拉舍爾滌綸毛毯預膨化工藝探討
2018-02-26 02:44:28范保勇
紡織報告 2018年12期
范保勇,馮 楊
(連云港飛雁毛毯有限責任公司,江蘇連云港 222062)
拉舍爾滌綸毛毯是由拉舍爾雙針床經編機用滌綸低彈絲做面絲編織坯布,坯布經剖割機剖開后,由定形機進行高溫熱風膨化收縮,然后經過刷毛、燙光、印花、汽蒸、水洗、烘干拉幅、后整理、包邊包裝等工藝加工而成。拉舍爾毛毯毛高通常是6mm~12mm,在編織時分為面絲和底絲,面絲通常為滌綸低彈絲,又名DTY,這種絲具有5%~8%彈性。底絲一般采用滌綸全牽絲,又名FDY,彈性幾乎為0。當前,生產過程中的高溫熱風膨化收縮工藝都是在定形機上完成,定形機以蒸汽或熱油為熱源,經熱交換器形成熱風,對坯布面絲熱烘膨化收縮[1]。
定形機是通過熱風加熱對滌綸絲膨化收縮,本方案是用電加熱不銹鋼輥,由不繡鋼輥體直接和滌綸絲接觸。本方案預膨化工藝流程:織造→剖割→檢驗→膨化(輥體加熱)→刷毛→燙光→打卷→印花→滲透→烘干→汽蒸→水洗→脫水→花布定形烘干→刷毛→燙光→燙剪→切布→包邊→(剪花)→檢驗→包裝→入庫。
同原方案相比,本方案采用一臺裝有電加熱管的不繡鋼圓柱形輥體設備對坯布絨面膨化,膨化的方法就是讓拉舍爾坯布滌綸坯布絨面和輥體表面直接接觸,輥體內部裝有電加熱管,可裝6~8根電加熱管,輥體由電機帶動運轉,轉速定為150r/min~250r/min,見圖1~圖3。
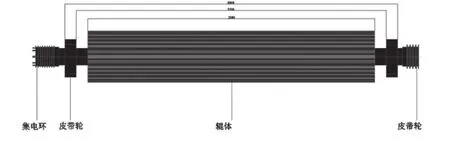
圖1 膨化輥主視圖
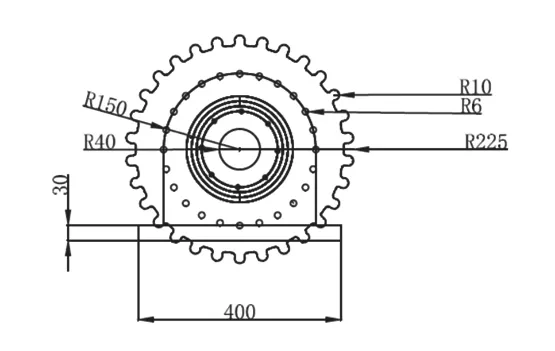
圖2 膨化輥側面圖
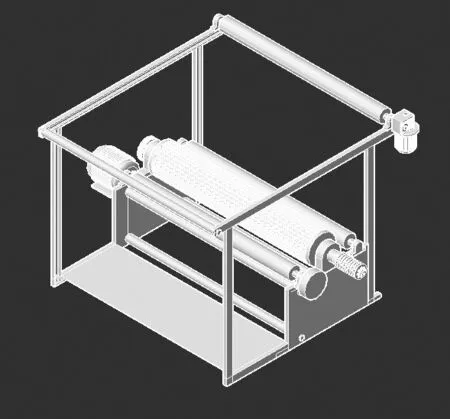
圖3 膨化機簡圖
1 生產工藝
1.1 織造、剖割與檢驗
本產品織造工序在拉舍爾雙針床經編機上進行,成品毛毯毛高在6mm~12mm之間,具體毛高根據產品克重及不同市場風格要求來確定,面絲一般采用大有光滌綸低彈絲(DTY)。細度/復合數為300D/144F、300D/96F,編織方式為半穿或滿穿,底部穿紗方式為滿穿,底絲原料采用滌綸全牽絲(FDY),細度/復合數為150D/36F、100D/36F。
剖割是指將雙針床經編機上織造完成的坯布從中間切開分成雙幅,一般采用立式剖割機或臥式剖割機,要求進布對位準確,剖割刀口在兩層中間,刀口要鋒利,進布張力均勻一致,保證布面平整無毛刺。
1.2 白坯布膨化、刷毛與燙光
1.2.1 膨化
纖維膨化為本方案的技術關鍵點。采用輥體加熱來膨化纖維是一種新的嘗試,坯布表面直接和熱輥體接觸,調整壓力來控制纖維和輥體接觸深度,通過走布速度控制纖維和輥體接觸時間,對經編毛毯纖維高溫膨化。根據坯布平方米克重不同,最高溫度設定為180℃~210℃,膨化熱輥體轉速設定范圍200r/min~400r/min,布速設定為 12m/min~16m/min。膨化熱輥體低速運轉有助于輥體溝槽深入纖維根部,加強纖維膨化功能。要做到纖維根部基本松散,纖維頭部散開,整根絲具有收縮卷曲狀,這樣就達到滌綸絲高溫膨化松散目的,利于后道工序的刷毛、燙剪,賦予成品很好的彈性,手感密實而膨松。
1.2.2 刷毛與燙光
燙光效果的好壞,與設備、燙光的方向、速度有關,前道工序即織造、剖割、坯布高溫定形對燙光效果也有一定的影響。通常采用雙輥刷毛機或六輥刷毛機進行刷毛,刷毛進布方向為順毛進布,布速5m/min~7m/min。高溫燙剪燙光的目的是燙直纖維,消除纖維的內應力,使彎曲的纖維燙直,均勻反射光線而產生光澤。燙光壓力要適當增大,以使纖維充分伸直,絨面就會更加光滑細膩。根據滌綸玻璃化溫度的特點,應當把燙光溫度控制在200℃,速度在8 m/min,燙光隔距要盡量小,能使燙輥盡量燙直纖維根部,把彎曲的纖維燙直。如果燙光不足,毛毯在使用或存放過程中就會產生回捻現象,嚴重影響毛毯質量。
1.3 印花、滲透、烘干與汽蒸
選用自動磁棒印花機,毛毯的印花是印在毛絨上的,上漿量應控制在1 000g/kg左右,也就是一公斤坯布用一公斤色漿,太少會導致白芯、露底、印花滲透不均勻,太多會使色漿滲透到毛根底部,色漿進一步會沾到磁棒印花機的導帶上,造成反沾現象。同時,印花布會脫離導帶,導致花版對不準,影響印花質量。磁棒印花機采用平網印花,印花時花板緊壓在坯布上,用磁力棒經向刮印。為了保證色漿均勻地向毛根方向滲透,滲透壓力大小根據布的厚度進行調節,一般控制在保證色漿滲透到毛高2/3處左右。印花后必須立即進入松式篩網烘干機進行預烘干,烘干溫度為140℃,再進入高壓鍋中進行蒸化固色。汽蒸溫度為130℃,汽蒸時間根據顏色不同一般在 15min~45min[2]。
1.4 水洗與定形烘干
水洗的主要目的:去除印花糊料;洗凈染化料浮色;改善手感及消除靜電。
工藝條件見表1。
表1 工藝條件
定形烘干則是根據成品要求將坯布拉幅成規定尺寸,同時烘干坯布以便于刷毛、燙光燙剪。
1.5 刷毛、燙光與燙剪
刷毛是刷開滌綸纖維的捻度,使纖維松散,以利于燙光及后道工序的加工。刷毛應由淺到深,循序漸進,隔距掌握從大到小,車速一般以5m/min~6m/min,毛面連刷4臺,密度較高的毯面要刷更多或降低車速,刷毛是整個整理過程中的難點。
刷毛原理:產品上的毛紗,通過刷毛輥上包覆的彈性針布的高速打擊,把長絲捻度逐漸刷開。
刷毛工藝:采用4臺一組。
隔距:4.0、3.5、3.0、2.5、2.0、1.5、1.2、1.0mm。
速度:4m/min。
由于滌綸比較耐高溫,燙光溫度設定的比較高(190±5)℃,剪毛則是根據實際毛高調整剪毛的高度,剪去絨面的須毛。經過以上處理后,絨面整齊富有彈性、手感豐滿、色彩鮮艷,花型線條流暢,均勻一致,吻合性良好,立體感極強,屬高檔毛毯。
1.6 切布、包邊、檢驗與包裝入庫
毯面經過刷毛、燙光燙剪后就可以切布,用包縫機對毯片包邊,檢驗合格后包裝入庫。
2 預期效果
(1) 膨化均勻光澤度好。膨化熱輥體在膨化纖維的過程中低速運轉,深入到纖維根部,并起到對纖維端部上光作用,布面具有一定的光澤,見圖4~5。
圖4 膨化前

圖5 膨化燙光后
(2) 溫度調節更準確、方便。
(3) 設備成本低,價格只有高溫定形機1/3左右。
(4) 用人少,占地面積少。本方案只要一個工人就可以完成操作。設備長度不大于4.5m,寬度不大于3.5m,占地約為高溫定形機的1/7。
3 結語
經過實際生產,該方案取得明顯的效果。首先,提高了效率,降低了生產成本。企業用工成本越來越高,而且招工也很困難,方案實施后能夠舒解一部分壓力。其次,坯布克重達到600g/m2以上,采用這種膨化工藝,不僅膨松度達到要求,而且坯布在后道的刷毛、燙光后,布面光澤更亮,絨面手感更滑爽。目前,企業生產的拉舍爾毛毯克重達1 666 g/m2,市場需求量大,為企業帶來了良好的經濟效益。