KINCO觸摸屏在模塊化柔性制造系統(tǒng)中的應(yīng)用
2017-12-26 09:07:35朱亞紅
時代農(nóng)機(jī) 2017年10期
朱亞紅
(1.重慶市工業(yè)機(jī)器人應(yīng)用服務(wù)工程技術(shù)研究中心,重慶 402160;2.重慶科創(chuàng)職業(yè)學(xué)院機(jī)器人中心,重慶 402160)
KINCO觸摸屏在模塊化柔性制造系統(tǒng)中的應(yīng)用
朱亞紅1,2
(1.重慶市工業(yè)機(jī)器人應(yīng)用服務(wù)工程技術(shù)研究中心,重慶 402160;2.重慶科創(chuàng)職業(yè)學(xué)院機(jī)器人中心,重慶 402160)
文章基于KINCO觸摸屏的組態(tài)軟件,設(shè)計了模塊化柔性制造系統(tǒng)監(jiān)控界面,提供了較為直觀、清晰、準(zhǔn)確的模塊化柔性制造系統(tǒng)各站運(yùn)行狀態(tài),進(jìn)而為維修和故障診斷提供了多方面的可能性,充分提高了系統(tǒng)的工作效率。
觸摸屏;PLC;監(jiān)控
組態(tài)就是用應(yīng)用軟件中提供的工具、方法來完成工程中某一具體任務(wù)的過程。目前組態(tài)軟件被廣泛應(yīng)用于工業(yè)控制領(lǐng)域。組態(tài)軟件依據(jù)自身的過程數(shù)據(jù)庫,下連各種硬件設(shè)備,并通過動態(tài)人機(jī)界面將采集處理的數(shù)據(jù)展現(xiàn)給用戶,或者傳遞給其他應(yīng)用程序。組態(tài)軟件的出現(xiàn),由于其預(yù)先提供了各種常用組件和相關(guān)設(shè)備驅(qū)動,一方面將監(jiān)控系統(tǒng)設(shè)計的難度大為降低,開發(fā)相關(guān)系統(tǒng)的時間大為縮短,另一方面,由于可以自由連接多種設(shè)備,用戶可以依據(jù)需要設(shè)計出成本最優(yōu)的工程。根據(jù)項目實際,選擇步科觸摸屏ET070對模塊化柔性生產(chǎn)制造系統(tǒng)進(jìn)行技術(shù)改進(jìn),同時進(jìn)行了實際應(yīng)用。
1 模塊化柔性制造系統(tǒng)介紹
現(xiàn)代化的自動生產(chǎn)設(shè)備(自動生產(chǎn)線)的最大特點是它的綜合性和系統(tǒng)性,集機(jī)械技術(shù)、電機(jī)驅(qū)動技術(shù)、電工電子技術(shù)、傳感測試技術(shù)、接口技術(shù)、信息變換技術(shù)、網(wǎng)絡(luò)通信技術(shù)等多種技術(shù)有機(jī)地結(jié)合,并綜合應(yīng)用到生產(chǎn)設(shè)備中。
模塊化柔性生產(chǎn)制造系統(tǒng)在鋁合金導(dǎo)軌式實訓(xùn)臺上安置上料檢測站、搬運(yùn)站、加工站、裝配站、安裝搬運(yùn)站和立體倉庫站六個工作站,構(gòu)成一個典型的自動生產(chǎn)線的機(jī)械平臺,系統(tǒng)各機(jī)構(gòu)采用氣動驅(qū)動、傳感器檢測和步進(jìn)電機(jī)位置控制等技術(shù)。系統(tǒng)的控制方式采用每一工作單元由一臺PLC承擔(dān)其控制任務(wù),各PLC之間通過網(wǎng)絡(luò)通訊模塊實現(xiàn)互連的分布式控制方式。
聯(lián)機(jī)運(yùn)行時,系統(tǒng)整體運(yùn)行采用的是順序控制結(jié)構(gòu),即每個工件由供料開始到入庫結(jié)束,按照順序逐步完成。其流程為供料——搬運(yùn)——加工——安裝搬運(yùn)——裝配——入庫。各站之間工作流程圖如圖1所示。
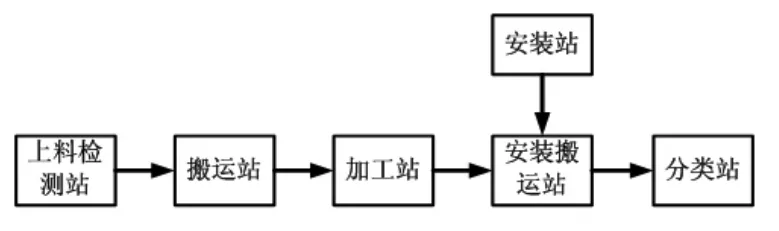
圖1 模塊化柔性制造系統(tǒng)各站間工作流程圖
2 模塊化柔性制造系統(tǒng)硬件設(shè)計
PLC控制系統(tǒng)的主站采用西門子CPU S7-314 PLC(10點輸入14點輸出,輸入電源DC 24V),五個從站選用西門子CPU226 PLC(24點輸入16點輸出,輸入電源DC 24V)。
HMI人機(jī)界面采用上海步科ET070觸摸屏,人機(jī)界面與PLC之間通訊協(xié)議采用西門子的PPI協(xié)議。硬件組態(tài)圖如圖2所示。
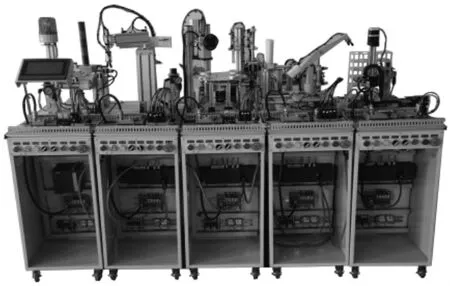
圖2 模塊化柔性制造系統(tǒng)硬件構(gòu)成圖
3 HMI設(shè)計過程
3.1 HMI硬件組態(tài)過程
選擇Kinco HMIware組態(tài)軟件,在菜單[文件]中新建工程。再在元件庫窗口中選擇通訊方式,選中所需并拖入到工程結(jié)構(gòu)窗口即可完成。然后在元件庫窗口中選擇硬件的HMI型號,將其拖入工程結(jié)構(gòu)窗口(本項目選擇的型號為ET070)。同時在元件庫窗口中選擇硬件的PLC型號(本項目選擇的型號為 Siments s7 300/400(PC Adater Direct)),將其拖入工程結(jié)構(gòu)窗口,最后在工程結(jié)構(gòu)窗口中適當(dāng)移動PLC與HMI位置,按照物理連線端口接線,分別拉動HMI和PLC,如果不斷開就表示HMI硬件組態(tài)成功,如圖3所示。
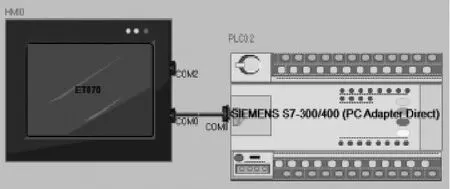
圖3 HMI與PLC硬件組態(tài)圖
在組態(tài)軟件中,雙擊ET070觸摸屏,在HMI屬性框中設(shè)置串口0的參數(shù),由于硬件選擇的是RS232通信線,故設(shè)置通信類型為RS232,同時選擇波特率19200bit/s,奇校驗,停止位為2。
3.2 HMI主界面設(shè)計
在工程結(jié)構(gòu)窗口中的HMI0中,選中主界面,再在元件庫窗口中選擇功能鍵,分別放置聯(lián)網(wǎng)調(diào)試運(yùn)行和分站調(diào)試運(yùn)行功能鍵。運(yùn)行后主界面如圖4所示。
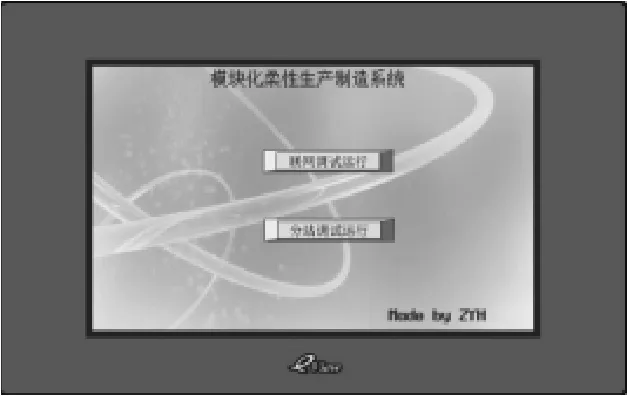
圖4 主界面運(yùn)行圖
3.3 HMI聯(lián)網(wǎng)運(yùn)行(自動運(yùn)行)界面設(shè)計
聯(lián)網(wǎng)運(yùn)行即觸摸屏同時控制六個站的上電、復(fù)位、啟動和停止等過程。
根據(jù)模塊化柔性生產(chǎn)制造系統(tǒng)實體的控制面板有8個按鈕(開始按鈕、復(fù)位按鈕、特殊按鈕、手/自按鈕、單/聯(lián)按鈕、停止按鈕、上電按鈕和急停按鈕。其中,開始按鈕、復(fù)位按鈕、上電按鈕為帶燈按鈕),可分析出具體通信I/0口,定義數(shù)據(jù)庫變量,在工程結(jié)構(gòu)窗口中,添加聯(lián)網(wǎng)調(diào)試組態(tài)窗口,同時在元件庫窗口的PLC原件中分別選擇位狀態(tài)指示燈和位狀態(tài)切換開關(guān)元件,進(jìn)行動畫連接。實物控制面板圖和組態(tài)后圖分別如圖5、圖6所示。

圖5 控制面板實物圖
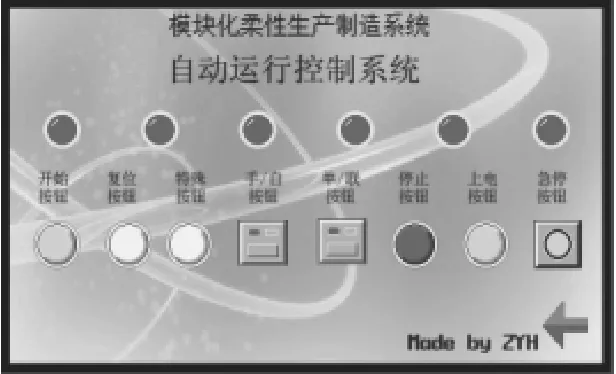
圖6 HMI組態(tài)后圖
3.4 手動運(yùn)行控制系統(tǒng)界面設(shè)計
(1)手動運(yùn)行控制系統(tǒng)總界面設(shè)計。模塊化柔性生產(chǎn)制造系統(tǒng)分六個站,手動控制即運(yùn)行時單獨(dú)運(yùn)行其中一站,不進(jìn)行聯(lián)網(wǎng),故在設(shè)計界面時,需設(shè)計一個手動運(yùn)行控制時總界面用作單獨(dú)運(yùn)行時的各站之間的切換。方法同主界面設(shè)計過程,運(yùn)行結(jié)果如圖7所示。

圖7 手動運(yùn)行控制系統(tǒng)總界面切換圖
(2)手動運(yùn)行控制系統(tǒng)單站界面設(shè)計。在工程結(jié)構(gòu)窗口中,分別添加上料檢測站、搬運(yùn)站、加工站、安裝站、安裝搬運(yùn)站和立體倉庫站組態(tài)窗口,同時在每個界面分別放置位狀態(tài)指示燈和位狀態(tài)切換開關(guān)元件,并進(jìn)行動畫連接。六站組態(tài)后圖分別如圖8所示。
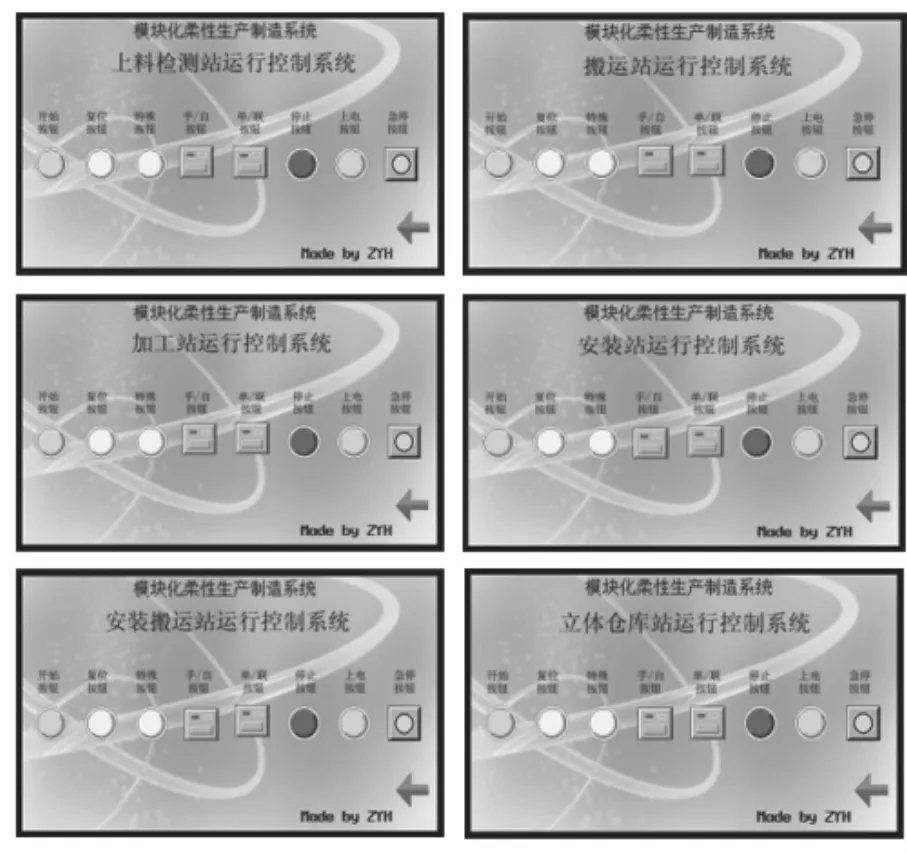
圖8 六站各站組態(tài)圖
4 調(diào)試與總結(jié)
PLC下載運(yùn)行程序后,打開計算機(jī)的組態(tài)軟件運(yùn)行窗口,對組態(tài)好的畫面進(jìn)行編譯,下載,進(jìn)行調(diào)試。如果窗口畫面上的按鈕盒指示燈的動態(tài)變化速度與PLC的控制過程保持同步,說明PLC程序編寫正確,組態(tài)過程設(shè)置合理,否則應(yīng)檢查PLC程序和組態(tài)設(shè)置。同時組態(tài)調(diào)試過程中,密切觀察,如有特殊情況,請按急停按鈕。運(yùn)行結(jié)果表明,系統(tǒng)運(yùn)行正常,動畫效果良好。
5 結(jié)語
文章所設(shè)計的監(jiān)控系統(tǒng)充分利用了KINCO組態(tài)軟件和PLC控制系統(tǒng)各自的優(yōu)點,克服了模塊化柔性制造系統(tǒng)操作繁瑣、工作量大等缺點,取得了較好的效果。同時,也為KINCO組態(tài)軟件與其他實際控制系統(tǒng)的結(jié)合提供了非常有價值的參考。
[1]馬國華.監(jiān)控組態(tài)軟件及其應(yīng)用[M].北京:清華大學(xué)出版社,2005.
[2]李濤.基于PLC的天然氣集氣站檢測控制系統(tǒng)的研究與設(shè)計[J].石油和化工設(shè)備,2015,(9).
[3]張金姣.基于組態(tài)技術(shù)的PLC電廠輸煤控制系統(tǒng)的仿真[J].2009,(8).
[4]陸葉.基于RobotStudio的機(jī)器人柔性制造生產(chǎn)線的仿真設(shè)計[J].2016,(6).
重慶市高等教育教學(xué)改革研究項目(編號:163305)。
朱亞紅(1985-),女,陜西咸陽人,碩士,高級技師,講師,主要研究方向:自動控制技術(shù)。
猜你喜歡
兒童故事畫報·發(fā)現(xiàn)號趣味百科(2025年8期)2025-08-23 00:00:00
中學(xué)生天地(A版)(2022年10期)2022-11-23 06:42:50
海洋信息技術(shù)與應(yīng)用(2022年1期)2022-06-05 07:38:22
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
現(xiàn)代裝飾(2020年5期)2020-05-30 13:01:56
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
中國核電(2017年2期)2017-08-11 08:00:56
流程工業(yè)(2017年4期)2017-06-21 06:29:50
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
