淺談薄壁零件的數(shù)控車削加工
2017-04-20 10:59:21張景霞陳文殊
科技創(chuàng)新導報 2016年36期
張景霞++陳文殊
摘 要:薄壁零件剛性差、強度弱,在加工過程中極易產(chǎn)生變形,容易產(chǎn)生尺寸、形狀、位置誤差,很難保證精度要求,但是由于薄壁零件自身的優(yōu)點,應用又非常廣泛,所以如何提高薄壁零件的加工精度,保證零件的加工質(zhì)量一直困擾著我們,為了解決這個難題,通過實踐摸索,找到了一套比較成熟的加工方法。該文結合工件實例分析了薄壁零件的加工特點、加工難點,優(yōu)化了加工方案和加工路線,完善了輔助夾具設計,對加工方法、裝夾方法、刀具參數(shù)、切削參數(shù)的設定均有詳細規(guī)定,提出了減少和防止加工變形的方法以及數(shù)控車削薄壁零件的編程技巧,克服了此類零件的加工工藝問題。
關鍵詞:薄壁零件 變形 數(shù)控加工
中圖分類號:TG519.1 文獻標識碼:A 文章編號:1674-098X(2016)12(c)-0094-02
在實際生產(chǎn)過程中,經(jīng)常會遇到加工各種不同類型的薄壁零件,因為它具有結構小、質(zhì)量輕、材料省、結構緊湊等優(yōu)點,所以應用在各行各業(yè),特別是在航空航天業(yè)應用更加廣泛。薄壁件加工時由于振動、夾緊力、切削熱、內(nèi)應力、車削力對變形的影響,使工件產(chǎn)生大幅度的形狀變形,導致零件尺寸精度、形狀精度和位置精度超差,表面粗糙度難以保證,提高薄壁件的加工精度,保證零件的質(zhì)量要求,一直是業(yè)內(nèi)人士關心的話題,也是亟待解決的問題。
1 零件結構分析
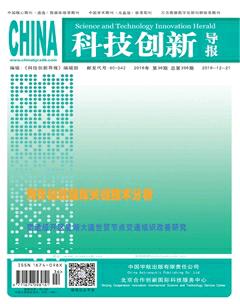
(1)從零件圖1分析,該零件由圓柱面、逆圓弧、順圓弧、內(nèi)螺紋等組成,材料為45號鋼,毛坯為內(nèi)輪廓基本相似的鑄件Φ85 mm×50 mm。
(2)該零件是薄壁件,壁厚只有2 mm,而且精度要求高。
(3)薄壁件在加工過程中達不到精度要求的關鍵原因是變形問題。薄壁件的變形主要有以下幾種:夾緊變形、振動變形、熱變形、測量變形。引起工件變形的主要原因有:夾緊力、切削力、切削熱、內(nèi)應力等。為了達到零件圖要求,應從夾具設計、刀具參數(shù)、切削用量、編程方法等方面綜合考慮,經(jīng)過多次實踐,找出了解決該問題行之有效的工藝方案。
2 工藝方案設計
2.1 操作步驟
(1)夾緊毛坯左端,伸出卡盤長度20 mm,加工右端面。
(2)粗、精加工外輪廓至Φ80 mm×13.3 mm。
(3)用Φ26鉆頭鉆通孔。
(4)粗、精加工零件內(nèi)輪廓。
(5)利用G76、G92混合編程進行螺紋加工。
(6)掉頭,控制總長至尺寸。
(7)粗、精加工零件外輪廓。
(8)檢查工件,完成零件加工。
2.2 減少和防止薄壁件加工變形的方法
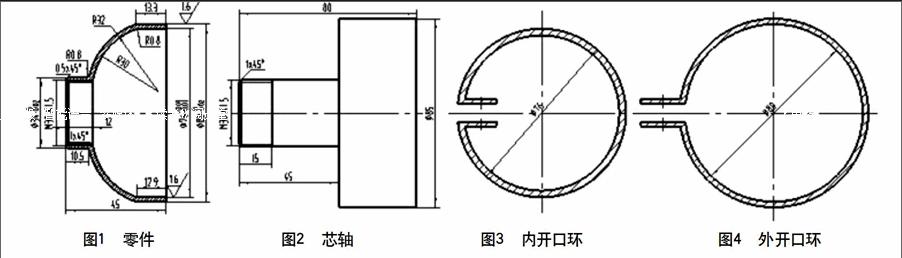
(1)夾具選擇。由于薄壁零件壁薄、強度弱,普通的三爪卡盤受力點少,接觸面積小,如果在卡盤上夾緊時用力過大,就會使薄壁零件產(chǎn)生變形,造成零件誤差,因此我們采用開縫套筒或者扇形軟卡爪。這樣使接觸面增大,讓夾緊力均布在工件上,從而在一定程度上改善工件被夾緊時產(chǎn)生的變形。為滿足裝夾要求設計出一套適合該零件的專用夾具,如圖2、圖3、圖4所示。
(2)工件分粗、精車階段。粗車時,由于切削余量較大,夾緊力稍大些,變形也相應大些;精車時,夾緊力可稍小些,變形也相應小些,另外精車前可以時效處理,消除粗車時因切削力過大而產(chǎn)生的變形。
(3)合理選用刀具的幾何參數(shù)。精車薄壁工件時,適當增大前角、主偏角、刃傾角,減少刀尖圓弧半徑,并使刀具保持刃口鋒利,切削輕快,排削順暢刀柄的剛度要求高,盡量減少切削力和切削熱。車刀的修光刃不易過長(一般取0.2~0.3 mm)。
(4)充分澆注切削液。切削液有潤滑、冷卻、清洗和防銹作用,根據(jù)不同的加工要求,需要選擇合適類型的切削液,通過充分澆注切削液,降低切削溫度,減少工件熱變形。
2.3 切削用量
(1)車削工件右端面,主軸轉速:300~400 r/min,進給速度:F0.1~0.15 mm/r。
(2)麻花鉆,主軸轉速:400~500 r/min,切削深度:通孔。
(3)粗車內(nèi)輪廓,主軸轉速:500~600 r/min,進給速度:F0.15~0.2 mm/r,切削深度:1 mm。
(4)精車內(nèi)輪廓,主軸轉速:800~900 r/min,進給速度:F0.1~0.15 mm/r,切削深度:0.5 mm。
(5)車削內(nèi)螺紋,主軸轉速:450~550 r/min。
(6)粗車外輪廓,主軸轉速:600~800 r/min,進給速度:F0.25~0.3 mm/r,切削深度:1.5 mm。
(7)精車外輪廓,主軸轉速:1 000~1 200 r/min,進給速度:F0.1~0.15 mm/r,切削深度:0.5 mm。
2.4 編寫加工程序
(1)采用的數(shù)控機床:CAK6150P;數(shù)控系統(tǒng):FANCU0i。
(2)車削右端面、粗、精加工圓柱面Φ80 mm×13.3 mm,
程序簡單,用G00、G01指令就可以完成。
(3)粗加工零件內(nèi)輪廓,由于是采用內(nèi)輪廓基本相似的鑄件,所以采用固定循環(huán)指令G73;G73也稱為仿形加工,特別適合加工鑄件或鍛件毛坯,G73用于內(nèi)孔加工編程,應注意起刀點直徑應小于Φ28,如采用X、Z軸雙向進刀,應注意進、退刀要有足夠的空間。
(4)粗加工零件外輪廓,采用外徑粗車循環(huán)指令G71,編程時注意起刀點直徑應大于Φ85。
(5)用G71、G73指令編程時,在精加工程序中首段只能單方向進刀。
(6)粗加工零件內(nèi)、外輪廓后時效處理,精加工零件內(nèi)、外輪廓均用G70指令。
(7)內(nèi)螺紋厚度只有2 mm,加工很容易發(fā)生變形,不容易保證尺寸要求,所以采用G76、G92混合編程進行螺紋加工,G76斜進刀有利于排削,G92直進刀有利于保證精度,以此避免螺紋變形,保證零件的精度。
2.5 加工時嚴格遵守安全操作規(guī)程
(1)穿好工作服,女工戴好工作帽;(2)在工作中禁止戴手套;(3)合理選擇進給量,刀具刃磨角度使鐵削呈團狀,防止鐵削傷人;(4)禁止運轉時清除鐵削;(5)禁止運轉時接觸工件;(6)工件要裝夾牢固,以防在主軸旋轉時松動飛出傷人或車削加工時扎刀;(7)機床主軸啟動,開始切削前應關好防護門,正常運行時禁止按“急停”按鈕,加工中嚴禁開啟防護門。如遇緊急情況應按紅色“急停”按鈕,及時報告維修人員,修正后經(jīng)全面檢查方可再進行加工。
3 結語
綜上所述,在數(shù)控車加工過程中,經(jīng)常碰到一些薄壁零件的加工。該文詳細分析了薄壁零件加工的特點、防止變形的工藝方法、車刀幾何角度及切削參數(shù)的選擇,結合實踐中的實例設計出預防薄壁件車削變形的加工方案。
參考文獻
[1] 楊琳.數(shù)控車床加工工藝與編程[M].中國勞動社會保障出版社,2009.
[2] 周敏,魏加爭.一種薄壁零件數(shù)控車工加工工藝[J].科技創(chuàng)新導報,2011(12):37.
[3] 張雅瓊.薄壁零件車工夾具設計[J].中國高新技術企業(yè),2010(8):35-36.
[4] 張洪波,汪延君,孫寶先.解析薄壁零件的加工工藝[J].赤子,2012(5):206.
[5] 許光彬.數(shù)控車削薄壁零件的工藝優(yōu)化[J].唐山學院學報,2016,29(3):80-83.
[6] 韓鴻鸞.數(shù)控車工[M].機械工業(yè)出版社,2007.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國新技術新產(chǎn)品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18
學與玩(2005年3期)2005-04-29 00:00:00