大跨度鋼結(jié)構(gòu)焊接接頭耐蝕性的研究
2017-07-28 08:40:54韓建琪鄭曉春
魅力中國(guó) 2017年10期
韓建琪+鄭曉春


摘要:本文采用不同的工藝進(jìn)行了大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊試驗(yàn),并進(jìn)行了接頭的中性鹽霧腐蝕試驗(yàn)和堿液電化學(xué)腐蝕試驗(yàn)。結(jié)果表明:隨著焊接電流從(130±10)A增加至(170±10)A、焊接速度從(140±5)cm/min增大至(160±5)cm/min,接頭在240h中性鹽霧腐蝕后的質(zhì)量損失率先減小后增大、在6mol/L氫氧化鉀溶液中的腐蝕電位先正移后負(fù)移;優(yōu)選的焊接工藝參數(shù)可使接頭在中性鹽霧腐蝕240h后的質(zhì)量損失率減少6.21%、腐蝕電位正移156mV。
關(guān)鍵詞: 大跨度鋼結(jié)構(gòu);焊接接頭;耐蝕性;CO2氣體保護(hù)焊;工藝參數(shù)
鋼結(jié)構(gòu)因其具有重量輕、強(qiáng)度高、延性好、變形能力強(qiáng)等優(yōu)點(diǎn),成為了主要的建筑結(jié)構(gòu)之一,特點(diǎn)是在大跨度建筑結(jié)構(gòu)中得到廣泛應(yīng)用,如大跨度的跨河橋梁、跨海橋梁;體育館、展覽館、俱樂部、影劇院、食堂、會(huì)議室、候車廳、飛機(jī)庫(kù)、車間等的屋蓋結(jié)構(gòu)[1-2]。焊接是大跨度鋼結(jié)構(gòu)組裝連接中不可或缺的工藝,焊接接頭的性能對(duì)鋼結(jié)構(gòu)的使用壽命產(chǎn)生重要影響。世界多個(gè)地區(qū)都曾發(fā)生過焊接接頭性能引起的鋼結(jié)構(gòu)斷裂或垮塌等嚴(yán)重事故,我們需要不斷提高焊接接頭的性能以避免在以后再次發(fā)生類似的事故,為人類生命安全和財(cái)產(chǎn)安全提供有力的保障。大跨度鋼結(jié)構(gòu)焊接接頭的耐腐蝕性能是較為重要的一個(gè)性能參數(shù)。隨著科學(xué)技術(shù)的發(fā)展,這一性能參數(shù)被期于更高的水平,現(xiàn)有的耐蝕性能往往無法滿足大跨度鋼結(jié)構(gòu)發(fā)展的需要。在鋼結(jié)構(gòu)耐蝕性方面,人們進(jìn)行了較多的研究,也取得了一定的研究成果。但是鋼結(jié)構(gòu)的耐蝕性仍未得到徹底解決,尤其是大跨度鋼結(jié)構(gòu)焊接接頭的耐蝕性仍需要進(jìn)行深入研究。為此,本文以16mm厚的Q420C大跨度鋼結(jié)構(gòu)為研究對(duì)象,研究了不同工藝參數(shù)下大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接接頭的耐腐蝕性能,為工程應(yīng)用提供相關(guān)的實(shí)驗(yàn)數(shù)據(jù)。
1 試驗(yàn)材料與方法
1.1 試樣制備
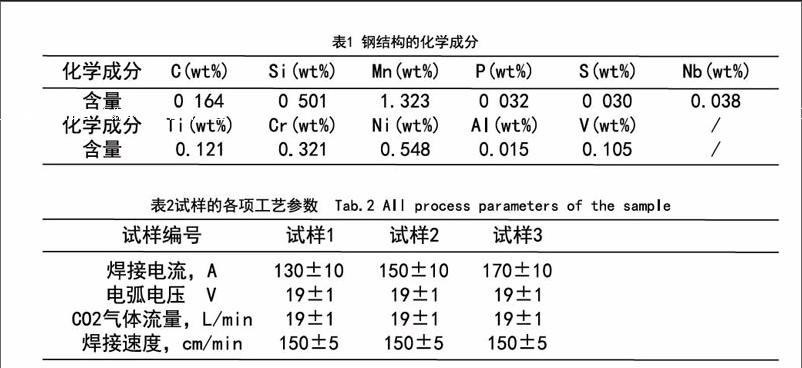
本試驗(yàn)選用16mm厚的Q420C大跨度鋼結(jié)構(gòu)作為焊接對(duì)象,經(jīng)過HW2000型高頻紅外硫磷分析儀Q8型直讀光譜儀的成分分析。鋼結(jié)構(gòu)的具體化學(xué)成分,如表1所示。采用350型CO2氣體保護(hù)焊機(jī)進(jìn)行Q420C大跨度鋼結(jié)構(gòu)的單道次焊接,選用Φ1.2mm的CHW-60C焊絲。各試樣的焊接工藝參數(shù),如表2所示。
1.2 試驗(yàn)方法
焊接接頭的中性鹽霧腐蝕試驗(yàn):不同焊接工藝參數(shù)下的大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭試樣1~5,其中性鹽霧腐蝕試驗(yàn)在FQY050型鹽霧腐蝕試驗(yàn)箱中進(jìn)行。試驗(yàn)過程依據(jù)國(guó)標(biāo)GB/T 10125-1997《人造氣氛腐蝕試驗(yàn)鹽霧試驗(yàn)標(biāo)準(zhǔn)》進(jìn)行,試驗(yàn)溶液為氯化鈉水溶液(濃度=50g/L±5g/L, pH值=6.85±0.35),試驗(yàn)溫度為35℃±2℃,試驗(yàn)時(shí)間240h。首先將試樣在(105±3)℃烘箱中烘干并稱量記錄各試樣的重量,試驗(yàn)過程中每24h取出試樣,稱量并記錄各試樣的質(zhì)量損失。試樣表面的鹽霧腐蝕產(chǎn)物清除方法參照國(guó)標(biāo)GB/T 16545-1996進(jìn)行。
焊接接頭的電化學(xué)腐蝕試驗(yàn):不同焊接工藝參數(shù)下的大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭試樣1~5,其電化學(xué)腐蝕試驗(yàn)在LK98B型微機(jī)電化學(xué)分析系統(tǒng)中進(jìn)行。試驗(yàn)采用三電極體系:工作電極為各試樣制備的電極,將測(cè)試面磨平拋光,并在測(cè)試面的對(duì)立面焊上銅線,然后用石蠟將測(cè)試面以外的所有面進(jìn)行密封。試驗(yàn)溫度為25℃±2℃、電解液為氫氧化鉀溶液(濃度=6mol/L),掃描速度為0.003V/s;為了盡可能消除試樣表面氧化物對(duì)測(cè)試過程的影響,測(cè)試各試樣的Tafel曲線前先在-1.2V恒電位極化180s。
2 試驗(yàn)結(jié)果及討論
2.1 中性鹽霧腐蝕試驗(yàn)結(jié)果及討論
不同焊接工藝參數(shù)下的大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭試樣1~5,經(jīng)過240h中性鹽霧腐蝕后,其試驗(yàn)結(jié)果,如圖1~3所示。從圖1可以看出,焊接工藝參數(shù)對(duì)大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭的耐腐蝕性能產(chǎn)生較大的影響。其中試樣1在腐蝕過程中的質(zhì)量損失最大,當(dāng)腐蝕240h后的質(zhì)量損失率高達(dá)8.52%;而質(zhì)量損失最小的是試樣2,與試樣1相比,試樣2腐蝕240h后的質(zhì)量損失率從8.52%減少至2.31%,減少了6.21%。
從圖2可以看出,在其它工藝參數(shù)相同的情況下,隨著焊接電流的增大,大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭在240h中性鹽霧腐蝕后的質(zhì)量損失率先減小后增大,即大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭的耐腐蝕性能先提高后降低。這主要是因?yàn)楹附与娏鬟^小或過大,都不利于形成高質(zhì)量的焊接接頭;若焊接電流過小則不能為焊接提供所需的足夠能量,難以形成高質(zhì)量的焊接接頭;若焊接電流過大則過多的焊接能量堆積在焊接接頭處,使接頭過熱,從而降低焊接接頭的質(zhì)量。
隨著焊接速度的增大,大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭在240h中性鹽霧腐蝕后的質(zhì)量損失率也呈現(xiàn)出先減小后增大的變化趨勢(shì),即大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭的耐腐蝕性能先提高后降低。這主要是因?yàn)楹附铀俣忍嗤瑫r(shí)間內(nèi)的焊接接頭處的能量過大,造成焊接接頭過熱,降低焊接接頭的質(zhì)量使接頭的耐腐蝕性能變差;如果焊接速度過快,則無法在相同時(shí)間內(nèi)為焊接提供所需的足夠能量,難以形成高質(zhì)量的焊接接頭,降低大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭的耐腐蝕性能。由此可以看出,為了大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭的耐腐蝕性能,焊接電流和焊接速度都不宜過大或過小。從提高大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭耐蝕性出發(fā),優(yōu)選試樣2的焊接工藝參數(shù)。
2.2 電化學(xué)腐蝕試驗(yàn)結(jié)果及討論
不同焊接工藝參數(shù)下的大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭試樣1~5,在6mol/L氫氧化鉀溶液中的電化學(xué)腐蝕試驗(yàn)結(jié)果,如圖3所示。從圖3可以看出,焊接工藝參數(shù)會(huì)對(duì)大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭的腐蝕電位產(chǎn)生影響,在本試驗(yàn)條件下,試樣1的腐蝕電位最負(fù)、試樣2的腐蝕電位最正;與試樣1相比,試樣的腐蝕電位從-1.074V正移至-0.918V,正移了156mV。眾所周知,在其它條件相同的情況下,腐蝕電位愈正,材料的耐腐蝕性能越好。由此可以看出,試樣1的耐堿液腐蝕性能最差、試樣2的耐堿液腐蝕性能最好。此外,隨著焊接電流從(130±10)A(試樣1)增加至(170±10)A(試樣3),腐蝕電位呈現(xiàn)出先正移后負(fù)移的變化趨勢(shì),即大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭的耐堿液腐蝕性能先提高后降低;隨著焊接速度從(140±5)cm/min增大至(160±5)cm/min,腐蝕電位也先正移后負(fù)移,即接頭的耐堿液腐蝕性能也先提高后降低。這與試樣的中性鹽霧腐蝕試驗(yàn)結(jié)果一致。綜上所述,為了提高大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭的耐蝕性,優(yōu)選試樣2所采用的焊接工藝參數(shù)。
3 結(jié)論
1)焊接工藝參數(shù)對(duì)大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭耐蝕性產(chǎn)生較大的影響,在本試驗(yàn)條件下,優(yōu)選的焊接工藝參數(shù)可使焊接接頭中性鹽霧腐蝕240h后的質(zhì)量損失率從8.52%減少至2.31%,減少了6.21%;使其焊接接頭在6mol/L氫氧化鉀溶液中的腐蝕電位從-1.074V正移至-0.918V,正移了156mV。其優(yōu)選的焊接工藝參數(shù):焊接電流為(150±10)A、電弧電壓(19±1)V、CO2氣體流量,(19±1)L/min、焊接速度(150±5)cm/min。
2)隨著焊接電流從(130±10)A增加至(170±10)A,大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭在240h中性鹽霧腐蝕后的質(zhì)量損失率先減小后增大、在6mol/L氫氧化鉀溶液中的腐蝕電位先正移后負(fù)移,焊接接頭的耐蝕性先提高后降低。
3)隨著焊接速度從(140±5)cm/min增大至(160±5)cm/min,大跨度鋼結(jié)構(gòu)CO2氣體保護(hù)焊接頭在240h中性鹽霧腐蝕后的質(zhì)量損失率先減小后增大、在6mol/L氫氧化鉀溶液中的腐蝕電位先正移后負(fù)移,焊接接頭的耐蝕性先提高后降低。
參考文獻(xiàn)
[1] 陳國(guó)虞,張政權(quán),王在忠.海洋大氣中鋼結(jié)構(gòu)用鋅鋁偽合金噴涂層防腐蝕體系[J].熱處理,2011, 26(1):10-16.
[2] 萬全,劉曉華,劉記軍,等.海洋大氣環(huán)境下鋼結(jié)構(gòu)耐腐蝕涂裝體系及耐蝕性快速測(cè)定[J].腐蝕與防護(hù),2009(1):56-58.