精益生產在多品種小批量生產方式中的應用分析
2017-06-09 19:48:55王春弟
科學與財富 2017年9期
關鍵詞:改善
王春弟

摘要:本課題基于精益生產理論,通過研究蝸輪這種多品種小批量零件的生產模式,分析原有生產模式所帶來的弊端。最后嘗試用精益生產理論對原有的生產模式進行改善,以探索出一條高效、低成本的精益生產模式。
關鍵詞:精益生產;多品種;小批量;蝸輪;改善
引言
當今的消費市場,消費者都十分看重商品的質量、價格、交貨期,期待自己所購買的商品質量好、價格便宜、及時購入。精益生產方式正是研究如何以低成本生產出及時的好產品的一門管理技術。
傳統的生產模式往往只關注單個工位的生產情況,零件從原料至成品的生產過程中缺乏緊密的關聯,造成產品生產周期長、計劃管理困難、生產現場混亂、庫存堆積等問題。
本課題基于生產現場的數據,運用精益生產手法,對生產節拍、工位布置、均衡化生產等改善點進行分析和優化,探索出一條合適的精益生產模式,提高了蝸輪零件的生產效率,縮短了生產周期,降低了生產成本,增強了產品的競爭力。
一、蝸輪生產模式現狀
蝸輪是蝸桿減速機的核心零件,我司的蝸桿減速機約有10種蝸輪(如RV50、RV63等等),每種蝸輪約有13個速比(如RV50-7.5、RV50-10等等),故蝸桿減速機約有130個蝸輪品種。根據生產計劃,常用蝸輪約100至200件/批次,不常用蝸輪小至5件/批次,故蝸輪在我司屬典型的多品種小批量零件。
蝸輪的生產工序如下:精車一、精車二、磨外圓、滾齒形。如圖1.1,大致可劃分為半成品加工區和滾齒區
從毛坯至成品的生產模式簡介如下:如圖1.1,在半成品加工區,A工位取毛坯件(單一速比的毛坯,如RV50-7.5毛坯),完成精車一的裝夾,同--時拆卸精車一的半成品,開動機床,進行精車一工序加工;轉向精車二,完成精車二的裝夾,同時取出精車二的半成品,開動機床,進行精車T序加工;B接收精車二的半成品后進行外圓磨裝夾,同時取出外圓磨的半成品,放置在半成品框。半成品由轉運工運至滾齒區,c取出轉運完成的半成品,完成滾齒的裝夾,加工完成后放入成品框。
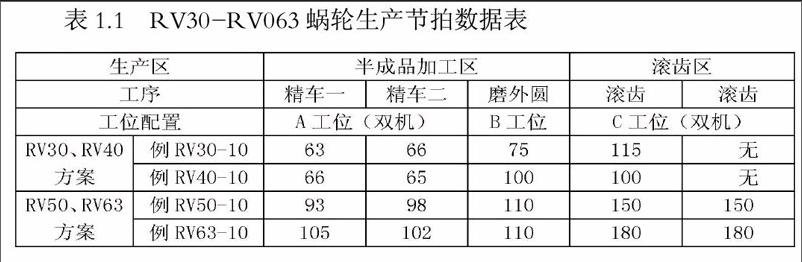
取RV30、RV40、RV50、RV63蝸輪型號作為研究對象。根據不同型號,蝸輪生產模式有兩種:1)、RV30、RV40方案;2)、RV50、RV63方案。生產節拍、工位配置如下表1.1(單位:s)
二、蝸輪生產模式現狀分析
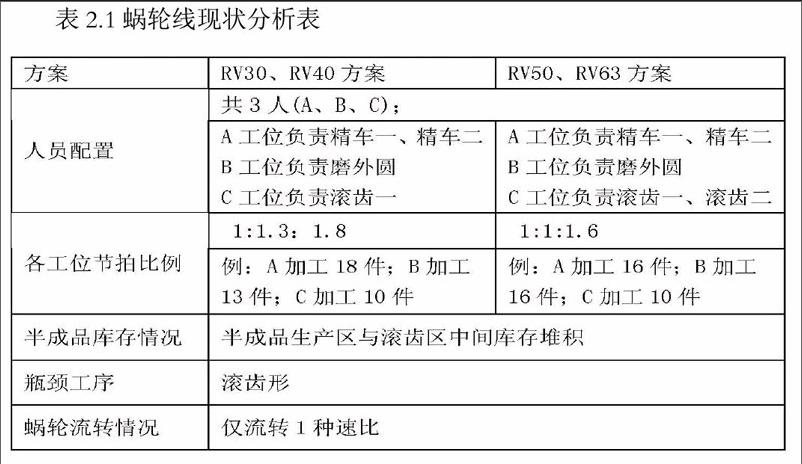
前文已將蝸輪的生產模式進行簡要說明,分析如下
由表2.1可總結出蝸輪生產模式存在以下幾個問題:
1、操作人員設置不合理
以RV50-10數據為例,精車一、精車二雖然已是一人雙機,但是這兩道工序的機加時間較長(最長98s),裝夾時間較短(兩次裝夾約35s),即分別完成兩道工序的手動裝夾后還有時間(約40,剔除部分檢驗等其他時間)是等待的。
磨外圓為一人單機,該工序的機加時間較長(110s),手動時間較短(25s),即分別完成該工序的手動裝夾后還有時間(約50s,剔除部分檢驗等其他時間)是等待的,故此處人員配置不合理(等待浪費)。
2、工序間生產節拍不平衡,中間半成品庫存掩蓋問題
由表可知,滾齒工序的加工時間相比于其他工序要長(瓶頸工序),這會導致個工序之間節拍差異較大(如RV050-10生產節拍A:B:C=1:1:1.6)。需技術人員設計工裝夾具縮短機加時間,讓滾齒與其他工序之間節拍相近
以RV50-10數據為例,A加工16件、B加工16件、C加工10件,那么A、C每做16件就會有6件會作為庫存堆積在滾齒工序的前面,所以滾齒前必定會有中間庫存。
3、單個速比生產周期長
由于單次生產僅加工一種速比的蝸輪,單個速比生產周期長,造成蝸輪生產計劃存在波峰波谷,無法靈活應對客戶需求,僅能通過制造成品庫存(萬惡之源),以響應貨期的需求。
三、精益生產在蝸輪生產的應用分析
針對以上問題,分別提出改善對策:
1、“多能工、少人化”布置
由于滾齒工序是生產線上的瓶頸工序,一天所生產蝸輪的件數則由滾齒工序決定。那么,如果能將A、B操作者用一人代替,即1人開車一、車二、數磨,雖然加工時間會加長,但始終小于滾齒的加工時間,也就是說,合并調整后不是生產線的瓶頸,所以,理論上是不會對生產造成大的影響,但是卻能通過“多能工、少人化”降低生產成本。
2、均衡化生產
均衡化生產就是將要生產的產品的種類和數量從總體上進行平均化。是一種靈活應對市場需求,降低庫存,降低成本的生產方式。
針對RV50、RV63方案,可以通過解決精車工序的調機問題,令其生產出不同速比的蝸輪,如圖3.1,通過修改精車一、精車二的程序,同時優化裝夾工裝,令A工位上一件加工RV50-10,下一件加工RV50-15,這樣流轉至滾齒的蝸輪則有兩個品種,B工位可用兩臺滾齒機加工兩種蝸輪,故單一速比的蝸輪可縮短一半的生產周期。具體方案如下表:
D、方案簡述
3.1蝸輪線均衡化生產方案簡圖
2)、方案分析
以上方案已完成試行,原來三人組成的生產線改為兩人,生產節拍趨于平衡,操作者的工作也比較緊湊。
另外,均衡化方案減少了中間庫存(本方案趨于單件流),減少了維護這些庫存的管理工作,同時容易暴露不良狀況,迫使管理人員及時解決問題,而不是靠庫存去掩蓋問題。
對于RV50、RV63均衡化方案,能同時加工兩種速比,縮短了蝸輪的生產周期,可快速響應多品種小批量的市場需求。
3、持續改善。減少瓶頸工序的時間
瓶頸工序決定了蝸輪的生產周期和產量,故集中技術力量對這個工序進行工藝優化,對加強產品競爭力有重要意義。滾齒工序內容分為:打字碼、裝夾工件、手動去毛刺、滾齒。
可通過工裝夾具的改善來減少瓶頸工序的時間。例如:通過自動去毛刺工裝減少去毛刺時間。如圖,通過設計自動去毛刺工裝,在滾削蝸輪的同時,自動清除將被滾削出來的毛刺。
4、標準化作業
新的生產模式要求A工位進行多個復雜的工位內容,這對員工技能要求偏高,且工位復雜易出現生產異常。故可考慮將一些復雜的動作,如調機、試加工等技能要求較高的工位內容劃分出來,搭建專人調機的生產模式,A工位只需負責拆裝工件,完成簡單的標準化作業。這樣既可節省人工成本,又能減少生產異常,使品質趨于穩定。
猜你喜歡
現代商貿工業(2016年25期)2016-12-26 17:41:59
成才之路(2016年35期)2016-12-12 11:54:08
科教導刊(2016年28期)2016-12-12 05:55:48
讀與寫·上旬刊(2016年10期)2016-11-25 15:26:54
中小企業管理與科技·下旬刊(2016年11期)2016-11-18 23:15:02
價值工程(2016年29期)2016-11-14 01:22:39
體育時空(2016年8期)2016-10-25 14:23:30
商業經濟研究(2016年14期)2016-09-14 08:25:44