淺談宏程序在數控車床非圓曲線內輪廓加工中的應用
2017-12-28 09:11:24李少峰
裝備制造技術 2017年10期
齊 康,李少峰
(1.臨沂市農業學校,山東 臨沂276600;2.聯合汽車電子有限公司,上海200120)
淺談宏程序在數控車床非圓曲線內輪廓加工中的應用
齊 康1,李少峰2
(1.臨沂市農業學校,山東 臨沂276600;2.聯合汽車電子有限公司,上海200120)
以FANUC 0i系統為基礎,分析了使用G71指令嵌套宏程序加工非圓曲線拋物線的編制思路和格式,總結出了宏程序在數控車床加工非圓內輪廓時的編程特點和規律,為解決數控車床加工非圓曲線內輪廓難題,提供了一種可以借鑒的思路。
宏程序;非圓曲線;數控編程
數控車床在加工零件的過程中,由于數控系統本身尚不具備非圓曲面插補功能,因此,當面對橢圓、拋物線等非圓曲面時,數控機床系統的直線和圓弧插補功能尚不具備直接加工此類零件的能力;宏程序作為一種用變量方式進行數控編程的方式被廣泛應用于特殊形狀的加工中,本文基于FANUC系統并通過數控車削加工中常見的拋物線曲線輪廓,探討非圓曲線內輪廓加工手動編程思路和方法。
1 宏程序簡介
宏程序是提高數控車床性能的一種特殊功能,它可以對變量進行運算,使程序應用更加靈活方便并且用戶宏程序允許變量算術和邏輯運算及條件轉移,使得編制相同加工操作的程序更加方便、更加容易[1]。宏程序分為A類用戶宏程序和B類用戶宏程序,本文只以B類宏程序為例來說明其在橢圓,拋物線內輪廓加工中的應用。宏程序的變量用#號后的數字或者表達式來定義,例如:#1=1,#2=#1+2即#2=3.宏程序的變量可總結為兩大類:一類是本級變量#1-#33.這類變量在同一程序級中調用時含義相同,若在另一程序(如子程序)中使用則不同。第二類是通用變量#100-#144,#500-#531,這一類變量可在各級宏程序中被共同使用,也就是說通用變量在不同程序級中調用時含義相同[2]。因此,如果一個宏程序中經過計算得到的一個通用變量的值可以被另一個宏程序調用。利用變量可以進行定義、算術運算、邏輯運算、函數運算等表達。
宏程序的控制指令可以改變或控制程序的執行順序,一般分為以下兩類:
(1)條件轉移指令
編程格式:IF[條件表達式]GOTO n
說明:如果表達式的條件滿足,則轉而執行程序號為n的對應程序。如果表達式中的條件沒有得到滿足,則順序執行下一段程序。
表達式中的判斷符號可以總結為表1所列。

表1 運算符號
(2)循環語句指令
編程格式:WHILE[條件表達式]DO n
………..
END n
說明:條件表達式滿足時,程序段DO n至 END n即重復執行。當條件表達式不滿足時,程序轉到END n后執行。
2 宏程序編制實例
有如圖1所示零件圖。數控車床系統為FANUC 0i TC,工件毛坯為φ80×80的鋁料。
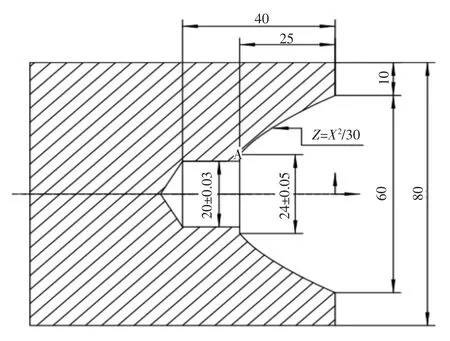
圖1 零件圖
2.1 工件內輪廓編程思路
圖1內輪廓有拋物線,在不借助CAM軟件加工的情況下,如果不使用宏程序,那么很難實現該處非圓曲線的加工。在編制該拋物線宏程序之前,有必要指出宏程序的編寫步驟。
(1)首先確定非圓曲線的基準點。基準點通常選擇非圓曲線的起始點或者是中點。
(2)確定自變量并賦初值。
(3)根據非圓曲線公式確定因變量。
(4)將非圓曲線上各點的坐標轉換成工件坐標系的絕對坐標。
(5)確定步距數值(該數值越小,數控系統插補計算越精確,精度越高)。
(6)選取控制指令,寫出完整宏程序。
2.2 宏程序的編制方法
下面以圖1為例,說明編制的具體方法。
(1)確拋物線的基準點。由于A點是拋物線的終點,所以選取A點作為宏程序編寫的基準點。A點在工件坐標系上的絕對坐標是(24,-25)
(2)確定自變量。選取X方向為自變量并賦初值#1=60.
(3)確定因變量。由拋物線公式可以得出因變量#2=#1*#1/30
(4)拋物線上各點在工件坐標系上的絕對坐標為(2*#1+24,#2-25)
(5)拋物線從起始點到A點,相對應的直徑數值從60變到24,因此步距選取負值。為了保證非圓曲線的精度,步距選擇-0.1.
(6)采用條件轉移語句將拋物線宏程序完整寫出:
#1=60;X方向的起點坐標
N2#2=#1*#1/30;Z方向的坐標
G1X[2*#1+24]Z[#2-25];插補指令
#1=#1-0.1遞減X坐標數值,計算插補節點
IF[#1GE24]GOTO2;判斷直線插補是否結束
在圖1中,除了非圓曲線之外,還有其他輪廓需要加工,為了加工方便,在這里將整個內輪廓完整的程序編制如下:
O001;程序號
G99 M03 S600 T0101;進給單位是 mm/r,主軸以600 r/min的速度正轉,調用1號刀,呼叫1號刀補
G41G00Z16Z3;快速靠近內孔循環起點,并建立刀尖圓弧半徑補償
/G71 U1.5 R0.5;執行粗加工,進刀量1.5 mm,退刀量0.5 mm
/G71 P1 Q3 U-1W0F0.2;精加工程序從起始段為N1到終止段N3,在X方向留1 mm的精車余量,進給量為0.2 mm/r
N1G01 X60 S800 F0.1;刀具定位置起到點位置,設置精加工轉速為800 r/min,進給量為0.1 mm/r.
Z0;
#1=60;X方向的起點坐標
N2#2=#1*#1/30;Z 方向的坐標
G1X[2*#1+24]Z[#2-25];插補指令
#1=#1-0.1遞減X坐標數值,計算插補節點
IF[#1GE24]GOTO2;判斷直線插補是否結束
G01X20;直線插補至φ20。
N3Z-42;加工φ20內孔至Z方向-42處
G40G00Z100;取消刀尖圓弧半徑補償并退刀至安全處
M30;程序結束并返回起始位置
3 結束語
采用宏程序,可以很好地解決非圓曲線在數控車削難以直接插補加工的難題,提高了手動編程速度,簡化了程序編制,能更好地保證零件的尺寸精度,提高了數控車床的性能,在數控加工中得到了普遍的應用。
[1]黃啟紅.宏程序在非圓曲線類零件車削加工中的應用[J].制造業自動化,2011(9):49-51.
[2]北京法那科數控公司.日本法那科數控系統FANUC 0i MATE-TC編程說明書[Z].
Introduction to Macro-program Application in the Internal Non-circular Curve Profile with CNC Lathe
QI Kang1,LI Shao-feng2
(1.Linyi Agriculture School,Linyi Shandong 276600,China;2.United Automotive Electronics Co.,Ltd.,Shanghai 200120,China)
Based on the FANUC 0i system,this paper has analyzed the method of machining internal non-circular curve in CNC lathe with macro-program.In order to solve the non-circle curve contour machining,the programming rules and characteristics have been summarized which can provide reference for solving the difficult problem in the CNC turning machining.
macro-program;non-circle curve contour;CNC programming
TP317
B
1672-545X(2017)10-0223-02
2017-07-15
齊 康(1989-),男,山東監朐人,碩士研究生,助理講師,主要研究方向:數控技術應用。
猜你喜歡
語數外學習·高中版上旬(2024年18期)2024-02-20 00:00:00
中學生數理化·中考版(2021年10期)2021-11-22 07:26:38
制造技術與機床(2019年12期)2020-01-06 03:17:48
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
制造技術與機床(2017年4期)2017-06-22 11:18:05
中學生數理化·中考版(2017年10期)2017-04-23 06:29:38
中學生數理化(高中版.高二數學)(2017年1期)2017-04-16 05:33:44
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32