點焊樣板設計方法研究
2017-12-31 00:00:00魏天嬌
大東方 2017年8期


摘要: 模線樣板工作法作為模擬量傳遞的重要方法,因其經濟、可靠的特點,在飛機零件多品種、中小批量的生產中仍然發揮著重要作用,因此,有必要設計一種點焊專用樣板,工人可以使用樣板直接在零件表面畫出焊點位置,不必重復按尺寸劃線作業,顯著提高點焊類零組件生產效率。
關鍵詞:點焊,方案
當前公司采用點焊工藝焊接的零、組件,一般都是由工人按設計數據手工劃線的方法確定焊點位置,該方法存在劃線精度差、工作效率低的問題,尤其對于批產飛機,工人需要對每件零件重復進行手工劃線定位工作,嚴重制約了點焊類零、組件生產效率。
一、蒙皮類點焊樣板技術方案
(1)蒙皮類點焊零、組件特點。21廠點焊加工的零、組件一般是表面無其他設計結構的蒙皮類零件,樣板可以直接彎曲貼合使用表面,不需設置特殊躲避結構,部分零件成桶狀結構具有較大曲度,零件尺寸一般較大。上述特點要求蒙皮類點焊樣板材料應當密度小、易于彎曲且具有一定使用強度,在樣板形式上直接按曲面展開結果設計平板點焊樣板,使用時彎曲貼合零件表面并定位夾緊后用于焊點位置劃線。
(2)21廠點焊樣板材料
①材料一:鍍鋅板(0.6mm或0.8mm)
鍍鋅板比較輕薄、易彎曲,與零件貼合較好,如圖1。通過對某機型零件設計點焊樣板進行對比試驗。
由于鍍鋅板材料較薄,無法使用傳統方法刻打標記,可以通過下面兩種方法解決,一、使用激光打標機進行激光刻字,如圖1。二、設計活動補加,在活動補加上刻打樣板標記。
②材料二:鋁合金板
鋁制樣板同鍍鋅板一樣,密度小、易彎曲變形。
③材料三:1mm厚鋼板
1mm厚鋼板具有較好的剛度,便于保存,但是不易于彎曲,僅適用于零件曲度較小的情況。
應根據零件形狀、尺寸等具體情況選擇點焊樣板材料。
(3)蒙皮類點焊樣板形式
蒙皮類點焊樣板需將蒙皮表面進行曲面展開,按展開形狀和點位設計展平狀態的樣板。
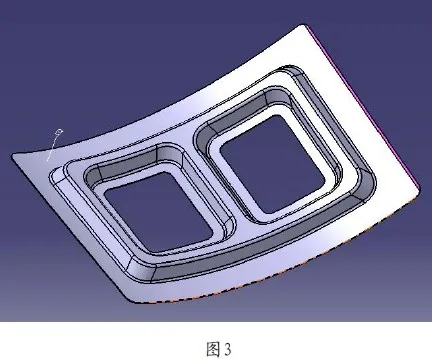
當零件點焊焊接由不同工序加工完成,應將樣板進行分塊設計,如下圖2。
二、口框類點焊樣板技術方案
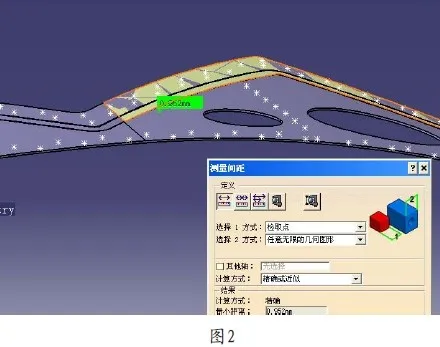
(1)口框類點焊零、組件特點。22廠點焊加工的零、組件一般是表面有復雜下陷結構的的口框類零件,如圖3所示。點焊樣板應設計帶有立體補加結構,以躲避零件表面結構對樣板使用的干涉,使樣板能與零件表面貼合使用。
(2)口框類點焊樣板材料。由于口框類點焊樣板同樣需要彎曲變形使用,因此樣板材料要求與蒙皮類點焊樣板要求相同。
(3)口框類點焊樣板形式。由于口框類零件曲度一般較大且多具有下陷突起結構,點焊樣板需設計躲避零件下陷突起的“幾字”形立體補加,是樣板與零件使用位置有效貼合。
樣板在使用前需按工裝彎曲成形,并使樣板保持彎曲后的形態,如圖4所示。
綜上,現階段,激光定位、檢測技術高速發展,尤其在飛機制造領域,由于激光定位設備具有精度高、速度快的特點,目前已被廣泛應用與飛機工業制造之中。
模線樣板作為一種重要的模擬量傳遞方法,是飛機從設計到生產的技術橋梁。模線樣板因其經濟性、可靠性的特點,在飛機研制生產階段仍將處于和數字化技術相并存的狀態,并將繼續發揮較重要的作用。
點焊樣板作為模線樣板的一種,可以作為先進定位設備引進前的效率工具和引進后的輔助工具,顯著提高點焊加工零、組件的生產效率。
參考文獻
[1]顧元杰等《航空制造工程手冊》航空工業出版社 1992.
(作者單位:中航工業沈陽飛機工業集團(有限)公司)