腌制鹽的固結原因及延緩固結對策
2017-07-19 13:47:39吳發進劉小偉
中國鹽業 2017年1期
■ 吳發進 劉小偉
腌制鹽的固結原因及延緩固結對策
■ 吳發進 劉小偉
腌制鹽一般就是粉碎洗滌鹽。腌制鹽的根本屬性,就是固結,腌制鹽固結之后,不方便用戶使用,所以腌制鹽的生產廠家必須想辦法,提供延緩或免結的腌制鹽給用戶,方便用戶腌制使用。
腌制鹽 固結原因 延緩固結 對策
1 引言
鹽,即主要成分為氧化鈉的物質,按照重量計算,鹽是由39.34%的鈉離子和60.66的氯離所組成,鹽正常狀態是等軸晶系,呈正六面體。腌制鹽是鹽產品大類中的食用鹽范疇,腌制鹽(curing salt)主要用于肉類、蔬菜、水果、海洋水產品等腌制加工過程的食鹽(腌制鹽在這里指符合GB5461-2000二級以上的粉洗鹽,下同)。腌制品加工一般都具有較強的季節性,腌制鹽需求也具有突擊性,如:浙江環杭州灣地區的榨菜腌制,從收割到腌制加工,只不過20天左右,再如寧波市象山縣海番薯腌制,捕撈到加工時長也就25天左右。腌制鹽的需求和配供也就是陣發性的。腌制鹽的配供的特點:儲存時間長,質量要求高,用量不穩定,突擊性強,銷量集中。腌制鹽的這一特點決定了腌制鹽的倉庫堆存是必不可少的。但是腌制鹽一般都是粉碎洗滌鹽,粉碎洗滌鹽的一個根本屬性就是堆存時間超過一定限度之后,很快固結,也可稱為結塊或叫板結。如50kg大包裝編織袋會結成幾大塊或結成一塊板狀,其硬度又很大,民間有人形容:“撐破袋子砸破缸”。腌制鹽銷售集中的地區,一般都要提前半年備庫,否則,銷售旺季到來時難以維持,一旦出現斷鹽現象,組織調運已經來不及,耽誤了菜農或水產腌制時節,造成損失,可就是政治問題,因為腌制鹽是各地鹽業公司專營的。地方政府都會干預。腌制鹽堆存固結現象,嚴重影響產品形象,給正常裝卸、配送、腌制使用,都帶來很大的不便。為了改善腌制鹽的成品物態,確保用戶使用到松散、柔軟、分散性好的腌制鹽產品,便是擺在腌制鹽生產和銷售鹽企面前,而又無法回避的必須研究解決的大問題。腌制鹽一般以海鹽為原料加工而成的,固結原因有多種,解決辦法也有若干,但是要根據銷售季節和腌制特點,分別“對癥下藥”,采取不同的有效對策措施,滿足不同用戶需要,才能真正做到適銷對路。
2 腌制鹽固結的機理
腌制鹽的固結是其根本屬性,根據腌制鹽的固結程度,50kg編織袋裝腌制鹽可分為:輕微固結;較為固結;中度固結;嚴重固結四種。輕微固結:即手搬動一下就能松散。較為固結:用力搬動能松散。中度固結:手搬運不易松散,但是通過裝車卸車、堆碼等作業,基本能松散。嚴重固結:腌制時,必須用木榔頭敲打,否則無法破碎、即使敲碎了,也是由大塊鹽變成了眾多的小塊鹽,直接影響用戶的腌制使用。
2.1 腌制鹽的晶體模型
腌制鹽的單個晶體即最小鹽粒,是正六面體,但原鹽在結晶時,由于微量雜質混入,導致結晶后的少量晶體形狀有些不規則,原鹽經過洗滌、粉碎、脫鹵等工藝過程之后,晶體大小發生了變化,在對輥機和離心機的先后共同作用下,一般都是由大晶體變成小晶體,小晶體一部分隨鹵水穿過對輥機間隙和離心機濾網而末變化,一部分變成粉末鹽,被鹵水流動而裹夾帶起。
2.2 腌制鹽固結的機理
由離心機分離(脫鹵)后的物料,在離心機接料螺旋輸送機的作用下,大小晶體無序地混合在一起,大晶體與大晶體之間不規則堆集,造成很多晶體間隙,如圖1,不同晶粒在重力或外力的作用下,小晶體正好擠進大晶體的間隙里,形成較為密實的連續物料,即散裝腌制鹽成品。腌制鹽密實的連續性就為固結創造了可能,但是有些物料盡管連續、密實也不固結,如礦石、面粉、茶葉等。固結不固結還是由物料自身的性質所決定的。腌制鹽是一種特殊的易固結的物質。
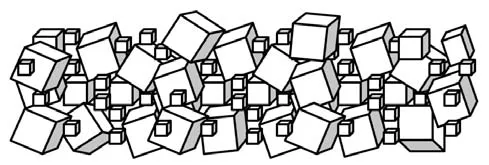
圖1 腌制鹽堆存結塊的模型圖
2.3 腌制鹽固結的條件
腌制鹽固結是有條件的,只有條件成熟時,才會固結,否則也是很松散的,腌制鹽剛下生產線計量包裝時,分散性、松散性都很好,過一段時間后,就會慢慢就結塊或板結,這說明堆放時間是腌制鹽固結的一個條件。其次,從微觀上分析,腌制鹽固結必須是大小晶體之間晶面接觸,晶面之間沒有間隙或間隙很小。再其次,腌制鹽固結必須是晶體之間要有結合力的作用,或者為粘接力,或者為附著力,粘接力即為大小晶體或鹽粒粘為一體,分不開。附著力即若干小晶體或小粒鹽附著在大晶體或大粒鹽上很牢固,就形成是腌制鹽的固結,要克服這附著力的作用才能使固結的鹽塊分散開來。
3 腌制鹽固結的原因
腌制鹽雖然是密實的連續物料,容易固結,但是只有條件滿足時才會固結,剛下線包裝好的腌制鹽一般都很松散,自然堆存一段時間后才會慢慢開始固結。腌制鹽的固結,一直是困擾著加工鹽生產、銷售企業和用鹽單位的煩事,究其結塊或板結的原因,比較復雜,但是大致存在著這么幾個因素:①洗滌鹵水質量,主要是洗滌鹵水的粘度等。②腌制鹽的成品粒度。③堆存場所的空氣濕度。④鹽包的壓力大小。⑤原料鹽的種類(原料鹽的影響)⑥其它生產工藝及倉儲條件的影響因素。
3.1 腌制鹽生產過程中,洗滌鹵水的質量的影響
腌制鹽生產過程中,粉碎洗滌工序是最關鍵的工藝控制點之一,粉碎的目的就是改變原鹽的狀態,大粒鹽通過對輥機的粉碎和控制,將原鹽大粒改成符合標準的粒徑,洗滌就是利用洗滌鹵水,在螺旋洗滌機內進行原鹽和鹵水的逆向攪拌、搓擦,輸送,將原鹽晶體表面雜質或晶間雜質溶解在鹵水里而被帶進洗滌液回收槽,從而提高鹽漿的純凈度的過程。洗滌鹵水的質量起關鍵作用,主要指標由鹵水動力粘度,鹵水能見度,鹵水濃度等。鹵水的動力粘度對腌制鹽成品的固結影響較大,鹵水動力粘度越大,洗滌后的鹽漿通過離心機脫鹵不可能徹底,晶體表面和晶間殘留著一層粘度很大的膜狀洗滌鹵,簡稱粘鹵膜,粘鹵膜很微簿,人的肉眼是看不見的,但是客觀存在著的,而且光憑離心機是不能徹底分離的,只有通過干燥床烘干,才能將其隨同水份一起蒸發消除。粘鹵膜的作用就是類似于膠水,把若干個鹽粒粘起來,隨著腌制鹽堆存時間的推延,就會形成了腌制鹽的固結(結塊或板結),為什么清新鹵洗滌,腌制鹽產品就很松散柔綿,就是因為清新鹵粘度小,洗滌效果佳。洗滌鹵水當中,鈣(Ca++)、鎂(Mg++)、硫酸根()離子含量越小,鹵水越清新,反之,洗滌鹵水越老,鈣、鎂、硫酸根離子含量越大,鹵水的動力粘度就越大,洗滌加工出來的腌制鹽越容易固結。根據生產實踐,洗滌鹵水的濃度對應著洗滌鹵水的鈣、鎂、硫酸根離子含量,只在控制好洗滌鹵水的濃度,就能有效的控制洗滌鹵水中的鈣、鎂、硫酸根離子含量,也就控制了洗滌鹵水的動力粘度。腌制鹽生產工藝要求:洗滌鹵水濃度為24—25.5婆美度為宜。低于24度,洗滌鹵水不飽和,會溶解原鹽,增加加工損耗,高于25.5度,造成洗滌鹵水粘度增加,不利于提高腌制鹽的白度,加速腌制鹽固結速度。
3.2 腌制鹽成品粒度的影響
腌制鹽的粒度也很重要,粒度均勻,晶間空隙少,小粒徑腌制鹽不易填充到大粒徑空隙中去,固結時間會延緩,堆存時間長了雖然也會固結,但是輕輕的搬運,就會松散開來。根據食鹽質量GB5461—2000標準,腌制鹽對應于粉碎洗滌鹽,其粒度標準為0.5mm—2.5mm的篩間物不小于80%,這就控制了腌制鹽的粒度均勻性,05mm以下的小粒徑腌制鹽不能太多,越多越容易固結,但是腌制鹽用戶要求,2.5以上的大粒也必須控制在10%以下,否則腌制鹽在腌制過程中,不易溶解,往往大粒度腌制鹽都會沉降的腌漬池底部,導致腌制鹵水含鹽份不足或咸度不夠,腌制鹽的粒度要求:篩上物不大于10%,篩間物80%以上,篩下物盡可能少些,篩下物多是腌制鹽固結的原因之一。
3.3 腌制鹽堆存場所的空氣濕度的影響
腌制鹽的又一個根本屬性,就是吸潮,也稱返潮,空氣溫度越大,越容易吸潮,晶體表面和晶間吸潮了,就會形成粘鹵膜,粘鹵膜會把鹽粒粘牢在一起,形成腌制鹽的固結。要求腌制鹽的成品一般不能堆放在室外,室內堆放必須符合要求,如離墻距離必須大于1米,腌制鹽必須堆放在塑料托盤或木制托盤上,不能直接堆放在地面。室內倉庫不能有水溝,門窗齊全,陰雨天不能開門開窗,晴天打開門窗通風排潮等。
3.4 腌制鹽成品鹽包的受壓大小的影響
腌制鹽一般都是50公斤/袋大包裝,生產線下線時,都是碼成垛,每垛2噸,計40包,倉庫堆存時,不可能一垛一垛的堆放著,一般都是二層以上,所以下層的鹽包壓力較大,鹽包受壓會加速腌制鹽的固結速度,對成品鹽固結構成影響。
3.5 原料鹽對固結的影響
根據生產實踐,不同原料鹽生產的腌制鹽,其固結速度不盡相同,一般墨西哥原料鹽和澳大利亞原料鹽,氯化鈉含量高,雜質少,鈣鎂及硫酸根離子低,同樣的工藝條件生產出來的腌制鹽成品,同一堆存場所下,推遲固結時間約20—30天左右。
3.6 腌制鹽水份大小的影響
腌制鹽水份含量的多少,也會影響到固結速度,水分含量在一定的范圍內,水份越大,越容易固結,反之,水份含量越小,固結速度會減慢或延緩。
3.7 其它生產工藝及倉儲的影響因素。
除上述主要因素影響以外,客觀上還有其它輔助因素。
3.7.1 氯化鈉含量的影響,一般生產實踐表明:氯化鈉含量高,延緩固結,反之,氯化鈉低,固結加快。
3.7.2 氣溫高低的影響:氣溫越高,越容易快速固結。
3.7.3 包裝方式的影響:1000公斤/袋灌裝的噸袋比50公斤/袋的固結要慢一些。
4 腌制鹽的防固結對策
腌制鹽的固結原因縱然很多,但是防止固結的辦法也有很多,防腌制鹽的固結關鍵是事前措施到位,一旦固結以后,再采取破碎方法,就是勞民傷財、得不償失。正常情況下,腌制鹽固結程度與堆存時間直接相關聯,現包裝現調運,隨及使用的,不用采取任何防固結對策。腌制鹽防固結辦法主要有物理方法和添加抗結劑的方法和工藝改善等方法。物理方法主要對策有:先散堆之后二次計量包裝、減少成品堆存高度等,添加抗結劑主要有:添加亞鐵氰化鉀或檸檬酸鐵銨法。工藝改善法主要有:控制洗滌鹵水粘度或濃度,控制好成品粒徑等。
4.1 腌制鹽成品散堆,二次計量包裝。
針對腌制鹽固結的屬性,短期內不能調運的產品,也可以采取部分散堆的辦法緩解固結,散堆的優點在于:存放自然固結后,二次計量包裝前破碎,混合,檢測,可保證現包現運,杜絕銷售的腌制鹽成品有結塊現象。這種方法適用于生產企業。二次包裝半自動機組如下圖2。生產流程為:成品腌制鹽使用小型挖掘機翻廩活鹽—鏟鹽至集鹽斗1,再由管式螺旋輸2送機至計量料斗3—人工計量3—縫包4—提升碼垛5。散堆的缺點是:增加了挖掘機活鹽破碎及二次計量包裝費用,再者鹽廩上下水份發生了變化,上部水份減少,底部水份超標。
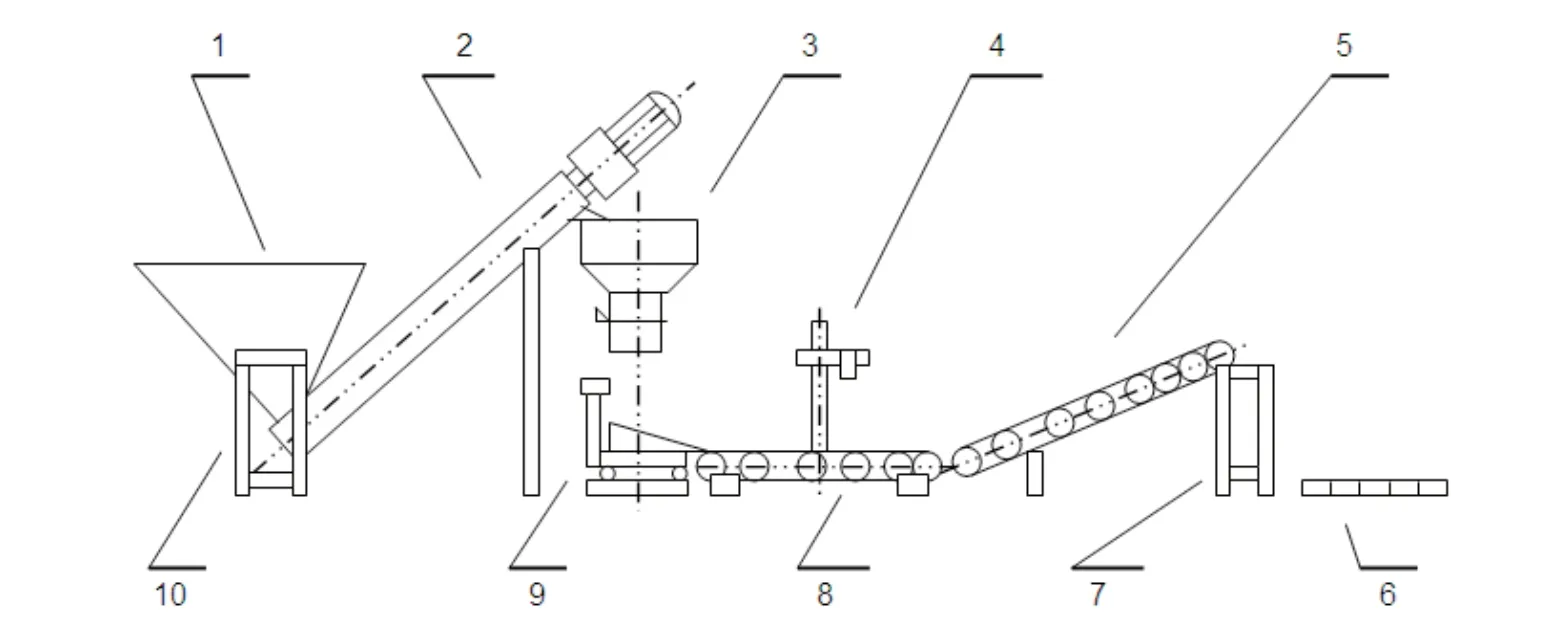
圖2 半自動二次計量包裝機組
包裝時要充分混合,重新檢測水份等各項指標。某公司2014年下半年腌制鹽散鹽堆廩(廩高3000mm,廩寬20000mm)試驗月份水份實測結果見右圖3表2:
由于散堆時已經固結一次,破碎混和后二次計量包裝,包裝好的50公斤/編織袋堆碼固結時間分別推遲一個月,如輕微固結時間由下線時包裝的1個月延長至2個月,嚴重固結時間推遲到4個月以上。
4.2 添加抗結劑防固結
腌制鹽添加抗結劑防固結,分兩種情況,一是生產企業執行GB5461-2000國家標準的,允許添加三水亞鐵氰化鉀K4[Fe(CN)6]·3H2O抗結劑,添加量≤10.0 mg/kg,食用加碘鹽(直接口食鹽)規定≤8.0 mg/kg,企業內控指標規定3.0 mg/kg —5.0 mg/kg。二是按照《綠色食品-食用鹽》標準生產的食用鹽,即執行NY/T1040-2012,對抗結劑三水亞鐵氰化鉀K4[Fe(CN)6]·3H2O不得檢出,也就是不允許添加。但可使用檸檬酸鐵銨(FeC6H5O7)作為抗結劑(結構式如右圖)。檸檬酸鐵銨在國際上作為食品添加劑大行其道,應用領域非常廣泛,因檸檬酸鐵銨無毒無害,在我國,檸檬酸鐵銨可用于高端腌制品的腌制用鹽的抗結劑添加,如火腿、鹽水鴨等的加工,添加量控制在25.0 mg/kg以內。抗結劑添加的設備裝置如下圖4。
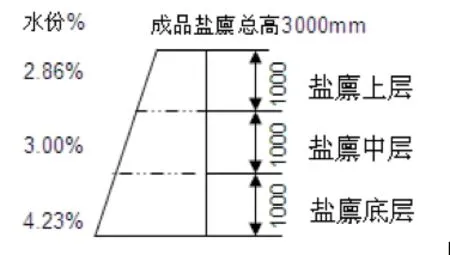
圖3 腌制鹽自然堆廩3個月時,水分實測結果圖
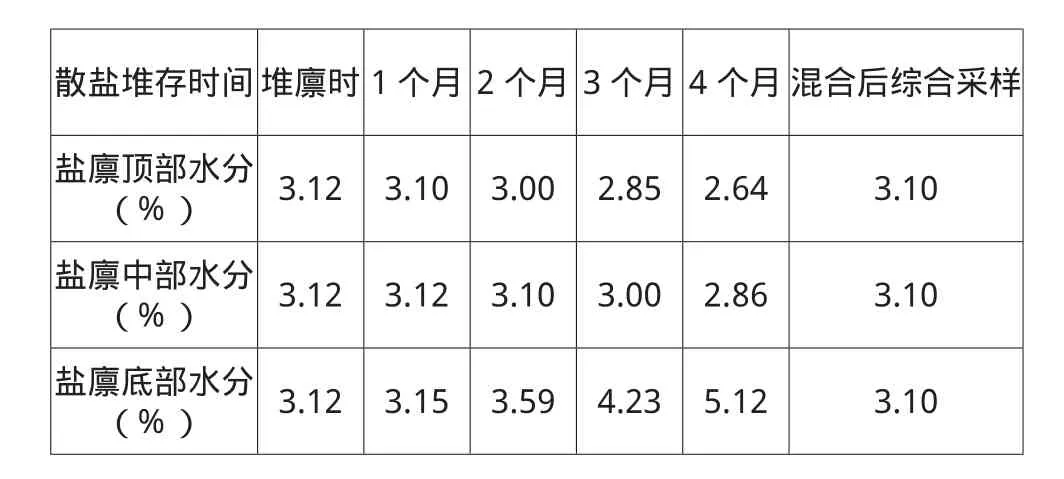
表2 散堆腌制鹽水份實測數據表
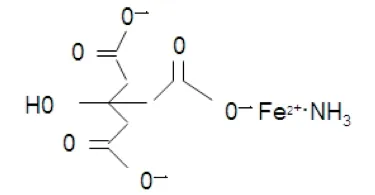
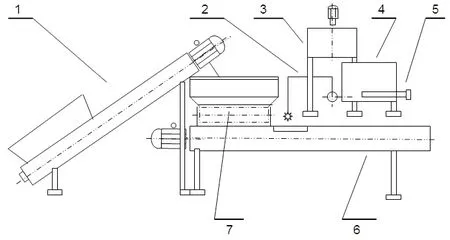
圖4 抗結劑添加裝置
不管添加何種抗結劑,工業化生產必須由機械設備來穩定的實現,切勿人工攪拌或手工添加,否則添加不均勻,會造成嚴重后果,添加時,需要化驗人員及時配合檢驗,流程為:抗結劑稱重→加水稀釋→機械攪拌→施加→調節噴量→檢測→鎖定參數→編制抗結劑添加操作作業指導書→按照作業指導書操作。
4.3 改善加工工藝,延緩腌制鹽固結
加工工藝的改善,對腌制鹽的固結有延緩作用,如①提高洗滌鹵水的新度系數,控制洗滌鹵水粘度和濃度,保持洗滌鹵水動力粘度在0.002179-0.002408(Pa·s),即洗滌鹵水濃度24—25.5Be′(婆美度),及時更換鎂離子和硫酸根離子含量高的老洗滌鹵水。②控制腌制鹽成品粒度,腌制鹽成品粒徑主要靠離心機和對輥機保證,離心機在去除水分的同時又去掉細鹽,濾網間隙訂制,參數為:一級轉鼓濾網0.30mm,二級轉鼓濾網0.20mm,對輥機是控制大粒徑的,對輥間隙調速到3.5-3.6mm,并且用塞規測試,每班檢查測量一次,保證間隙精度。目的是保持腌制鹽成品粒度均勻,粒度均勻能延緩固結。③選擇可溶性雜質含量較少的優質母鹽。④加強腌制鹽成品倉庫管理,保持干燥,降低濕度。
4.4 控制堆疊層數,減少鹽包壓力,延緩腌制鹽固結
腌制鹽固結的原因分析中,鹽包受壓,也加速固結,所以盡或能的減少鹽包堆疊高度,以減少鹽包受壓,延緩鹽包結塊或板結。根據生產實踐,一般使用叉車堆碼的,堆疊三層為宜,每層40包計2噸,垛形尺寸為1400?1100?1300mm,不適宜用行車恣意增加堆疊層數(如右圖5)。
5 結束語
腌制鹽固結是不可避免的,只能采用延緩固結對策措施,物理方法延緩的時間較短,一般3-6個月,添加抗結劑的方法時間較長,延緩固結時長1年左右,如添加三水亞鐵氰化鉀K4[Fe(CN)6]·3H2O,有效期在一年以上,添加檸檬酸鐵銨有效期不足一年。所以,腌制鹽生產企業和銷售單位都要按照計劃組織,切勿盲目制造,不管是生產企業還是銷售部門或用鹽單位,一旦庫存積壓太多,短期內銷售不了,難免固結,固結以后,會造成一定的損失。但是反過來說:腌制鹽配供,存在著一定的不確定性,因為,農作物長勢受到天氣等自然因素影響很大,如榨菜,收割時連續下雨,榨菜會爛,損失很大,用鹽量會銳減,原計劃調集的腌制鹽,用不完的部分只能堆存在倉庫,時間越長就固結越嚴重。必須早作打算,及時外運處理是首選。
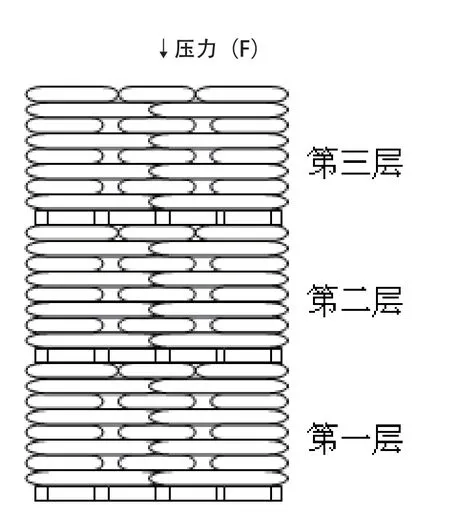
圖5 腌制鹽儲存堆碼高度
[1] 吳發進,海食鹽生產過程中粒度分析與控制[J]. 蘇鹽科技[J]. 2011.
[2] 顏杰.王秀麗.邵旭.防結塊技術進展[J],鹽業與化工[J]. 2011.
[3] 吳發進.海鹽加工過程中洗滌鹵水的探討.鹽業與化工[J]. 2011
(作者單位:浙江杭州灣鹽業配送有限公司)
(編輯:王鵬)