3D打印蠟粉成形工藝研究和應用驗證
2018-01-24 03:26:03宋彬及曉陽任瑞高文謙孫寧侯尉
金屬加工(熱加工) 2018年1期
■ 宋彬,及曉陽,任瑞,高文謙,孫寧,侯尉
在3D打印增材技術領域,復合蠟粉選擇性激光燒結工藝十分復雜,成形過程要求參數范圍較窄,成形能力差,掌握比較困難。本文從SLS成形質量的幾個重要的步驟和參數進行分析試驗,通過大量試驗數據整理,探索出復合蠟粉選擇性激光燒結工藝規律,通過實際樣件和零件進行驗證。
一、蠟粉成形精度控制技術
1. 燒結工藝參數控制精度的方法
通過理論分析和試驗認為對于固定特性的粉末材料,激光選區燒結成形過程中的誤差來源于三個方面:模型數據處理誤差、成形機系統誤差、成形工藝和翹曲變形誤差。但是只有小部分參數是我們所能控制和調整的。如鋪粉軸的轉速和運動方式、軟件算法、初始切片層的選取等參數,在成形機生產過程中就己被鎖定了,故我們不能調節這些參數。使用過程中可調整的設備參數有預熱溫度、預熱時間、單層厚度、掃描延時、激光功率、掃描方式、掃描間距、掃描速度、鋪粉厚度、修正系數及保溫時間等,而這些因素并不是單獨起作用,而是相互作用、相互影響的。
(1)預熱溫度 預熱情況對成形質量的影響是非常大的。在燒結進行前,必須先用成形材料打底,目的是將成形件黏附在底上,防止成形件被鋪粉軸推走和燒結初期的翹曲變形。打底時,對預熱溫度和時間的控制很關鍵,預熱溫度過高、時間過長,造成底部板結甚至熔融,會對取件造成困難;預熱溫度不夠或時間不足,成形件容易發生翹曲變形,且不易黏附成功。圖1分別為預熱良好和預熱不足情況下的燒結件。
根據復合蠟粉材料性質,試驗時預熱區間選擇為30~60℃。經多次試驗,精鑄蠟粉燒結打底時預熱溫度控制在50℃,時間在10min最佳。
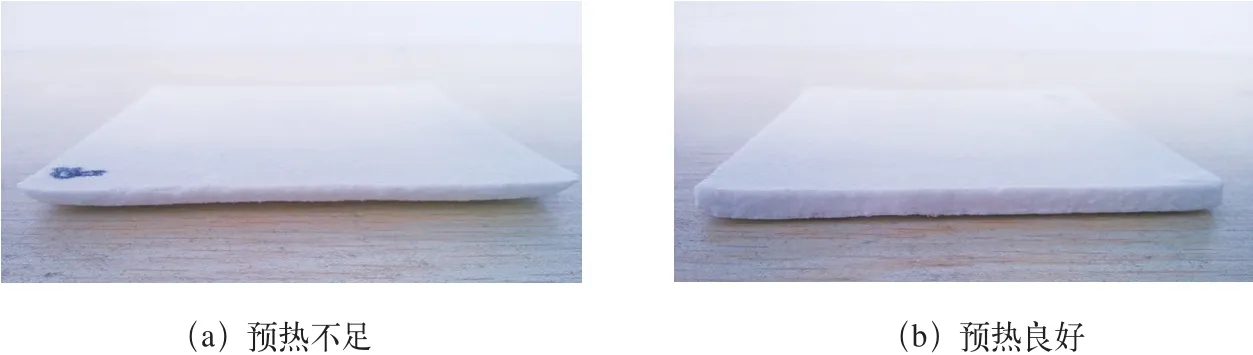
圖1 未加預熱引起的翹曲變形情況
在燒結過程中,預熱溫度對成形件尺寸精度和翹曲變形的影響很大。如果在燒結時粉末沒有經過預熱,激光掃描時可使燒結層的上部分瞬間達到熔點,而此時燒結層下部分的溫度卻升高不多。燒結層上下表面的溫差必然導致燒結層不均勻,翹曲變形在所難免。因此,提高預熱溫度有助于減小粉料燒結層上下表面的溫差,從而減小成形件的翹曲變形。
(2)掃描速度 試驗時,掃描速度區間為1400~2000mm/s。當掃描速度較高時,粉末材料吸收的能量少,粉末未能充分熔化黏結,粉層上下受熱不均勻,容易產生翹曲變形,而且成形件強度低。但此時粉末熔融程度低,材料收縮量較小,故成形件收縮率小,成形精度較高。與之相反,掃描速度降低時,材料吸收能量多,粉層上下受熱均勻,熔融程度高,不易發生翹曲變形,同時成形件強度高,但材料收縮較大,成形尺寸變形較大。
(3)激光功率 根據材料性質,試驗所選激光功率區間為10~20W。在此區間,當激光功率較小時,輸入的能量低,燒結層下表面粉末未能充分熔化黏結,燒結層上下表面存在溫差,成形件會發生翹曲變形。但此時因材料收縮程度低,故成形精度較高,成形件強度卻較差。而隨著激光功率的增加,粉末材料熔融程度增加,翹曲變形會相應減小,當激光功率增加到使燒結層基本熔融時,燒結層的蠟粉已成為流體,基本不會發生翹曲變形,但此時材料收縮率最大,故尺寸變形較大,成形件強度較高。
(4)鋪粉厚度 鋪粉厚度即工作缸下降一層的高度,其對燒結工藝的影響也是很關鍵的。層厚過大將導致激光束不能穿透該燒結層,層與層之間黏結不牢靠,造成分層;而過小的層厚會導致部分已燒結的粉末重新燒結,降低形坯的成形精度,不過減小燒結厚度可以增大燒結件的燒結密度,進而提高燒結件的強度。通過試驗研究表明,鋪粉過程中鋪粉輥對成形缸內粉末有一個向下的壓力和一個水平的力,向下的壓力有利于提高粉末的松裝密度,水平力使得層與層之間會產生微小的偏移,使得精度降低,嚴重時甚至導致成形件的完全破壞。
對于有曲面的零件,層厚直接影響形坯的表面精度和形狀精度。層厚直接影響制件的階梯效應,隨著單層層厚的增加,曲面零件的階梯效應更加明顯,使得制件精度出現很大偏差。因此,對于有曲面的制件,可以通過適當減小層厚來提高原型精度。根據實際經驗,對于平均粒徑為45μm的復合蠟粉,厚度范圍以 0.15~0.21mm 為最佳。
2. 燒結工藝參數正交試驗
為獲得復合蠟粉燒結件的最佳工藝,采用正交試驗法燒結工藝參數進行分析,對試驗進行整體設計、統計分析、綜合比較,以達到最高生產工藝效果。最終獲得的工藝參數如表1所示。
我們采用了優化后的燒結工藝參數進行燒結試驗,來保證燒結件的燒結密度和尺寸精度。
3. 復合蠟粉的選擇性激光燒結件
圖2為新型復合蠟粉部分激光燒結燒結件,有壁厚<1mm、層數>1500層的薄壁部件,有曲面(葉片)燒結的誘導輪等,進一步說明了該新型復合蠟粉滿足選擇性激光燒結對粉末材料的要求。
二、激光燒結蠟型后處理技術工藝研究
1. 后處理目的和意義
選擇性激光燒結屬于無壓敞開燒結,所以直接成形的成形件內部結構致密性差,且由于是疊加燒結,燒結件強度低、表面粗糙甚至有臺階效應(見圖3),又因粉末材料很容易脫落,所以未經后處理的成形件不能滿足后續精密鑄造的要求。這里選用滲蠟的方法進行后處理,原因有三點。
第一,盡管蠟粉原型燒結密度較高,但仍有約30%的孔隙率,且由于燒結時間短,孔隙間并沒有形成閉孔,而是連通著的,蠟液體可以通過孔隙通道逐漸滲透,以達到減小制件孔隙率的目的,并且實際經驗也證明可以得到好的處理效果。

圖2 復合蠟粉部分燒結成形件

表1 最大燒結密度工藝參數
第二,燒結件主要用于后續的熔模鑄造工藝,這類浸蠟處理的原型容易和隨后的鑄造工藝配合。
第三,浸蠟處理后形成的原型表面易打磨光滑,降低原型表面粗糙度值。若原型表面有小損傷也可以用蠟液修補,提高其表面精度。
2. 后處理工藝設計與優化
(1)成形件滲蠟前的預處理 ①清理與修整:成形件燒結結束后,為了防止成形件由于突然溫度降低而產生翹曲變形,需要在成形缸內冷卻30min以上。取出成形件后,清理表面的粉末,將一些地方進行必要的打磨、修整,以保證制件的尺寸精度。②制件預熱處理:在滲蠟前還需預熱成形件,防止因為成形件和蠟液溫差過大,從而引起成形件的開裂和變形。試驗中,將成形件放置于40℃的烤箱中預熱30min。③成形件浸蠟:將預熱好的成形件在合理的工藝參數下進行兩次滲蠟操作,第一次以蠟液填充成形件孔隙為主,第二次以成形件表面掛蠟為主。④滲蠟件表面處理:對滲蠟后的成形件進行表面修理,一方面修補成形件的缺損和裂縫,另一方面打磨燒結件表面,增加表面光滑度,提高燒結件精度。
(2)滲蠟處理 ①蠟的選用與配制:蠟要具有良好的流動性、浸潤性,蠟質要純凈,不可混有雜質,而且要求蠟的熔點較低;同時,要考慮在滿足使用條件的情況下盡量降低蠟的成本。由于一般的工業石蠟熔點較高(一般在100℃左右),不能用于滲蠟,這里選用工業石蠟與硬脂酸鈣按1:1的比例配制的低熔點蠟,熔點為55~60℃。②蠟液溫度控制:蠟液溫度是后處理過程中最重要的一個參數。一般來說,蠟液溫度提高,蠟液的流動性也提高,成形件表面滲蠟厚度變小,但過高的蠟液溫度會導致成形件因溫差大而脆裂,甚至發生軟化、變形;反之,蠟液溫度降低,蠟液的流動性也降低,成形件表面滲蠟厚度變大,溫度過低會導致蠟液掛不住,起不到滲蠟的作用。試驗中分別采用70℃、72℃、74℃、76℃、78℃共5個蠟液溫度進行試驗,觀察試驗結果,并對比后處理前后成形件的性能和表面。③滲蠟過程:將預熱后的成形件取出,放在網狀托盤上,然后緩慢放入溫度設定好的化蠟池中。滲蠟過程中,成形件會因為浮力的作用而不能完全沉入蠟池,可用玻璃棒小心按壓、翻滾成形件,保證其滲蠟完全、均勻。取出成形件時,應保證孔洞、溝槽等向下,便于其中多余的蠟液流出。待成形件冷卻至室溫,即可進行精整處理。④二次滲蠟:對于作為熔模鑄造的“蠟模”使用的成形件來說,表面滲蠟的目的主要是降低其表面粗糙度值和增加蠟感;同時,可對制件形狀、尺寸進行一定修補。此外,成形件表面滲有一定厚度的蠟層后,也便于連接澆冒口系統。成形件表面滲蠟后強度會有一定的提高,但一次滲蠟后,成形件表面并沒有想象中的那么光滑,而且由于浸入時間過短,蠟液可能還沒完全滲入成形件,所以二次滲蠟是很有必要的。
(3)微觀結構 圖4和圖5分別為浸蠟前和二次浸蠟后的誘導輪斷口放大500倍的SEM照片,從中可以看出,浸蠟前誘導輪斷面粗糙,有明顯的孔洞和凹陷。浸蠟后的誘導輪,斷面光滑,蠟液進入誘導輪內部,填充了內部孔洞與凹陷。隨著誘導輪內部結構的填充和完整,致密性會提高,其性能和強度必然會得到明顯改善。
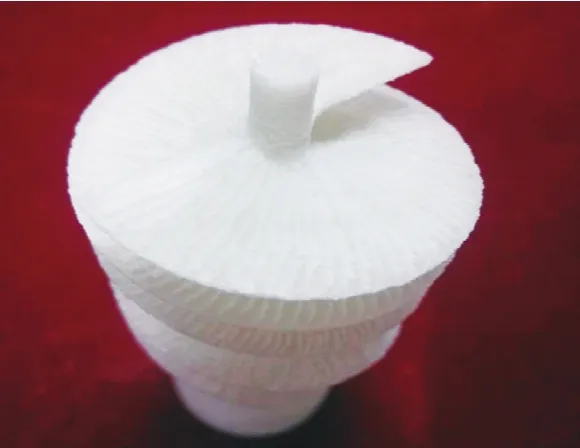
圖3 成形件的臺階效應
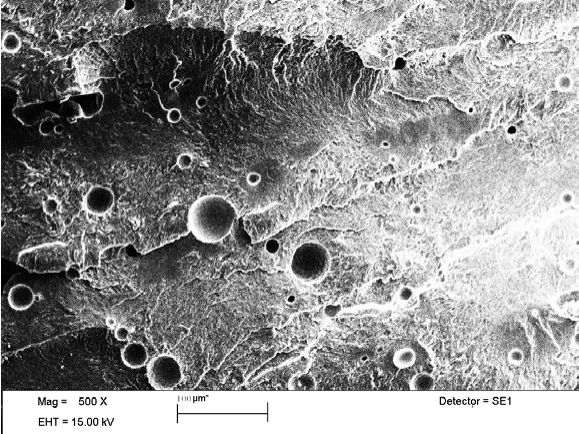
圖4 浸蠟前的誘導輪斷口(500×)
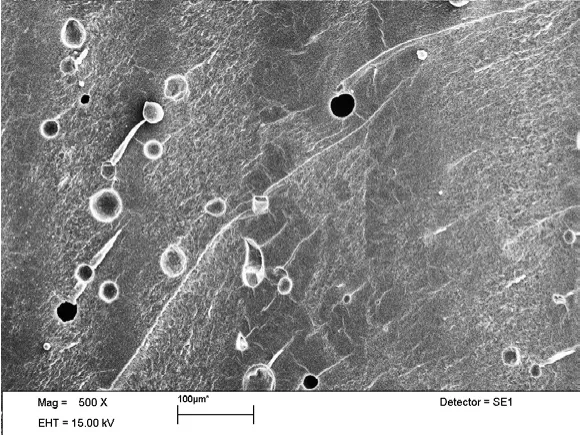
圖5 二次浸蠟后的誘導(500×)
三、蠟粉增材制造設備的考核及應用
1. 鑄件工藝考核
為了全面考核復合蠟粉燒結件對傳統精密鑄造工藝的適應性,選擇了外形復雜的旋轉框架雙金屬缸體鑄件進行考核。其鑄造工藝裝配和鑄件毛坯如圖6、圖7所示。
2. 缸體鑄件的解剖及性能檢測
(1)缸體解剖檢測 實際解剖后鑄件各部分的組織均勻,主要有α固溶體和大量彌散分布的θ'相(CuAl2的過渡相),二次T相呈彌散小質點析出,大幅提高了合金的力學性能,達到技術要求(見表2)。鑄件無損檢測合格。
(2)鑄件外觀檢查 鑄件進排氣道內壁及下部加工面未見裂紋、疏松、冷隔等鑄造缺陷;解剖后內部未發現缺陷。
鑄件水壓試驗:水道在490~588kPa的壓力下進行水壓試驗(水溫50~70℃)10min,沒有漏水情況。
(3)尺寸精度和表面粗糙度檢測 經檢測,鑄件尺寸精度達到CT5,表面粗糙度達Ra=3.2mm 。
四、結語
通過3D打印SLS技術對復合蠟粉成形工藝的探索,采用試驗、數據分析的方法實現了復合蠟粉成形樣件的打印,掌握了復合蠟粉成形工藝。并以雙金屬三缸缸體作為實例,實現蠟模成形、鑄造工藝設計、石膏型熔模精密鑄造、解剖、X射線無損檢測、金相組織分析,以及力學性能分析等快速鑄造過程,驗證了復合蠟粉成形工藝的合理性,蠟件鑄造性較好。
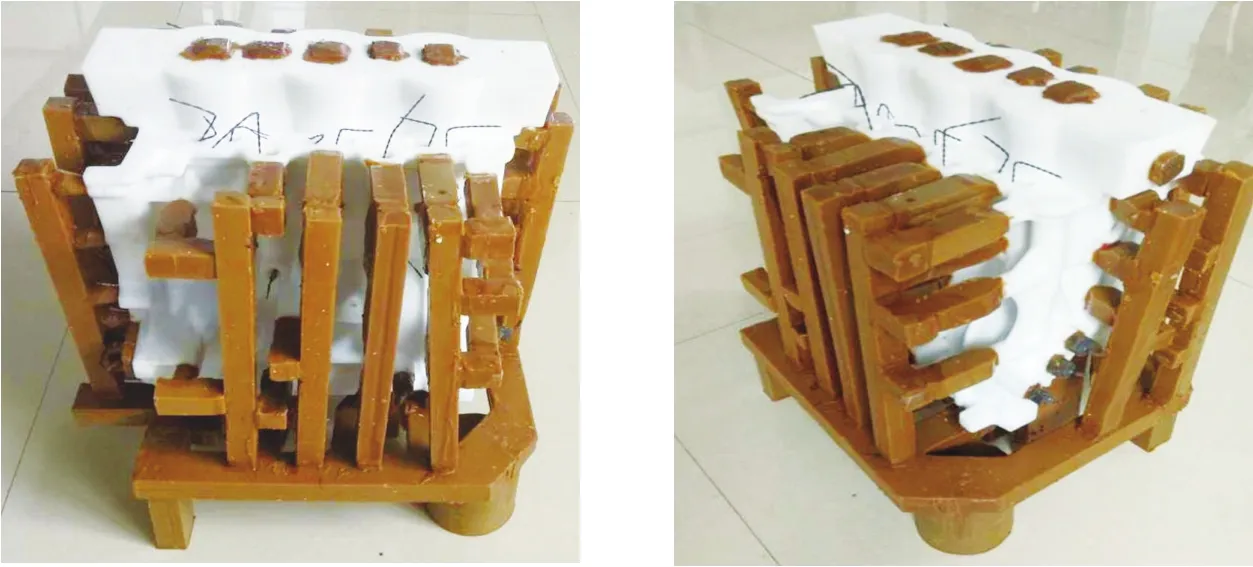
圖6 雙金屬缸體蠟模澆注系統

圖7 雙金屬缸體蠟模及鑄件

表2 室溫力學性能
[1] 宋彬,等. 3D打印技術和鑄造模擬技術在精密鑄造生產中的應用[J]. 金屬加工(熱加工),2016(19):28-31.
[2] 李慶春. 鑄件形成理論基礎[M]. 北京: 機械工業出版社,1982.
[3] 李魁盛. 鑄造工藝及原理[M].北京: 機械工業出版社,1988.
[4] 范英俊. 鑄造手冊之特種鑄造[M]. 北京: 機械工業出版社,2003.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
