扭桿彈簧齒根滾壓強化殘余應力場仿真分析*
2018-03-29 10:27:12梁志強李宏偉裴家杰王西彬劉心藜王洪臣魏玉春
新技術新工藝 2018年3期
梁志強,王 康,李宏偉,裴家杰,王西彬,劉心藜,王洪臣,魏玉春
(1.北京理工大學 先進加工技術國防重點學科實驗室, 北京 100081; 2.北京理工大學 機械與車輛學院, 北京 100081; 3.北京北方車輛集團有限公司,北京 100072)
扭桿彈簧由兩端花鍵槽、桿部以及扭桿與花鍵頭部的過渡部位組成。目前研究發現,扭桿彈簧疲勞斷裂多為表層缺陷所引起,裂紋大都是從花鍵齒根處開始萌生。主要原因如下:1)加工過程中形成了具有缺陷的表面;2)實際應用中受交變載荷影響,裂紋形核生長并擴展。滾壓強化工藝可以改善工件的表面完整性,使零件表面產生塑性變形形成殘余壓應力[3],促進微裂紋的閉合,同時減小表面粗糙度。扭桿彈簧的疲勞壽命在很大程度上受到滾壓強化工藝的影響;但是,目前研究人員對扭桿彈簧的齒根滾壓強化規律研究還不夠全面和深入,難以制定最優的滾壓工藝路線及滾壓加工參數,較難大幅度提升扭桿彈簧的使用壽命。其限制因素主要是試驗條件復雜,試驗周期長,成本高,并且測定齒根處殘余應力的分布存在困難。而采用有限元仿真分析方法不受工件復雜形狀的影響,且調節試驗條件及加工參數方便,可縮短研究時間,節約研究成本。殘余應力的有限元仿真分析比試驗更加快速、全面,因此,國內外很多學者開始利用有限元方法對機械加工表面的殘余應力進行研究。然而目前研究主要是針對車削[4-5]、孔冷擠壓[6-7]以及噴丸強化工藝[8],對于滾壓強化工藝,主要是研究了平面滾壓[9-10]、外圓滾壓和圓角滾壓過程[11],而對扭桿彈簧齒根滾壓強化殘余應力分布規律的研究目前報道很少。不同的滾壓工藝,不同的工件材料或者形狀都會影響最終的殘余應力分布,合理地制定加工策略可以在工件表面形成較理想的殘余應力場;反之,可能會降低扭桿彈簧的疲勞壽命。本文旨在通過數值仿真方法,對不同加工參數下齒根殘余應力分布規律進行分析,為確定最佳滾壓工藝路線與滾壓參數提供理論指導與技術支持。
1 齒根滾壓仿真建模
滾壓加工系統雖然是一個復雜的動態系統,但是實際加工過程只是滾輪和扭桿彈簧之間的相互接觸作用,所以可以將系統簡化成滾輪和扭桿彈簧2個元件,并把外部作用條件轉化為約束力以及邊界條件加載到模型上。由于扭桿彈簧的對稱性以及滾壓的逐齒加工,可以只取扭桿彈簧的單齒進行分析,從而減少有限元網格的數量,提高計算精度,節約計算時間。考慮到滾壓力對臨近齒根存在影響,為了更加準確地模擬實際工況,在建模時增加了臨近齒形實體,從而使被加工齒根兩側的應力能夠得到有效釋放。本研究所建立的滾壓加工計算模型如圖1所示。計算工具使用大型有限元仿真軟件DEFORMTM3D。
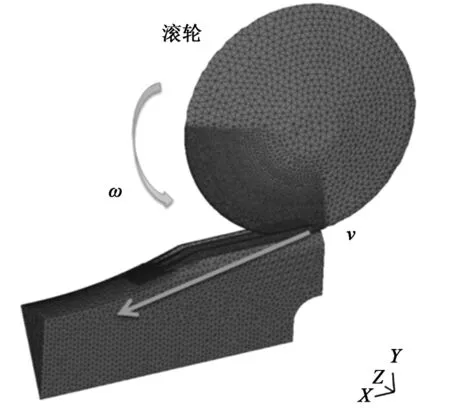
圖1 扭桿彈簧齒根滾壓強化加工模型
由于滾壓工藝中最重要的影響因素為滾壓力,為了仿真滾壓力對殘余應力數值的影響,需要對模型加載不同的滾壓力。考慮到實際工況,增大滾壓力必然導致滾壓深度增加,因此可以通過連續增大滾壓深度來間接實現連續增大滾壓力的過程,即將滾輪平移運動的速度方向,由原來的平行X軸方向改為向-Y方向傾斜一個小角度。考慮到滾壓深度的瞬時變化量是微小的,并且根據圣維南原理,如果作用在彈性體某一小塊面積(或體積)上的荷載的合力和合力矩都等于零,則在遠離荷載作用區的地方,應力可以忽略不計;因此,用該計算模型來獲取滾壓力對殘余應力的作用規律是可行的。
2 材料本構模型建立
扭桿彈簧常用材料為某低合金超高強度鋼。其常規力學性能為:彈性模量E=214 GPa,屈服強度Rp0.2≥1 374 MPa,抗拉強度Rm=1 553 MPa,伸長率A=14%,泊松比μ=0.29。對于加工過程的動態仿真,除上述參數之外,還需要確定材料的本構關系。材料的本構關系就是指在一定的微觀組織條件下,材料的流變應力對應變、應變速率和溫度等熱力學參數所構成的熱力學狀態所作出的響應。材料本構關系的正確與否決定了最終仿真計算結果的準確性,因此建立材料的流變本構模型具有重要的學術和工程意義。很多研究者通過試驗、分析以及仿真等方法建立了各種工件材料的本構模型,主要包括Litonski-Batra模型、Bodner-Parton模型、Zerilli-Armstrong模型、Power-Law模型和Johnson-Cook 模型等。在切削加工中,應用最多的是Johnson-Cook 模型,其形式為:
(1)
式中,σ為等效應力;ε為等效塑性應變;ε0為無量綱塑性應變率;T為試樣溫度;Tr為過渡溫度;Tm為試樣熔化溫度。方程有5個參數:A是屈服應力系數,B是應變硬化系數,n是應變硬化指數,C是應變率系數,m是溫度相關系數。通過準靜態扭轉試驗和直角自由切削試驗相結合,可以擬合出方程中的5個參數[12],具體數值見表1。

表1 某低合金超高強度鋼的Johnson-Cook模型參數
Johnson-Cook模型從室溫到材料熔點的溫度范圍內都是有效的。3項乘積因子分別反映了應變強化效應、應變率強化效應和熱軟化效應對材料流動應力的影響,特別適合用來模擬塑性變形條件下的金屬材料特性。
考慮到齒根滾壓強化屬于冷加工,溫度變化量很小,因此可以忽略式1中第3項(溫度效應的乘積因子)。另外,由于滾壓中速度變化率很小,可以認為整個過程是勻速的,所以式1中的第2項應變率強化效應因子也可以忽略。最終得到適用于滾壓強化加工的簡化Johnson-Cook 模型為:
σ=(A+Bεn)
(2)
簡化Johnson-Cook 模型的等效應力-應變曲線如圖2所示。
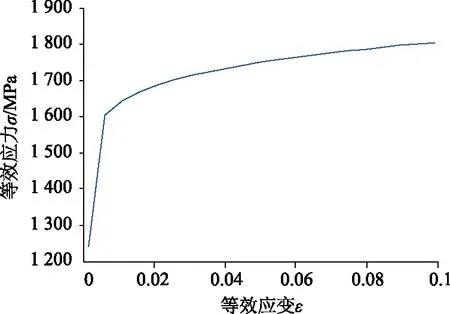
圖2 某低合金超高強度鋼的等效應力-應變曲線
3 計算結果分析
按照圖1所建立的滾壓運動模型,使滾輪從扭桿彈簧軸端滾入,從扭桿彈簧軸頸圓弧過渡處滾出離開工件,滾輪轉速為0.4 rad/s,平移速度為10 mm/s,方向向量為(1,-0.001,0)。為了分析殘余應力,將材料模型定義為彈塑性模型,摩擦模型為基于應力的多項式摩擦接觸模型。滾輪定義為剛性體,求解方法使用Newton-Raphson迭代法。經過計算,得到的等效殘余應力分布如圖3所示。
一方面,充實教師的專業生活。此處主要是指對教師的專業知識、專業技能和專業情感等的培育與提高。可以通過教學論壇、教學科研、師德論壇等形式幫助教師找到合適的情緒釋放端口。“首先學校需要給教師合適的展示機會,因為教師發泄的點不一樣,因此可以舉辦教學論壇,讓一些出類拔萃的教師、寡言少語的教師,甚至有些另類的教師,在這種場合發散自己的教學思維和情感;其次還可以舉辦德育論壇,可以鼓勵一些老教師、優秀教師分享經驗,讓大家在浸潤中成長。”[HDW—ZL]“讀書、做科研等環節能讓教師自己發現不足,從經驗型教師走向教育家型教師,幫助教師更好地認識自己,分散情緒注意點,從學習中收獲快樂。”[HDW—YXQ]
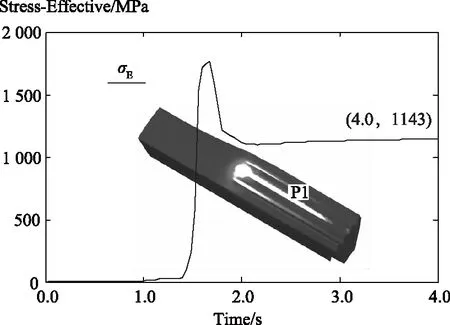
圖3 齒根一點處應力跟蹤曲線
從圖3中可以看到,齒根滾壓的殘余應力場只對其相鄰齒根有影響,而對相鄰齒根之外區域的影響可以忽略,從而驗證了該工件模型的正確性。另外,從圖3中還可以看到,在滾輪靠近該點之前,其應力值始終為零;當滾輪作用在該點上時,應力值迅速升高至最大點,該點處的材料發生了塑性屈服;在滾輪離開該點后,部分材料由于受到幾何形狀的約束,只發生了少量的彈性恢復,存在殘余應變未能得到釋放,從而產生了殘余應力,最終該點處的應力值不會下降至零,而是趨向一個穩定的值。
在齒根處選擇一系列間隔均勻的點,得到等效殘余應力沿位移方向的分布規律。從滾壓入口處每隔1 mm取一個點,一共取20個點,每點的等效殘余應力值如圖4中曲線所示。
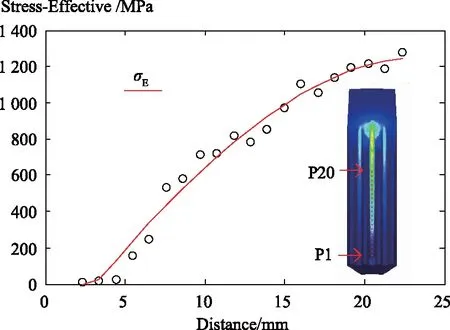
圖4 不同位置等效殘余應力值
為了得到等效殘余應力隨滾壓力的變化規律,還需確定每一點處滾輪所受的力。設Y方向為垂直于齒根表面指向扭桿彈簧軸心的方向,X方向沿扭桿彈簧軸向,Z方向沿扭桿彈簧周向,則根據計算結果可以得到滾壓力FY隨時間的變化規律,再根據位移是時間和進給速度的乘積,可以確定出每一時刻滾輪所處的位置,進而標定出齒根每一個位置上的滾壓力(見圖5),從而建立滾壓力和等效殘余應力之間的關系。此外,通過計算還可以得到齒根每一點處在Y方向上的最大位移量(見圖6)。
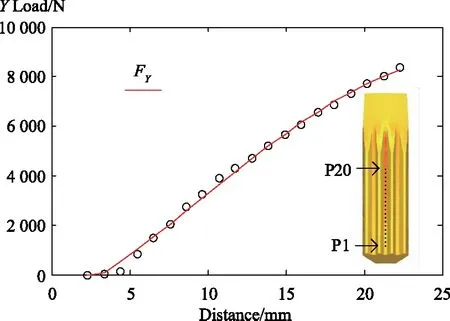
圖5 不同位置滾壓力
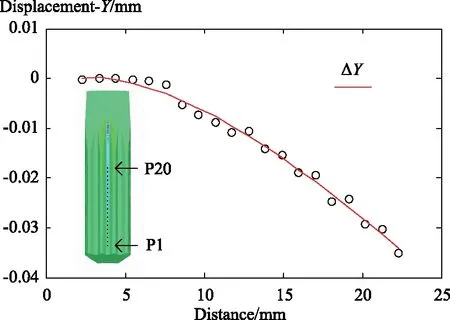
圖6 不同位置齒根位移變化量
研究位移變化量對于滾壓加工具有實際意義。因為當滾壓力過大時,會使扭桿彈簧齒形發生變形,從而影響扭桿彈簧的使用壽命以及產品的裝配效果。通過在線測量裝置監測滾壓前后齒根處的位移變化量可以有效地控制工件的變形量。若將滾壓力FY、等效殘余應力σE和齒根處位移變化量ΔY建立聯系,還可以通過在線測得的齒根位移變化值預測滾壓力和滾壓后的殘余應力值,從而有效地評價工件的滾壓效果。三者之間的關系以及兩兩之間的關系圖如圖7所示,圖中曲線為對數據進行多項式擬合后的結果。從圖7中可以看出,由于受齒廓形狀的影響,三者之間并非線性關系。若要求滾壓后殘余應力值在800 MPa左右,則滾壓力應保持為4 000 N,滾壓后齒根處位移變化量為-0.01 mm。
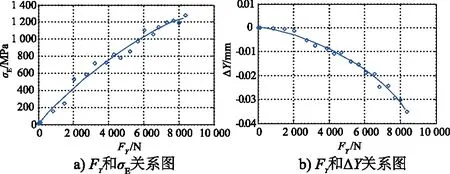
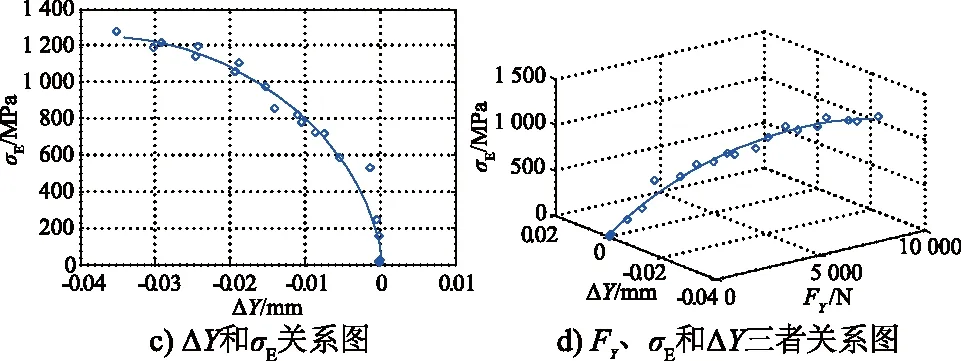
圖7 滾壓力FY、等效殘余應力σE和齒根處
殘余應力沿齒周及徑向層深的分布規律是殘余應力場分析的關鍵。對于齒根滾壓強化殘余應力場,主要關注等效應力σE(三向應力作用之和)和周向殘余應力σZ。在滾壓力為4 000 N,最大等效殘余應力為800 MPa的點處對工件進行切片,測量對應點處的應力值,得到的結果如圖8和圖9所示。
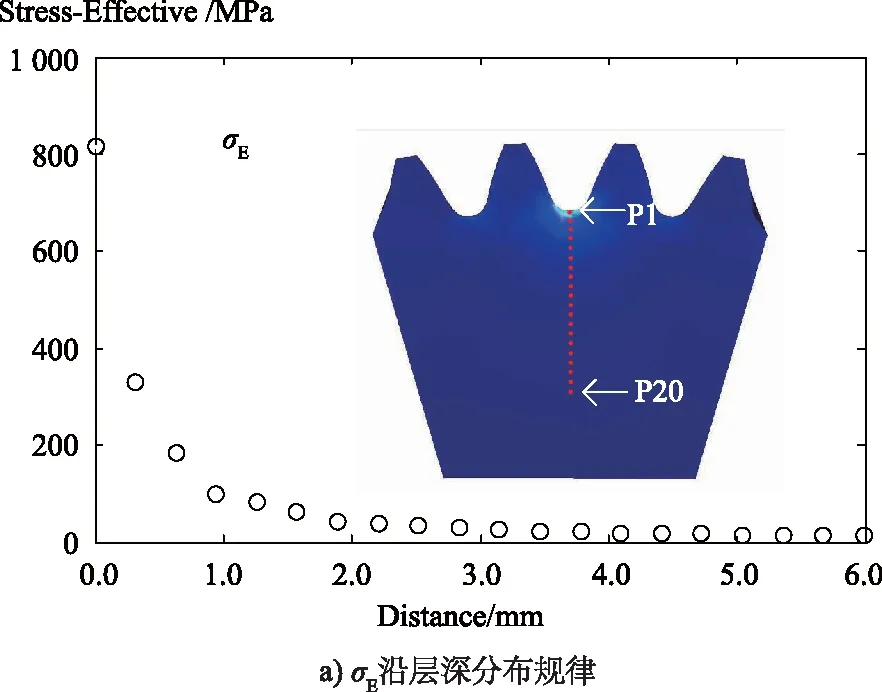

圖8 等效殘余應力σE分布規律
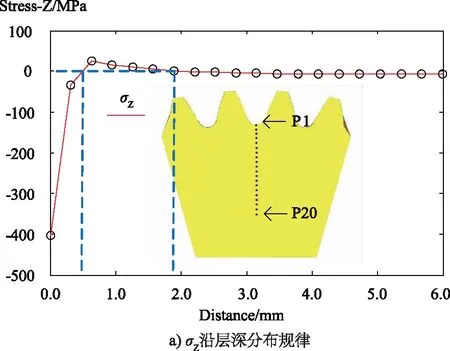
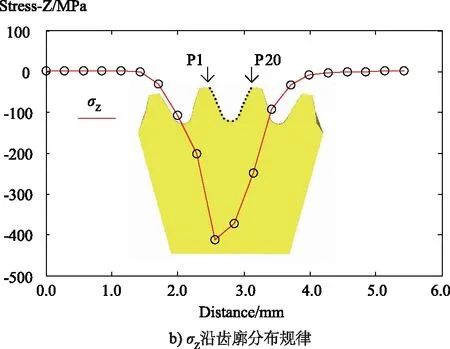
圖9 周向殘余應力σZ分布規律
從圖8a中可以看出,在齒根表面等效應力達到最大值800 MPa,從表面到0.9 mm深度位置,應力值迅速下降至100 MPa左右;從0.9 mm深度至6 mm深度位置,應力值緩慢下降至零,整條曲線呈指數形式。從圖8b中可以看出,等效應力沿齒根的分布為從零逐漸增大到800 MPa,然后又逐漸降為零,等效應力在齒根最低點處達到最大值。
從圖9a中可以看出,從表面到深度0.45 mm位置處,周向殘余應力均為負值,說明此時為殘余壓應力,應力值從負向最大逐漸變為零;從深度0.45~1.9 mm處周向殘余應力為正值,即表現為殘余拉應力;在1.9 mm以后應力值逐漸變為零。從圖9b可以看出,不同于等效殘余應力,周向殘余應力只有從半齒高處開始才有值,說明滾輪和齒根輪廓的實際接觸位置是從半齒高處開始,二者表面的接觸力是從該位置開始逐漸增大,在齒根最低點處達到最大值。
4 結語
本文提出了一種齒根滾壓加工有限元計算模型,建立了適用于該模型的某低合金超高強度鋼材料本構關系。利用該模型仿真計算了扭桿彈簧齒根在不同滾壓壓力下的殘余應力值和齒根位移變化量。仿真分析結論如下。
1)扭桿彈簧齒根滾壓的殘余應力場對其相鄰齒根有影響,而對相鄰齒根之外區域的影響可以忽略。齒根滾壓中某一點的應力變化過程為:在滾輪靠近該點之前,其應力值始終為零;當滾輪作用在該點上時,應力值迅速升高至最大點,當滾輪離開后應力值迅速下降至一個穩定的值,形成殘余應力。表面等效殘余應力隨滾壓力的提升而增大,但增大趨勢不是線性增加。
2)等效殘余應力σE沿層深的分布呈指數型規律,在齒根表面達到最大值;沿齒根輪廓的分布為齒頂處為零,齒根最低點處達到最大值,中間位置連續變化。周向殘余應力σZ沿層深的分布是從表面最大殘余壓應力過渡到殘余拉應力,到達一定深度后應力值變為零;沿齒根輪廓的分布為應力值從半齒高處開始逐漸增加,在齒根最低點處達到最大值。
3)可以通過建立滾壓力FY、等效殘余應力σE和齒根處位移變化量ΔY三者之間的聯系,結合在線測量裝置監測齒根位移變化量來預測滾壓力和滾壓后的殘余應力值,有效地評價工件的滾壓效果。
[1] Barsoum I, Khan F, Barsoum Z. Analysis of the torsional strength of hardened splined shafts [J]. Materials and Design, 2014, 54:130-136.
[2] Shen L J, Lohrengel A, Schafer G. Plain-fretting fatigue competition and prediction in spline shaft-hub connection [J]. International Journal of Fatigue, 2013, 52:68-81.
[3] Hideaki N, Hiroyuki M. Fatigue strength improvements of solid type crankshafts through fillet old rolling [J]. R&D:Research and Development Kobe Steel Engineering Reports, 1998, 48(1):68-71.
[4] Valiorgue F, Rech J, Hamdi H, et.al. 3D modeling of residual stresses induced in finish turning of an AISI304L stainless steel [J]. International Journal of Machine Tools & Manufacture, 2012, 53:77-90.
[5] Navas V G, Gonzalo O, Bengoetxea I. Effect of cutting parameters in the surface residual stresses generated by turning in AISI 4340 steel [J]. International Journal of Machine Tools & Manufacture, 2012, 61:48-57.
[6] Zhao C M, Hu H Y, Zhou Y F, et.al. Experimental and numerical investigation of residual stresses around cold extrusion hole of ultrahigh strength steel [J]. Materials and Design, 2013, 50:78-84.
[7] 葛恩德, 傅玉燦. TC21鈦合金板孔冷擠壓殘余應力與疲勞性能研究[J]. 稀有金屬材料與工程, 2016, 45(5):1189-1195.
[8] Wang Z Y, Wang Q Y, Cao M. Experimental Study on Fatigue Behaviour of Shot-Peened Open-Hole Steel Plates [J]. Materials, 2017, 10(9):996.
[9] Ismail R, Tauviqirrahman M, Saputra E, et.al. Modeling of repeated rolling contact of rigid ball on rough surface:residual stress and plastic strain analysis [J]. Procedia Engineering, 2013, 68:593-599.
[10] Razny W, Fischer F D, Finstermann G, et.al. The influence of some rolling parameters on the residual stresses after rolling [J]. Journal of Materials Processing Technology, 1996, 60:81-86.
[11] Jackson R, Chusoipin I, Green I. A finite element study of the residual stress and deformation in hemispherical contacts [J]. ASME Journal of Tribology, 2005, 127:485-493.
[12] Guo Y B. An integral method to determine the mechanical behavior of materials in metal cutting [J]. Journal of Materials Processing Technology, 2003, 142:72-81.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
快樂語文(2021年27期)2021-11-24 01:29:04
黃河之聲(2021年5期)2021-05-15 02:31:24
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
甘肅教育(2020年22期)2020-04-13 08:11:16
福建基礎教育研究(2019年3期)2019-05-28 23:14:43
小學生優秀作文(高年級)(2018年9期)2018-09-14 02:42:12
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03