=3.1416
h——螺旋的導(dǎo)程,單位:mm
顯然,螺旋升角是真空擠壓成型機(jī)螺旋的一個重要參數(shù)。真空擠壓成型機(jī)攪泥螺旋和擠泥螺旋(最末端擠泥螺旋除外)通常采用結(jié)構(gòu)簡單、易于制造的單線螺旋。由于單線螺旋具有輸出泥料的脈動性等缺陷,因此為了促使泥料均勻地進(jìn)入機(jī)嘴,以便獲得物料分布趨于均勻、結(jié)構(gòu)更加均勻致密、含水率較低、物理機(jī)械強(qiáng)度較大及表面平整光潔的陶瓷坯體。所以說,真空擠壓成型機(jī)最末端擠泥螺旋——螺旋推進(jìn)器通常采用雙線螺旋(中小型真空擠壓成型機(jī),如圖2a所示)、三線螺旋(大中型真空擠壓成型機(jī),如圖2b所示)甚至四線螺旋(大型真空擠壓成型機(jī), 如圖2c所示)。
真空擠壓成型機(jī)螺旋軸,如果采用有限長度的軸向型葉片(如圖5a所示),相當(dāng)于螺旋升角λm=90°,顯然泥料只有跟隨螺旋軸的同步旋轉(zhuǎn)運(yùn)動,沒有從攪拌箱的加料處移向真空室的軸向運(yùn)動以及從真空室移向機(jī)嘴的軸向運(yùn)動。如果采用徑向型葉片(如圖5b所示),相當(dāng)于螺旋升角λm=0°,那么泥料僅受到軸向切割,同樣也沒有從攪拌箱的加料處移向真空室的軸向運(yùn)動以及從真空室移向機(jī)嘴的軸向運(yùn)動。所以真空擠壓成型機(jī)螺旋軸只有采用適宜的螺旋升角λm(0°<λm <90°)的螺旋型葉片(也稱螺旋面,如圖5c所示),泥料才會受到螺旋面的破碎、攪拌、揉練、混合均勻、擠壓緊密及輸送等作用。由此可見,真空擠壓成型機(jī)螺旋對泥料產(chǎn)生破碎、攪拌、揉練、混合均勻、擠壓緊密及輸送等作用,這就是真空擠壓成型機(jī)螺旋的作用。
4 螺旋對坯體質(zhì)量的影響
4.1螺旋升角
如果真空擠壓成型機(jī)螺旋的螺旋升角太大,雖然對泥料的輸送量多、產(chǎn)量大,但泥料在攪泥裝置和擠泥裝置中的停留時間較短,顯然攪泥螺旋、擠泥螺旋和螺旋推進(jìn)器對泥料的破碎、攪拌、揉練、混合均勻及擠壓緊密等作用勢必減弱,因此所得泥料的物料分布欠均勻、結(jié)構(gòu)疏松、致密度較差及物理機(jī)械強(qiáng)度也較差。反之,如果真空擠壓成型機(jī)螺旋的螺旋升角太小,雖然攪泥螺旋、擠泥螺旋和螺旋推進(jìn)器對泥料的攪拌、揉練、混合均勻及擠壓緊密等作用大,但泥料易于發(fā)熱,同樣泥料質(zhì)量及坯體質(zhì)量也不好。同時,我們選用真空擠壓成型機(jī)的目的是為了獲得物料分均勻、含水率較低、結(jié)構(gòu)更加均勻致密、物理機(jī)械強(qiáng)度較大及表面平整光潔的陶瓷坯體。因此,實(shí)踐生產(chǎn)中,真空擠壓成型機(jī)攪泥螺旋之螺旋升角常選用=15~25°,擠泥螺旋和螺旋推進(jìn)器之螺旋升角常選用=15~20°。
4.2螺旋的斷面形狀
構(gòu)成真空擠壓成型機(jī)螺旋面的母線為直線,若此直母線與圓柱軸線垂直相交所形成的螺旋面(如圖6a所示)稱之為垂直型螺旋面;若此直母線與泥料移向機(jī)嘴的方向向前傾斜一角度(以β表示,且β>0,常為3~5°)所形成的螺旋面(如圖6b所示)稱之為前傾型螺旋面;若此直母線與泥料移向機(jī)嘴方向的反向即向后傾斜一角度(以γ表示,且γ>0,常為3~5°)所形成的螺旋面(如圖6c所示)稱之為后傾型螺旋面。顯然垂直型螺旋面對泥料的擠壓推進(jìn)作用較大,同時又易于設(shè)計制造,因此攪泥螺旋和擠泥螺旋通常采用垂直型螺旋面。由于前傾型螺旋面能促使泥料滑向軸轂處,有利于泥料擠滿機(jī)頭的整個橫截面,更利于獲得物料分布趨于均勻、結(jié)構(gòu)致密、含水量較低、物理機(jī)械強(qiáng)度較高,表面平整光潔及具有預(yù)定截面形狀尺寸的優(yōu)質(zhì)陶瓷坯體,因此,中、大型真空擠壓成型機(jī)用螺旋通常采用β=3~5°的前傾型螺旋面。雖然后傾型螺旋面能促使泥料擠滿攪泥箱和輸泥筒等之間的間隙,也能有效地阻止泥料跟隨螺旋的旋同步轉(zhuǎn),從而迫使泥料移向機(jī)嘴,但它增大了泥料的回流量,導(dǎo)致泥料嚴(yán)重發(fā)熱而影響泥料的塑性擠壓成型工藝性能,因此真空擠壓成型機(jī)通常不宜采用傾型螺旋面。
4.3 螺旋面的表面粗糙度
真空擠壓成型機(jī)螺旋通常采用鑄造螺旋,其工作表面通常非常粗糙,需人工打磨拋光螺旋工作面。即使人工打磨拋光螺旋工作面的螺旋與泥料接觸時,仍造成泥料的發(fā)熱及真空擠壓成型機(jī)功率消耗的增大等。所以剛投入使用的真空擠壓成型機(jī),因其螺旋表面還不夠光滑,與泥料接觸時易發(fā)熱,并表現(xiàn)為輸泥筒的嚴(yán)重發(fā)熱。由此可見,努力打磨拋光螺旋工作面或采用精密鑄造(如:熔模鑄造等)等措施,努力提高螺旋面的光潔平整度,可以最大限度地減少泥料的發(fā)熱量,從而獲得質(zhì)量優(yōu)良的陶瓷坯體。
4.4螺旋葉片的根部圓角
如圖6所示,通常鑄造螺旋面與軸轂的連接處即葉片的根部應(yīng)有一光滑的過渡圓角,其圓角半徑通常隨螺旋半徑的增大而增大,常以20~40 mm為宜(小型真空擠壓成型機(jī)機(jī)取小值,大型真空擠壓成型機(jī)機(jī)取大值)。只有這樣,才能減少泥料在軸轂處的粘接量(堆積量)及減少泥料與真空擠壓成型機(jī)螺旋處的摩擦阻力等,利于獲得質(zhì)量優(yōu)良的陶瓷坯體。
4.5 螺旋軸的轉(zhuǎn)速
螺旋軸的轉(zhuǎn)速是真空擠壓成型機(jī)的重要參數(shù)之一,其大小不僅關(guān)系到真空擠壓成型機(jī)的產(chǎn)量及功率消耗,而且還影響擠壓成型的陶瓷坯體質(zhì)量。雖然螺旋軸的轉(zhuǎn)速較高,所得陶瓷坯體的產(chǎn)量大,但泥料在攪泥裝置和擠泥裝置中的停留時間較短,攪泥螺旋、擠泥螺旋及螺旋推進(jìn)器對泥料的破碎、攪拌、揉練、混合均勻及擠壓緊密等作用勢必較小,因此所得泥條的物料分布欠均勻、結(jié)構(gòu)疏松、致密度較差及物理機(jī)械強(qiáng)度較差,泥條切斷成為陶瓷坯體的質(zhì)量也差。反之,如果螺旋軸的轉(zhuǎn)速太低,不僅真空擠壓成型機(jī)的產(chǎn)量小,而且泥料容易發(fā)熱,同樣所得陶瓷坯體的質(zhì)量也不好。真空擠壓成型機(jī)螺旋軸選用多大的轉(zhuǎn)速通常應(yīng)從泥料的配方(配比)、顆粒大小、顆粒的級配比例、含水率、真空擠壓成型機(jī)的產(chǎn)量、功率消耗及其結(jié)構(gòu)特點(diǎn)等進(jìn)行全面地分析研究,并用實(shí)驗的方法來確定。顯然上述實(shí)驗的方法固然真實(shí)可靠,但需花費(fèi)很多時間和物力等,因此實(shí)踐生產(chǎn)中,通常使攪泥螺旋最外緣處的線速度常取0.8~1.2 m/s為宜,而擠泥螺旋和螺旋推進(jìn)器最外緣的線速度常取0.8~1.0 m/s為宜。
4.6螺旋的排序
真空擠壓成型機(jī)螺旋的排序就是指從攪泥螺旋、攪泥螺旋至螺旋推進(jìn)器為止,螺旋構(gòu)造的變化關(guān)系,主要表現(xiàn)為螺旋形狀的變化(如:圓柱螺旋、圓錐螺旋)和結(jié)構(gòu)的變化(如:螺旋升角是定值,還是變數(shù)等)。
(1)攪泥螺旋
真空擠壓成型機(jī)的攪泥螺旋常采用的螺旋排序大致有兩類:
1)圓柱螺旋—軸套—篩板(真空室)
攪泥螺旋的螺旋升角處處相等無變化,泥料易于軸向推進(jìn)經(jīng)篩板切割成細(xì)泥條進(jìn)入真空室抽真空脫氣處理,泥料輸送順暢,泥料的破碎、攪拌、揉捏及混合均勻主要取決于螺旋的軸向長度及螺旋升角的大小。如果攪泥裝置采用單攪泥螺旋軸,需在加料段螺旋從攪泥箱底部向外旋轉(zhuǎn)的那一側(cè)需添加壓泥筒(常為近似橢圓形滾筒)機(jī)構(gòu),壓泥筒的旋轉(zhuǎn)(由驅(qū)動機(jī)構(gòu)驅(qū)動)后,能阻止攪泥箱加料段泥料的向外排出,實(shí)現(xiàn)向真空擠壓成型機(jī)攪泥裝置的加料(也稱投料)。如果攪泥裝置采用兩根攪泥螺旋軸,兩螺旋軸應(yīng)分別配置左旋螺旋和右旋螺旋且兩螺旋軸的旋轉(zhuǎn)方向相反,螺旋的旋轉(zhuǎn)方向只能是由外側(cè)向兩螺旋軸內(nèi)部旋轉(zhuǎn),此時,攪泥裝置具有強(qiáng)制加料的功能,無需添加壓泥筒機(jī)構(gòu)。
2)圓柱螺旋—圓錐螺旋—軸套—篩板
這類排序通常僅雙軸真空擠壓成型機(jī)采用,顯然,泥料經(jīng)篩板切割成細(xì)泥條進(jìn)入真空室抽真空脫氣處理時,因螺旋構(gòu)造的變化(由圓柱螺旋轉(zhuǎn)變成圓錐螺旋),泥料的輸送阻力增大,有利于真空室的封堵(防止真空室的泄漏),確保真空室的細(xì)泥條充分抽真空脫氣處理,有利于獲得物料分布趨于均勻、組織結(jié)構(gòu)更加致密、含水量較低、物理機(jī)械強(qiáng)度較高,表面平整光潔且具有預(yù)定形狀尺寸的陶瓷坯體。
(2)擠泥螺旋(包括螺旋推進(jìn)器)
真空擠壓成型機(jī)的擠泥螺旋常采用的螺旋排序大致有兩類:
1)圓柱螺旋—圓錐螺旋—圓柱螺旋—軸套—螺旋推進(jìn)器。
目前,為了便于金屬切削加工及降低生產(chǎn)成本,通常將軸套與螺旋推進(jìn)器鑄成一體。因此,國內(nèi)外真空擠壓成型機(jī)擠泥螺旋(包括螺旋推進(jìn)器)常用采用該排序后,真空室中充分抽真空脫氣處理后的細(xì)泥條能夠快速進(jìn)入輸泥筒,有利于減少真空室的堵塞等。同時,由于螺旋的構(gòu)造及螺旋升角發(fā)生了變化,即由大→中等→小→大的變化,對充分抽真空脫氣處理后的泥料進(jìn)行了進(jìn)一步地攪拌、揉練、混合均勻及擠壓緊密后,又以較高的擠壓推進(jìn)效率將泥料推進(jìn)機(jī)頭機(jī)嘴,利于獲得分布趨于均勻、組織結(jié)構(gòu)更加致密、含水量較低、物理機(jī)械強(qiáng)度較高,表面平整光潔且具有預(yù)定形狀尺寸的陶瓷坯體。其缺點(diǎn)是擠泥裝置的功率消耗偏高。
2)圓柱螺旋—圓柱螺旋—軸套—螺旋推進(jìn)器。
雖然螺旋的構(gòu)造沒有變化,即螺旋外緣直徑?jīng)]有變化,但螺旋升角由大→小→大的變化,其效果與第一類排序大致相同,但其擠泥裝置的功率消耗比第一類排序略有下降,在節(jié)能減排、低碳、綠色環(huán)保的今天,其社會經(jīng)濟(jì)效益也是非常顯著的。所以說,第二類排序是真空擠壓成型機(jī)擠泥螺旋(包括螺旋推進(jìn)器)排序的最佳選擇。
3)圓柱螺旋—圓柱螺旋—軸套—螺旋推進(jìn)器。
該排序是真空室與輸泥筒的螺旋升角處處相等無變化,僅螺旋推進(jìn)器的螺旋升角較大,泥料易于移向機(jī)嘴,所得陶瓷坯體質(zhì)量尚好,設(shè)計制造方便,生產(chǎn)成本較低,便于生產(chǎn)組織和管理;但操作中稍有疏忽,易造成真空室的堵塞,通常僅中小型真空擠壓成型機(jī)擠泥螺旋(包括螺旋推進(jìn)器)采用該排序。
4)圓柱螺旋—圓錐螺旋—圓柱螺旋—軸套—螺旋推進(jìn)器。
該排序的螺旋外緣直徑由小變大,螺旋升角則是由中等→大→小→大的變化,由于圓錐形輸泥筒中圓錐螺旋的螺旋升角大于真空室中擠泥螺旋的螺旋升角,那么泥料極易進(jìn)入圓錐形輸泥筒,不但減少了真空室堵塞的弊病,而且還增加了真空室中泥料的抽真空脫氣處理空間,促使泥料充分抽真空脫氣處理。同時,圓柱輸泥筒中圓柱螺旋之螺旋升角又小于真空室中擠泥螺旋的螺旋升角,因而對泥料的攪拌、揉練、混合均勻及擠壓緊密等作用顯著,所得陶瓷坯體質(zhì)量優(yōu)良。所以說,該排序適用于產(chǎn)品規(guī)格尺寸范圍大,且最大規(guī)格尺寸大于真空室中擠泥螺旋直徑的真空擠壓成型機(jī)之?dāng)D泥螺旋(包括螺旋推進(jìn)器)采用。
考慮到真空擠壓成型機(jī)常采用單擠泥螺旋軸的結(jié)構(gòu),因此,與單攪泥螺旋軸一樣,需在真空室內(nèi)擠泥螺旋從底部向外旋轉(zhuǎn)的那一側(cè)添加壓泥筒(常為近似橢圓形滾筒)機(jī)構(gòu),壓泥筒的旋轉(zhuǎn)(由驅(qū)動機(jī)構(gòu)驅(qū)動)后,能阻止真空室內(nèi)泥料的向外甩出,實(shí)現(xiàn)向真空室內(nèi)下部擠泥螺旋的喂料,減少或消除真空室的堵塞。或在在真空室內(nèi)擠泥螺旋正上方的兩側(cè)添加壓泥板機(jī)構(gòu),兩壓泥板的旋轉(zhuǎn)方向相反,壓泥板的旋轉(zhuǎn)方向只能是由外側(cè)向兩壓泥板軸內(nèi)部旋轉(zhuǎn),具有強(qiáng)制喂料的功能,同樣達(dá)到減少或消除真空室堵塞的目的。
4.7螺旋與相鄰零部件之間的間隙
真空擠壓成型機(jī)螺旋與相鄰零部件(包括:攪泥箱、真空室底部、壓泥板、壓泥滾筒、圓錐形輸泥筒及圓柱形輸泥筒等)之間的間隙越小,越能有效地減少泥料的回流和發(fā)熱,從而增強(qiáng)對泥料的破碎、攪拌、揉練、混合均勻、擠壓緊密及輸送等作用。但考慮到真空擠壓成型機(jī)螺旋軸常處于懸臂安裝,且屬于細(xì)長軸的范疇,其受力又非常復(fù)雜,極易產(chǎn)生彎曲變形等影響真空擠壓成型機(jī)的正常工作。因此真空擠壓成型機(jī)螺旋與相鄰零部件之間必須留有適宜的間隙以彌補(bǔ)設(shè)計計算及加工裝配誤差等,通常隨螺旋直徑的增大而增大,常以3~8 mm為宜(小型真空擠壓成型機(jī)取小值,大型真空擠壓成型機(jī)取大值)。實(shí)踐生產(chǎn)中,真空擠壓成型機(jī)工作一段時期后,應(yīng)及時檢查螺旋的磨損量,因陶瓷原料中含有大量堅硬的瘠性物料顆粒(如:長石、石英或方石英等),當(dāng)螺旋外緣半徑的磨損量大于10~20 mm(小型真空擠壓成型機(jī)取小值,大型真空擠壓成型機(jī)取大值)時,真空擠壓成型機(jī)的產(chǎn)量及陶瓷坯體的質(zhì)量將嚴(yán)重下降,必須及時更換已磨損了的螺旋。
4.8 螺旋的軸向長度
如果真空擠壓成型機(jī)螺旋的軸向長度太短,那么攪泥螺旋、擠泥螺旋及螺旋推進(jìn)器對泥料的破碎、攪拌、揉練、混合均勻、擠壓緊密及輸送等作用較弱,顯然難于獲得較高質(zhì)量的陶瓷坯體。反之,如果真空擠壓成型機(jī)螺旋的軸向長度太長,雖然攪泥螺旋、擠泥螺旋及螺旋推進(jìn)器對泥料的破碎、攪拌、揉練、混合均勻、擠壓緊密及輸送等作用較強(qiáng),但泥料容易發(fā)熱,同時真空擠壓成型機(jī)的功率消耗又急劇增大,同樣陶瓷坯體的質(zhì)量也不好。因此我們只能根據(jù)所需陶瓷坯體的致密度、物理機(jī)械強(qiáng)度及泥料的含水率、顆粒級別及其級配比例以及真空擠壓成型機(jī)的結(jié)構(gòu)特點(diǎn)等進(jìn)行全面地分析研究,并由實(shí)驗確定。實(shí)踐生產(chǎn)經(jīng)驗表明,通常封閉室內(nèi)螺旋的軸向長度是其最大螺距值的2.5~3.5倍,能獲得質(zhì)量較好的陶瓷坯體,抽真空具體說來就是,攪泥裝置(封閉處)的攪泥螺旋的軸向長度常取其最大螺距值的3~3.5倍,而加料段的攪泥螺旋的軸向長度由加料口的結(jié)構(gòu)等設(shè)計確定;擠泥裝置(封閉處)的擠泥螺旋及螺旋推進(jìn)器的軸向長度常取其最大螺距值的2.5~3倍,而真空室內(nèi)的擠泥螺旋的軸向長度由真空室的結(jié)構(gòu)等設(shè)計確定。
5 結(jié)論
真空擠壓成型機(jī)是陶瓷棍棒、蜂窩陶瓷、劈開磚(也稱劈離磚或劈裂磚)、陶土板(也稱干掛陶板或陶板)及窯爐墊板(俗稱中空棚板)等塑性擠壓成型用的關(guān)鍵設(shè)備。我們認(rèn)為采取下列措施,能最大限度地提高真空擠壓成型機(jī)螺旋對泥料的攪拌、揉練、混合均勻及擠壓緊密等作用,達(dá)到減弱或消除泥料的分層、摩擦發(fā)熱及顆粒的定向排列等缺陷,從而獲得物料分布趨于均勻、結(jié)構(gòu)致密、含水率較低(約15%)、物理機(jī)械強(qiáng)度較高(貫入度儀測定值不小于2.5kg/cm2),表面平整光潔且具有預(yù)定截面形狀尺寸的泥條,泥條切斷后成為陶瓷坯體。
(1)采用垂直型等螺距螺旋,較小螺旋升角(λm=15~25°)的單線螺旋面的攪泥螺旋。
(2)采用垂直型等螺距螺旋,較小螺旋升角(λm=15~20°)的單線螺旋面的擠泥螺旋。
(3)采用垂直型螺旋,較小螺旋升角(λm=15~200)的雙線(中小型真空擠壓成型機(jī)) 螺旋推進(jìn)器,或采用β=3~5° 前傾型螺旋,較小螺旋升角(λm=15~20°)的三線(大中型真空擠壓成型機(jī))甚至四線(大型真空擠壓成型機(jī))螺旋面的螺旋推進(jìn)器。
(4)選用適宜的攪泥軸轉(zhuǎn)速(攪泥螺旋外緣處線速度0.8~0.12 m/s)和擠泥軸轉(zhuǎn)速(攪泥螺旋外緣處線速度0.8~0.10 m/s)。
(5)采用螺旋面與軸轂圓角過渡(圓角半徑常為20~40mm)的鑄造型螺旋,通過打磨拋光或精密鑄造等努力提高攪泥螺旋、擠泥螺旋和螺旋推進(jìn)器的表面光滑度及其平整度。
(6)努力減少攪泥箱與攪泥螺旋、壓泥滾筒與攪泥螺旋、真空箱內(nèi)壓泥板(壓泥滾筒)與擠泥螺旋以及擠泥螺旋和螺旋推進(jìn)器與輸泥筒之間的間隙(常以3~8 mm為宜),當(dāng)螺旋外緣半徑的磨損量大于10~20 mm,須及時更換已磨損了的螺旋、壓泥板及壓泥滾筒等。
(7)攪泥裝置(封閉處)的攪泥螺旋的軸向長度常取其最大螺距值的3~3.5倍,而攪泥裝置加料段的攪泥螺旋的軸向長度由加料口的結(jié)構(gòu)等設(shè)計確定;擠泥裝置的擠泥螺旋及螺旋推進(jìn)器的軸向長度常取其最大螺距值的2.5~3倍,而擠泥裝置真空室內(nèi)的擠泥螺旋的軸向長度則由真空室的結(jié)構(gòu)等設(shè)計確定。
參考文獻(xiàn)
[1] 林云萬.陶瓷機(jī)械手冊[M].上海,上海交通大學(xué)出版社,1991.
[2] 蔡祖光. 真空擠壓成型機(jī)螺旋升角的選定[J]. 中國建材, 2002(10):78-79.
猜你喜歡
中國科技博覽(2016年18期)2016-10-19 11:35:03
中國科技博覽(2016年18期)2016-10-19 10:37:23
中國科技博覽(2016年18期)2016-10-19 09:31:48
中國科技博覽(2016年18期)2016-10-19 08:54:57
科技視界(2016年21期)2016-10-17 20:17:04
商(2016年27期)2016-10-17 05:12:53
考試周刊(2016年79期)2016-10-13 23:33:50
考試周刊(2016年79期)2016-10-13 23:06:05
考試周刊(2016年77期)2016-10-09 11:54:42
考試周刊(2016年76期)2016-10-09 08:45:44
