淺析產(chǎn)品設(shè)計(jì)中公差與配合及尺寸鏈分析的應(yīng)用
2017-07-09 09:18:07劉學(xué)成
科學(xué)與財(cái)富 2017年18期
關(guān)鍵詞:產(chǎn)品設(shè)計(jì)探討
劉學(xué)成

摘要:產(chǎn)品品質(zhì)是企業(yè)最為關(guān)注的核心版塊,穩(wěn)定和可靠的產(chǎn)品品質(zhì)是需要合理科學(xué)的產(chǎn)品設(shè)計(jì)來確保,產(chǎn)品設(shè)計(jì)核心之一是如何正確分析產(chǎn)品主要組件的尺寸鏈關(guān)系從而設(shè)定合理的公差與配合,最終實(shí)現(xiàn)穩(wěn)定的產(chǎn)品品質(zhì)。筆者使用尺寸鏈分析驗(yàn)證學(xué)說、演算了最初公差設(shè)計(jì)預(yù)案,并給出了通過演算后的可操作性調(diào)節(jié)意見,確保具體生產(chǎn)中對產(chǎn)品品質(zhì)的控制。
關(guān)鍵詞:產(chǎn)品設(shè)計(jì);公差;配合;尺寸鏈;探討
產(chǎn)品通常由一部分部件、組件與零件按照一定機(jī)械原理裝配而成的。零件是產(chǎn)品的最小單元,零件之間結(jié)構(gòu)連接和運(yùn)動實(shí)現(xiàn)產(chǎn)品功能,通過對產(chǎn)品功能的分析設(shè)計(jì)機(jī)構(gòu)簡圖并找出相關(guān)的尺寸鏈關(guān)系,進(jìn)一步設(shè)定零件影響產(chǎn)品功能的尺寸公差與配合的方案。在此過程中不僅要權(quán)衡零件的制造技術(shù),還要權(quán)衡到該部件是不是可以滿足產(chǎn)品設(shè)計(jì)功能的技術(shù)需求。就是說其是不是與尺寸精度、位置精度、制造精度、接觸精度等層面的技術(shù)。在大規(guī)模生產(chǎn)中,保證這部分精度的最基本的辦法是運(yùn)用功能尺寸鏈學(xué)說實(shí)施整體解析、換算、驗(yàn)證,科學(xué)設(shè)計(jì)零件公差。[1]
一、 公差尺寸鏈原理
產(chǎn)品設(shè)計(jì)中的尺寸鏈往往比較復(fù)雜,需要將其中大多數(shù)轉(zhuǎn)化為平面尺寸鏈,平面尺寸鏈換算條件是:
(一)找到封閉環(huán),就是說找出產(chǎn)品非動態(tài)的合理節(jié)點(diǎn)。
(二)各尺寸公差相對獨(dú)立。
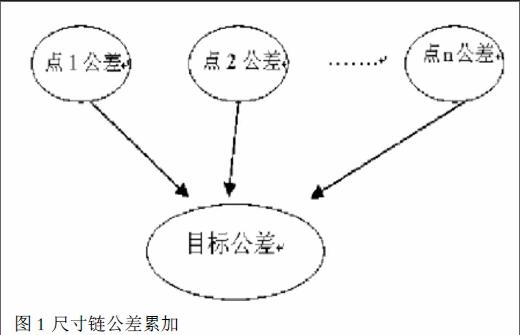
公差尺寸鏈解析的目標(biāo)是通過公差可控點(diǎn)推導(dǎo)不可控點(diǎn)的公差范疇。見下圖。
目標(biāo)尺寸方位NM與其他尺寸NiM關(guān)聯(lián)能夠表示成:NM=f(N1M、N2M…Nn-1M)。目標(biāo)公差δ與剩余公差δ1關(guān)聯(lián)能夠表述為:
δM=
各公差透過幾何關(guān)系的運(yùn)算,確定目標(biāo)方位的極值總和,從而定義目標(biāo)方位的公差范疇。
二、 產(chǎn)品設(shè)計(jì)中公差與尺寸鏈解析
(一) 疑問的出現(xiàn)
例如,某廠商的機(jī)器商品A型機(jī)械手。取物階段的構(gòu)造圖見圖2。
從上圖中能夠看到,機(jī)械手依著A 方位活動,透過B向加力,將03-5(撥動手柄)運(yùn)作,夾持方位通過對面距Xd尺寸約束。夾持強(qiáng)度通常透過直面距Xj來調(diào)節(jié)。這兩類尺寸是既定的。假如設(shè)計(jì)不科學(xué),會致使裝配后運(yùn)動產(chǎn)生相互干涉及超差難題,廢棄率達(dá)到25%。筆者透過尺寸鏈的解讀、換算、驗(yàn)證A型機(jī)械手/03-01裝配03-3底座、03-05(撥柄)后,可以確保裝配尺寸xd=24.35-24.75、Xj取值為2.9-3.2。
(二) 驗(yàn)證換算
通常所說的大規(guī)模工業(yè)化學(xué)說,同樣產(chǎn)品的產(chǎn)能極高,大部分作業(yè)區(qū)域通常依照特定的步驟來重復(fù)完成某個零件的某個工序的加工。大規(guī)模生產(chǎn)類型所使用的裝配模式是完全互換法,裝配階段各配合零件無需選擇、修正與互換,就能夠讓裝配進(jìn)度達(dá)標(biāo)的裝配模式。為了保證機(jī)器裝配后的精度,其裝配尺寸鏈?zhǔn)褂脴O值法來換算。
(三)車身尺寸鏈的運(yùn)用
1. 車身尺寸鏈運(yùn)用的目標(biāo)
尺寸鏈解析通常是通過構(gòu)建尺寸鏈環(huán),細(xì)分機(jī)構(gòu)運(yùn)動軌跡估計(jì)來設(shè)定尺寸之間配合和極值范圍。透過尺寸鏈的構(gòu)建,體系化地完成整個車身元件的定位系統(tǒng)與公差創(chuàng)設(shè)、測試點(diǎn)創(chuàng)設(shè),并優(yōu)化產(chǎn)品品構(gòu)造與工藝。
2.車身尺寸鏈的運(yùn)用階段
尺寸鏈分析牽涉到產(chǎn)品設(shè)計(jì)、工藝制造、模具與焊裝設(shè)計(jì)、元件的制作與組裝全流程的解析科技。另外,在方案時(shí)段,應(yīng)明確尺寸配合公差,并依照工藝、制作效能來明確目標(biāo)公差;創(chuàng)設(shè)時(shí)段,構(gòu)建整車、元部件定位系統(tǒng)、形位公差概念與公差三維虛擬化解析,建設(shè)科學(xué)的定位系統(tǒng),完善有合理尺寸公差設(shè)計(jì)圖紙,并依照圖完成模具創(chuàng)設(shè)、夾具創(chuàng)設(shè)、檢具創(chuàng)設(shè)與項(xiàng)目方案等。投入生產(chǎn)后,應(yīng)考評元件尺寸、工裝、過程管控,并根據(jù)試生產(chǎn)與量產(chǎn)結(jié)果最終優(yōu)化車輛綜合尺寸的公差與配合。
2.1產(chǎn)品創(chuàng)設(shè)時(shí)段的運(yùn)用
在產(chǎn)品創(chuàng)設(shè)時(shí)段,特別是在解讀產(chǎn)品整體尺寸公差以前,通常要完成的工作是產(chǎn)品模型建立、0#-3#商品創(chuàng)造時(shí)段,使用尺寸鏈來解析產(chǎn)品的整體構(gòu)造,透過對制造系統(tǒng)功能的考評與公差換算,對車身間隙、面差與內(nèi)部裝飾進(jìn)行解析,并設(shè)定公差目標(biāo),確立車身外表尺寸公差準(zhǔn)則,最后明確車身質(zhì)量目標(biāo)與技術(shù)要求。該時(shí)段,全部尺寸鏈的解析流程與成果需要嚴(yán)格依照標(biāo)準(zhǔn)進(jìn)行。專業(yè)功能模塊工藝創(chuàng)設(shè)需要形成一定的準(zhǔn)則,這也是為后期生產(chǎn)制作做鋪墊。[2]
2.2工藝創(chuàng)設(shè)時(shí)段的運(yùn)用
在工藝創(chuàng)設(shè)階段,使用同步項(xiàng)目解析、沖壓CAE解讀與車身公差解析來進(jìn)行操作,這部分作業(yè)的中心目標(biāo)是在產(chǎn)創(chuàng)設(shè)階段技術(shù)要求下,確定工藝制作的可靠性。設(shè)計(jì)模具工藝制作方案,撰寫焊裝工裝定位加緊式樣書,內(nèi)部裝飾預(yù)案等,讓車身定位體系能夠常規(guī)運(yùn)轉(zhuǎn),并且明確模具、夾具、檢具的定位準(zhǔn)則,使模具、夾具、檢具能夠達(dá)到創(chuàng)設(shè)要求。尺寸公差解析的另一的模式是包含全部元件與車身總成詳細(xì)的測試規(guī)劃書,測試并規(guī)劃出各元件與總成的測試方位,測試準(zhǔn)則方面沒有強(qiáng)制性要求。透過尺寸公差解析、提升產(chǎn)品品構(gòu)造合理性、工藝創(chuàng)設(shè)的品質(zhì),并透過仿真解析、使用對應(yīng)的舉措,規(guī)避后續(xù)生產(chǎn)尺寸偏差過大問題。
(四)車型試操作時(shí)段的運(yùn)用
在新車型試操作時(shí)段,使用車型S-LOT、PT1、PT2,應(yīng)對產(chǎn)品創(chuàng)設(shè)的流程與工藝創(chuàng)設(shè)階段的尺寸公差來完成證實(shí),必須運(yùn)用各類工具測試、解析并排查出各元件、車身總成的尺寸公差問題,讓實(shí)物元件的尺寸公差滿足設(shè)計(jì)需求。其中借用的用具包含單件檢具、分總成檢具、總成檢具、檢具、功能模型、匹配夾具等。并且透過先進(jìn)的統(tǒng)籌模式,換算CAM、CPK等統(tǒng)籌參數(shù),排查出實(shí)物元件的缺陷,改善元件與車身尺寸鏈關(guān)系,滿足規(guī)模生產(chǎn)需求。
通過以上內(nèi)容的闡述,筆者認(rèn)為應(yīng)著重預(yù)判并解析沖壓工藝是不是與沖壓尺寸公差要求相符;預(yù)判焊裝夾具的定位基準(zhǔn)、確保符合設(shè)計(jì)要求;預(yù)判裝飾元件的配合公差是否科學(xué);預(yù)判在產(chǎn)品創(chuàng)設(shè)階段,尺寸公差創(chuàng)設(shè)的科學(xué)性等。
結(jié)束語:
在尺寸公差與尺寸鏈分析驗(yàn)證階段,其測試值應(yīng)該符合正態(tài)分布原理,如此可確保公差設(shè)定更科學(xué)。樣本數(shù)量應(yīng)盡量的多,否則,換算出的CAP數(shù)據(jù)、CPK數(shù)據(jù)等參數(shù)會有誤差。
參考文獻(xiàn):
[1]劉飛.唐鋼利用信息化手段通過SAP系統(tǒng)改造實(shí)現(xiàn)冷軋產(chǎn)品公差控制[J].數(shù)字技術(shù)與應(yīng)用,2014,(12):16-17.
[2]龔鑫,黃美發(fā),孫永厚等.基于極值法與統(tǒng)計(jì)公差法的不同尺寸公差分配方法的研究[J].組合機(jī)床與自動化加工技術(shù),2015,(3):5-8,12.
猜你喜歡
包裝工程(2022年12期)2022-07-04 03:05:42
中國寶玉石(2020年4期)2020-09-23 07:52:10
中國寶玉石(2020年4期)2020-09-23 07:51:36
課程教育研究·學(xué)法教法研究(2016年21期)2016-10-20 18:00:46
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 17:59:38
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 17:32:44
啟迪與智慧·教育版(2016年8期)2016-10-20 16:09:56
商(2016年27期)2016-10-17 07:16:17
商(2016年27期)2016-10-17 06:19:58
工業(yè)設(shè)計(jì)(2016年1期)2016-05-04 03:58:15
