水下切粒機切刀更換與端面跳動精確測量方法
2018-04-02 07:29:28張俊義
機械工程與自動化 2018年1期
關鍵詞:測量
張俊義
(寧夏工商職業技術學院,寧夏 銀川 750021)
0 引言
在烯烴聚合工段,擠壓造粒機是非常關鍵的核心組成單元,主要由主電機、混煉機、齒輪泵、換網器、模板和切粒機等設備構成[1]。其具體工作過程是:通過料斗將原料和添加劑加入混煉機內部,在混煉機高速雙轉子作用下,使原料和添加劑進行融化和混合;之后由齒輪泵對熔體進行加壓,通過換網器清除異物后,從模板壓出;最后,由切粒機在水中連續地將聚合物切成粒料,后續依次經由分離、篩選和干燥等工序后成為聚烯烴產品。
影響水下切粒機切出粒料形狀的因素比較多,有機械故障,也有操作故障。如模板存在污孔或加熱不充分、進料速度波動、切粒水溫或水壓波動等。其中,由切刀自身問題所帶來的粒料不規則是常見的一類故障,原因可能是切刀刀口的平直度不夠,也可能是切刀磨損或損傷超出了允許范圍。此外,切軸對模板的垂直度、切軸的竄動、切刀組件振動等也會成為影響切刀工作精度的干擾因素[2]。本文主要討論的是當切刀發生磨損或損傷時,如何高質量地開展切刀更換檢修作業。
1 切刀更換
水下切粒機能否長周期穩定運轉,切刀的使用壽命是一個重要的決定要素[3]。切刀的壽命隨物料性能、操作員技藝、模板表面條件和模板之間的平行度而變化。特別在試運行時,在形成最佳操作條件前,由于試驗操作可能存在差錯,切刀壽命一般較短。烯烴聚合工段開車正常生產后,對于切刀的檢修主要是其磨損后的更換。切刀不可在超出允許磨損量的情況下使用,因為這將損壞模板。切刀在達到最大允許磨損量之后或損傷時必須更換,切刀更換是水下切粒機小修內容之一。
此時,由于工藝前段并不停車,擠壓造粒機降溫需要一定時間,而實際檢修作業時間是有限的,檢修人員必須在規定的時間內將切刀更換完畢,一旦超時作業,就可能出現憋料問題,進而導致工藝前段停車,這必然會影響正常生產,并帶來一定的經濟損失。為提高切刀更換質量和檢修作業效率,在切刀更換時,一般采用在位換刀方式,即切刀盤不用從切粒機軸上拆下。此外,所有切刀應同時更換,而不是只更換一部分或幾把切刀。切刀必須分組存放,因為每組新切刀都經過統一打磨,組內每把切刀厚度偏差實現了最小化,切刀分組存放可避免出現混組安裝。將新切刀與刀盤接觸表面清潔干凈,清除異物。用專用螺釘固定切刀,并保證力矩控制均勻等,從而使每片切刀端面跳動量實現最小化。
為保證切刀的安裝質量,需對切刀端面跳動進行檢測,常用的在位測量方法如圖1所示。

圖1 切刀端面跳動在位測量
用百分表的測量頭頂住其中一把刀的端面,保證百分表有一定的壓縮量,轉動百分表表盤,使百分表指針歸零,在對后面切刀進行測量時便于讀數;之后,轉動切粒機軸,順次對每一把切刀端面進行測量并記錄,切粒機軸旋轉一周后,找出百分表上讀數的最大值與最小值,二者的差值即為所有安裝切刀的端面跳動量,將該數值與規定值進行比較,以判定切粒機切刀端面跳動量是否在允許范圍內[4]。刀盤轉過一周以后,對每一把切刀而言,百分表測量出的數據都可以看做是測量了切刀的同一圓周位置,這樣得出的測量數據應該是可信的。而結果是刀盤每旋轉一周,百分表上的讀數都無法回到起始位置,因為此測量方法沒能很好地排除切粒機切軸竄動和百分表表架松動所帶來的干擾,因而不能相對準確地測出所有切刀真實的端面跳動量,導致測量結果必然存在一定的誤差。針對此種現象,本文提出了一種能夠很好地消除軸竄和表架松動干擾的切刀端面跳動測量方法。
2 測量準備
以安裝32把切刀的水下切粒機為例,切粒機的每一把切刀用專用螺釘均布固定在刀盤上,故可看作是切刀將刀盤分為了32等份,如圖2所示。
現將A、B兩塊百分表的測頭分別垂直于相鄰兩把切刀端面,且A、B兩塊百分表固定在同一個表架上。用Xi和Yi分別表示百分表A和B在第i把切刀和第i+1把切刀端面上的讀數,用Zi表示此時切軸所對應的軸竄量。在進行測量時,為保證測量結果的準確性,一要保證表架有足夠的剛度抵抗變形,二要通過調整表架,使兩塊百分表在切刀上的測點均落在測量圓周上。
開始測量前,以第1和第2把切刀端面為基準,分別轉動A、B兩塊百分表的表盤,實現歸零。需要說明的是,此舉是對兩塊百分表的人為歸零,并不表示兩把切刀端面已經共面,實際上,兩塊百分表仍存在歸零誤差。由于第1和第2把切刀端面與此時垂直于軸線的理想端面一般不重合,不妨將第1把切刀端面測點設為參考基準,第2把切刀端面測點相對于第1把切刀端面測點的偏差即為歸零誤差,用Δzero表示,如圖3所示。

圖2切刀示意圖圖3歸零誤差示意圖
由于兩把切刀固定在同一個表架上,且進行了歸零處理,則兩把切刀端面測點可構成一條初始測量零位線。用ji表示第i把切刀端面測量點相對于初始測量零位線的端面跳動量,用Ji表示第i把切刀端面測量點的實際端面跳動量,Ji比ji多考慮了歸零誤差Δzero[5]。
3 數據處理
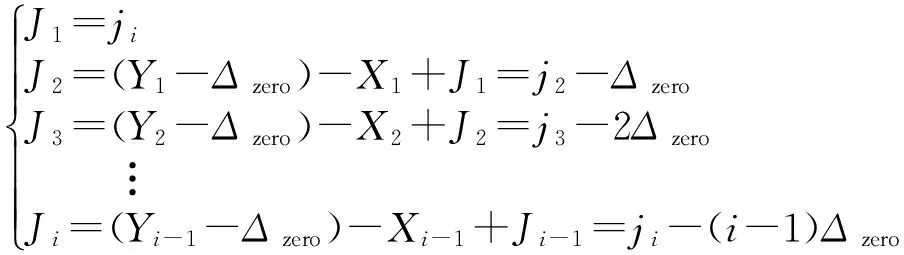
轉動水下切粒機刀盤,Xi和Yi可由A、B兩塊百分表測出,其與Zi、ji之間的關系可用以下方程組表示:

(1)
式(1)中,X1=0,Y1=0,并假定Z1=0,對方程組(1)進行簡單處理,消掉軸竄Zi后,可獲得ji值:

(2)
在方程組(2)的基礎上,加入對歸零誤差Δzero的考慮,各切刀端面測量點的實際端面跳動量Ji可用如下方程組表示:
(3)

將歸零誤差Δzero代回方程組(3)中,最終可得實際端面跳動量Ji。
水下切粒機切刀的端面跳動可由下式表示。
J=|max(J1,J2,…,J32)-min(J1,J2,…,J32)|.
(4)
4 結語
當水下切粒機切刀發生磨耗變鈍或損傷故障時,需及時更換切刀,并保證檢修作業質量達標。在對水下切粒機更換切刀的安裝質量(即切刀端面跳動)進行檢測時,會受到切軸竄動的影響,此外表架的松動也會帶來一定的干擾。本文所介紹測量方法,考慮了切軸的竄動,在數據處理時又進行了誤差分離,很好地消除了切軸竄動帶來的影響。此外,兩塊百分表固定在一個表架上,兩表之間的距離相對于所在測量圓周尺寸小得多,即使表架發生了松動,也可認為在每一次測量時兩表所受影響一致。表架松動的結果又可看成是另一項附加的切軸軸向竄動干擾,實際上它隨著切軸軸竄的消除一并被排除了,測量準確度又進一步得到了保證。
參考文獻:
[1]王建.水下切粒機的模板研究與分析[D].北京:北京交通大學,2012:1-4.
[2]劉忠輝,張國躍.影響水下切粒機切割刀使用壽命的原因分析及對策[J].化工機械,2012,39(6):811-813.
[3]肖立幀,王多民.在位找正技術在擠壓造粒設備切刀更換中的應用[J].化工機械,2009,36(5):480-482.
[4]周建軍,盧世忠.聚丙烯切粒機典型切粒故障分析及解決措施[J].甘肅科技,2003,19(10):88-89.
[5]汪茜,王旭蘊,花國.大尺寸回轉零件端面圓跳動及全跳動在位測量[J].計量技術,1996(4):2-4.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
