焊接凹坑的圍堤效應(yīng)
2018-01-24 03:26:07何煥洪
金屬加工(熱加工) 2018年1期
關(guān)鍵詞:焊縫
■ 何煥洪
1. 概述
圖1所示的零部件,由方銅、圓銅和3根毛細(xì)管組合而成。方銅孔深6.3mm,圓銅厚度6.3mm,兩者壓裝后是等高平齊的。
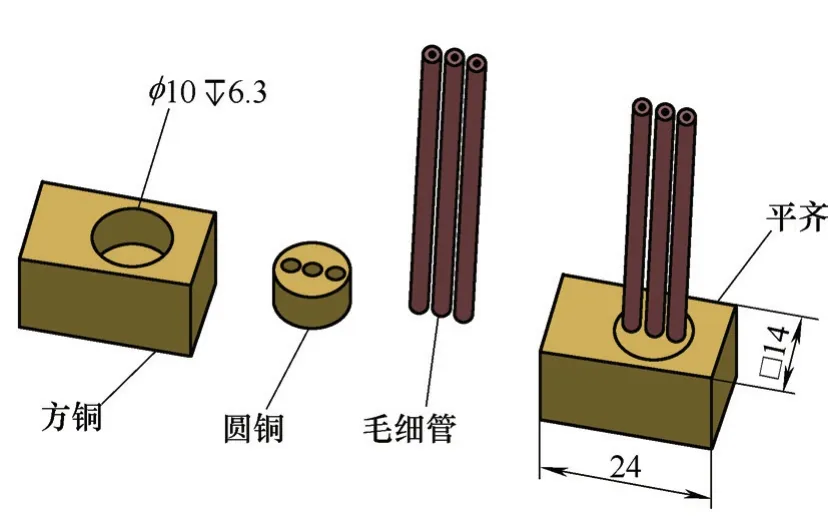
圖 1
該零部件需要定位在12個工位的自動轉(zhuǎn)臺焊機(jī)上,完成火焰釬焊。加熱前在焊縫所在的焊接區(qū)域,用專用毛制筆涂抹焊劑,焊劑是干粉加水調(diào)配而成的粘狀物;在最后一個加熱工位 ,對焊縫實(shí)施填料送絲,焊絲是f1mm的銀焊絲。涂抹焊劑和填料送絲,原來是由兩名員工分別手工操作完成的,后經(jīng)自動化改造,用兩臺機(jī)器人進(jìn)行自動涂抹焊劑和自動送絲。
圖2所示為零部件在夾具上的擺放狀態(tài)(夾具略),整體傾斜15 °,在釬焊過程中,有利于高溫狀態(tài)下的焊劑和焊絲的流動、鋪展。
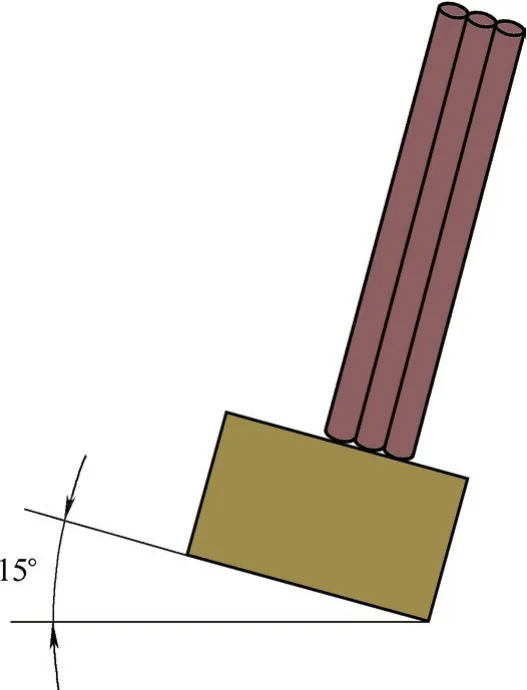
圖 2
2. 存在問題
自動化改造后,利用機(jī)器人完成自動涂抹焊劑和自動送絲,但是由于機(jī)器人缺少人的手感、力度和柔性,沒有人的視覺系統(tǒng)檢測,更沒有員工隨機(jī)處置的能力,所以改造后的前一時期, 該零部件的一次焊接合格率明顯低于員工的手工焊接。
方銅、圓銅、毛細(xì)管的焊縫、焊接區(qū)存在斷焊、缺焊,而非焊接區(qū)存在銀外溢現(xiàn)象,如圖3所示。零部件整體一次焊接不合格率有8% ,而且其中報廢產(chǎn)品比手工操作也增加不少。
3. 原因分析與解決措施
經(jīng)過對整個焊接過程和所有零件的仔細(xì)觀察、分析,并通過一些方式方法驗(yàn)證,機(jī)器人焊接合格率下降的主要原因在于以下方面。
第一,由于方銅、圓銅的表面過于光滑或其他原因,導(dǎo)致機(jī)器人涂抹到焊接區(qū)的粘狀焊劑,還沒有到達(dá)加熱工位,在焊劑表面張力和重力的作用下,沿著15°斜坡,大部分焊劑卷縮成滾珠狀,“滾”出焊接區(qū)域。
第二,即使焊接區(qū)保留了足夠的粘狀焊劑,零部件高溫加熱后,焊劑由粘狀轉(zhuǎn)變?yōu)闊o色透明的沸騰液體,重力作用下,也沿著15°斜坡,小珠狀焊劑很快蹦跳流出焊接區(qū)域。
以上兩點(diǎn),使零部件焊縫缺少足夠的焊劑,有的焊縫甚至沒有焊劑,從而形成斷焊、缺焊等焊接不良。
第三,機(jī)器人在送絲過程中,由于諸多復(fù)雜的原因,如送絲點(diǎn)、焊絲彎曲、零部件定位、零件尺寸和送絲沖力等,致使高溫下的液態(tài)銀焊絲會過分溢出圓圈焊接區(qū),導(dǎo)致圖3所示的非焊接區(qū)銀外溢。
為了減少斷焊、缺焊等缺陷,操作員工往往會選擇提高加熱溫度,造成有的零部件表面燒傷,直接導(dǎo)致報廢產(chǎn)品的增加。
基于以上三個原因,在手工焊接中也是同樣存在的,但是員工通過手感和眼睛觀察,根據(jù)經(jīng)驗(yàn),可以當(dāng)場發(fā)現(xiàn)焊接不良,立即第二次補(bǔ)充送絲,從而彌補(bǔ)和穩(wěn)定了焊接質(zhì)量。
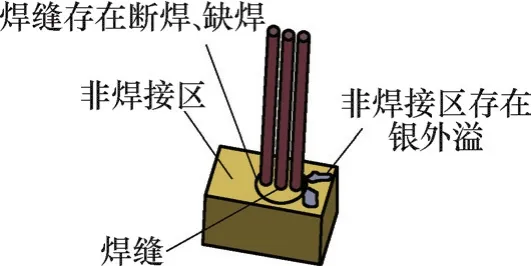
圖 3
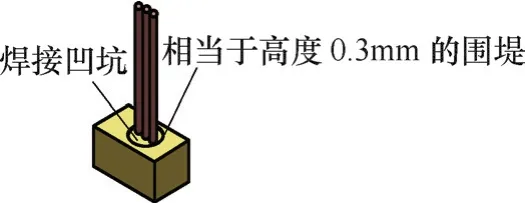
圖 4
針對焊接區(qū)域留不住焊劑和銀外溢現(xiàn)象,筆者提出一個有效的改進(jìn)措施,即將圓銅厚度減薄0.3mm,如圖4所示。圓銅減薄0.3mm,相當(dāng)于形成深度0.3mm的焊接凹坑,一方面能夠更多、更好地容留、吸附、堆積 、聚攏焊劑,使方銅、圓銅、毛細(xì)管裝配形成的待焊區(qū)滲透、浸潤、充滿高溫液態(tài)焊劑,使凹坑區(qū)內(nèi)的焊劑不再容易流失,很好地改善了焊接條件,大大提高焊絲流動性,明顯提升方銅、圓銅、毛細(xì)管一次焊接合格率。另一方面深度0.3mm的焊接凹坑,周邊就是相當(dāng)于高度0.3mm的圍堤,形成圍堤效應(yīng),液態(tài)焊劑、焊絲被關(guān)在堤內(nèi),并得到充分鋪展。因此在一定程度上,圍堤能夠有效阻礙、擋住、防止銀焊絲外溢,減少了焊接不良。
4. 結(jié)語
焊接凹坑的圍堤效應(yīng),立竿見影,零部件整體的一次焊接不合格率從8%下降至3.5%,焊接質(zhì)量持平甚至優(yōu)于手工焊接。
圓銅減薄0.3mm后,不但機(jī)器人焊接的產(chǎn)品質(zhì)量得到保證,而且由于年產(chǎn)量十分巨大,單是銅材料每年就可節(jié)省十幾萬元,焊劑節(jié)省10%,銀焊絲消耗量下降6%,所以每年可以節(jié)省成本10萬元,為公司帶來了明顯的經(jīng)濟(jì)效益。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
