虛擬制造在改善行李廂外板表面質(zhì)量上的應(yīng)用
2018-05-23 08:59:40高碩遙石強(qiáng)程巖蘇傳義一汽集團(tuán)奔騰事業(yè)本部
鍛造與沖壓 2018年10期
文/高碩遙,石強(qiáng),程巖、蘇傳義·一汽集團(tuán)奔騰事業(yè)本部
一輛好的汽車始于產(chǎn)品成于工藝,模具工藝是整車裝備制造業(yè)的重要組成部分。隨著自動(dòng)化程度逐步提升和制造過程不斷前移,長期依賴鉗工、以鉗工為核心的粗放型作坊式的生產(chǎn)管理模式,正逐漸被以工藝為依托、以設(shè)計(jì)和虛擬制造為中心的集約型現(xiàn)代化生產(chǎn)管理模式所替代。市場競爭的壓力使模具制造周期不斷縮短,調(diào)試問題被提前到?jīng)_壓工藝設(shè)計(jì)階段解決,已經(jīng)成為當(dāng)前被廣泛應(yīng)用的模式。
目前,通過CAE仿真模擬同步調(diào)試,優(yōu)化模具工藝設(shè)計(jì),減少返工返修時(shí)間,提高裝配、調(diào)試的效率,最終縮短調(diào)試周期,降低調(diào)試成本,模具工藝設(shè)計(jì)和調(diào)試過程已經(jīng)真正形成了一個(gè)閉環(huán)制造系統(tǒng)。
案例背景
轎車某車型外覆蓋件行李廂外板采用的材料為H140DZ-05-60/60,料厚為0.65mm。該行李廂外板在調(diào)試期間產(chǎn)品存在如下問題:特征棱線滑移、主棱線下方破裂、工藝補(bǔ)充臺面存在波浪、二次沖擊痕跡明顯等,如圖1所示。此時(shí),該產(chǎn)品的Audit評審為6分,目標(biāo)是1分。廠家?guī)纵喒リP(guān),改善效果不明顯。為了保證項(xiàng)目周期的正常進(jìn)行,技術(shù)部成立攻關(guān)組。

圖1 行李廂外板缺陷示意和現(xiàn)場實(shí)物
案例難點(diǎn)
核查板料性能
工藝規(guī)劃用廠家理論材料卡片仿真結(jié)果模擬分析無明顯面品問題,現(xiàn)場供貨實(shí)測樣本仿真結(jié)果面品問題嚴(yán)重,和實(shí)發(fā)缺陷問題一致,如圖2所示。面對現(xiàn)場突發(fā)的面品問題,攻關(guān)組首先核查工藝規(guī)劃模擬分析用材料卡片中的材料參數(shù)性能,并與現(xiàn)場供貨實(shí)測樣本的材料參數(shù)性能進(jìn)行對比,如表1所示。根據(jù)近三年的供貨樣本(圖3)判定,模擬用材料和供貨樣本材料的參數(shù)性能均在材料供貨樣本及技術(shù)協(xié)議波動(dòng)范圍內(nèi),屬于合格材料。
替換板料的可行性
面對項(xiàng)目周期的零余量局面,優(yōu)先考慮用成本相近、材料性能更優(yōu)的ST07Z(DC56DZF)替換H140DZ-05-60/60。在材料改變、其他條件不變的情況下,經(jīng)過一輪相同的模面分析,不同材料性能模擬分析結(jié)果如圖4、圖5所示,對比結(jié)果顯示,ST07Z(DC56DZF)的模擬分析結(jié)果在開裂趨勢和二次沖擊軌跡上均有減輕,但是減輕效果不明顯,因此預(yù)期通過使用ST07Z(DC56DZF)替換H140DZ-05-60/60解決面品問題不具備可行性。
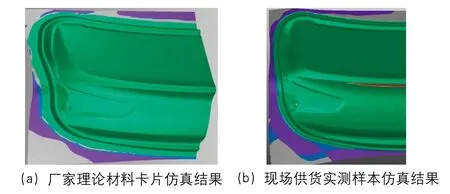
圖2 材料參數(shù)變化導(dǎo)致模擬分析結(jié)果差異
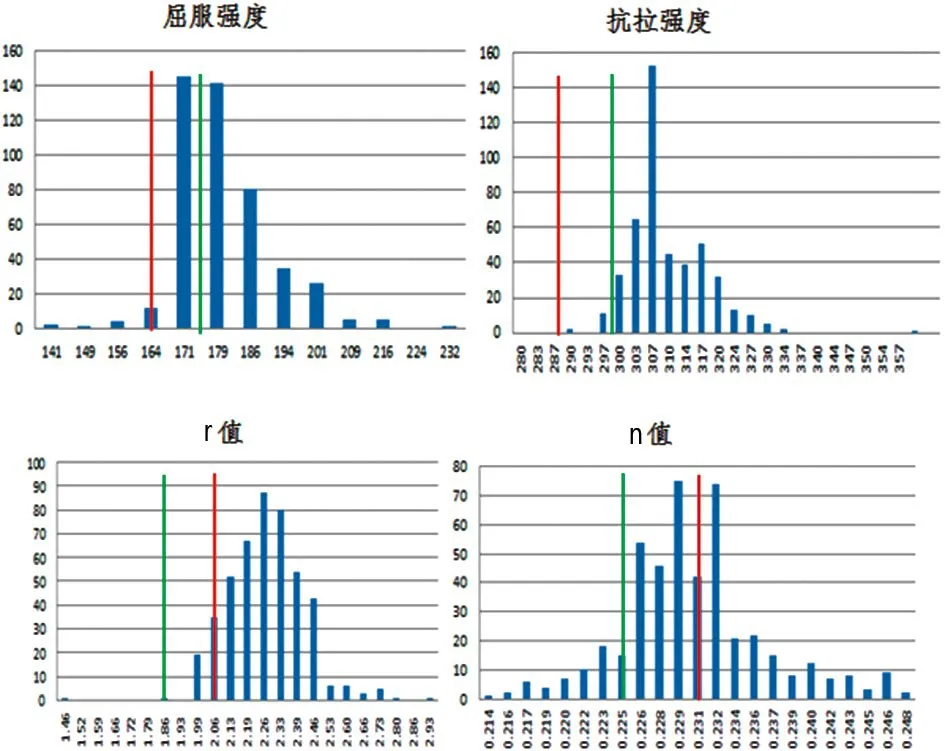
圖3 H140DZ-05-60/60材料性能正態(tài)分布圖

表1 材料參數(shù)的差異
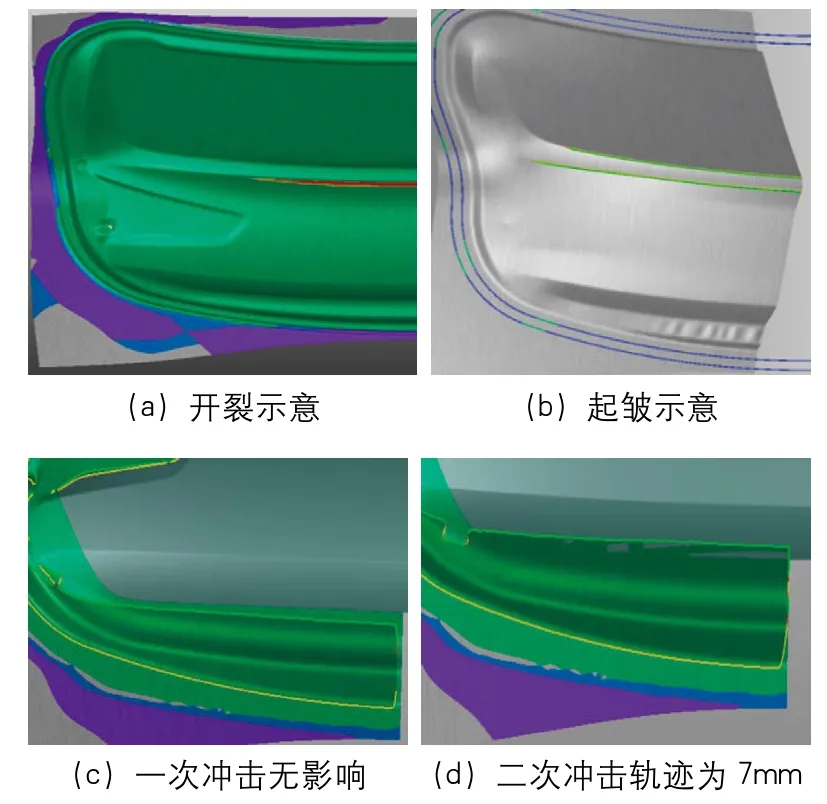
圖4 H140DZ-05-60/60材料模擬分析結(jié)果
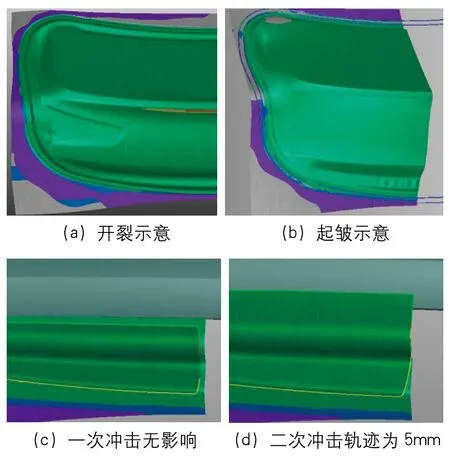
圖5 ST07Z(DC56DZF)材料模擬分析結(jié)果
沖壓方向的合理性
當(dāng)生產(chǎn)用材料沒有模擬分析用材料性能佳時(shí),廠家對沖壓角度的可行性提出了質(zhì)疑。廠家通過在原有沖壓方向(0°、40°、0°)的基礎(chǔ)上轉(zhuǎn)角5°、7°、10°來實(shí)現(xiàn)沖壓的合理性預(yù)判。對比分析發(fā)現(xiàn):當(dāng)轉(zhuǎn)角為5°時(shí),中間破裂區(qū)域減薄率為26%,沖壓成形過程出現(xiàn)波紋,特征棱線滑出圓角為2mm;當(dāng)轉(zhuǎn)角為7°時(shí),產(chǎn)品中間無破裂區(qū)域,沖壓成形過程出現(xiàn)輕微波紋,特征棱線滑移可控,未滑出圓角;當(dāng)轉(zhuǎn)角為10°時(shí),產(chǎn)品中間無破裂區(qū)域,沖壓成形過程未見波紋,特征棱線滑移可控,未滑出圓角,如圖6所示。廠家提出,調(diào)整沖壓方向,重開拉延模。
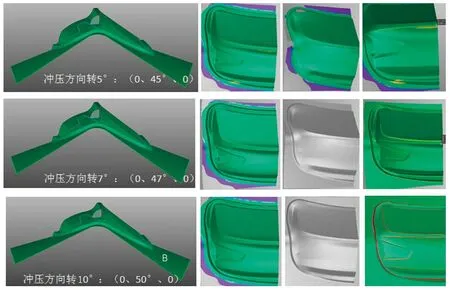
圖6 沖壓角度變化對模擬分析結(jié)果的影響
經(jīng)過自動(dòng)線連線驗(yàn)證,轉(zhuǎn)角為10°時(shí),雖然消除了面品質(zhì)量,但是此時(shí)產(chǎn)品型面的B點(diǎn)相對于原模具的B點(diǎn)變低,制件上下模的空間變小,進(jìn)而導(dǎo)致端拾器進(jìn)出模具的空間變小,端拾器進(jìn)出模具時(shí)易和下模發(fā)生碰撞,增加了自動(dòng)線生產(chǎn)的不穩(wěn)定性和自動(dòng)化調(diào)試的難度。
經(jīng)過項(xiàng)目評估,重開拉延模具需要追加模具投資105萬元,導(dǎo)致成本的增加。廠家預(yù)期通過調(diào)整沖壓方向解決行李廂外板面品質(zhì)量問題不具備可行性。
優(yōu)化工藝方案
板料成形過程中可能出現(xiàn)兩種失穩(wěn)現(xiàn)象,一種是拉伸失穩(wěn),即板料在拉應(yīng)力作用下局部出現(xiàn)頸縮或斷裂;一種是壓縮失穩(wěn),即板料在壓應(yīng)力作用下出現(xiàn)起皺。在本案例中,行李廂外板后保位置同時(shí)出現(xiàn)開裂和起皺,增加了本案例的難度。
解決減薄和開裂的辦法是改變法向接觸力和切向摩擦力的分布,降低拉裂區(qū)域應(yīng)變值。通常采取的工藝手段是調(diào)整拉延筋系數(shù)、調(diào)整板料尺寸、調(diào)整壓邊力、改善潤滑條件、增加產(chǎn)品圓弧或拔模角度等輔助工藝內(nèi)容。
然而,解決起皺的辦法是準(zhǔn)確預(yù)測材料的流動(dòng)情況,增加起皺處的法向接觸力。通常采取的工藝手段是:通過改善產(chǎn)品形狀,在模具工藝補(bǔ)充上增加吸皺筋或反檻,增大壓邊力,增加拉延筋數(shù)量或增加拉延筋高度等。
兩種手段截然相反,經(jīng)過分析觀察開裂和起皺出現(xiàn)的部位,決定采取“先中央,后地方”的策略,即先除裂后消皺。
優(yōu)化拉延筋和板料
⑴調(diào)整拉延筋。
通過觀察產(chǎn)品在沖壓方向上主特征棱線的滑移趨勢,在不加劇滑移和沖擊的前提下,經(jīng)過幾次調(diào)整確定局部外筋風(fēng)窗側(cè)拉延筋系數(shù)由40.4N/mm到25N/mm(凹筋圓角由3mm到5mm),尾燈側(cè)拉延筋系數(shù)由40.4N/mm到21.2N/mm(凹筋圓角由3mm到6mm),里側(cè)筋風(fēng)窗側(cè)拉延筋系數(shù)由71.2N/mm到61.6N/mm(凹筋圓角由2.5mm到3mm),尾燈側(cè)拉延筋系數(shù)由61.6N/mm到57.7N/mm(凹筋圓角由3mm到3.3mm)。
⑵板料尺寸在寬度方向上減少5mm。
通過模擬分析結(jié)果發(fā)現(xiàn)滑移減輕,產(chǎn)品中間破裂風(fēng)險(xiǎn)減輕(減薄率為25%),后保位置依舊起皺、有波紋;一次沖擊無問題,二次沖擊軌跡不可避免爬上產(chǎn)品A級曲面上,如圖7、圖8所示。
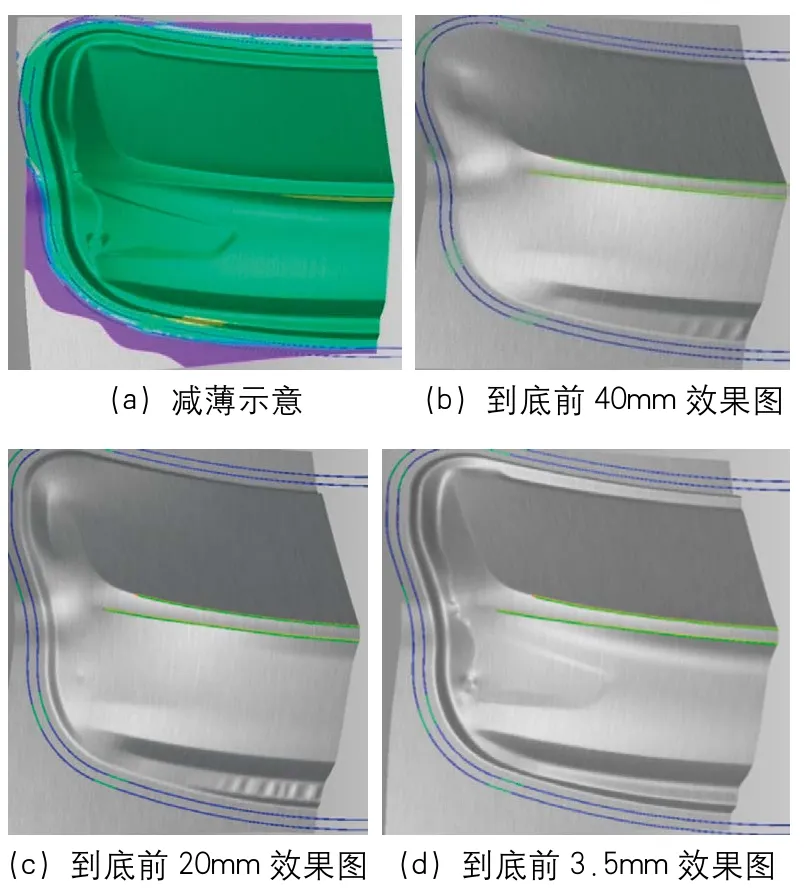
圖7 制件破裂和起皺示意圖
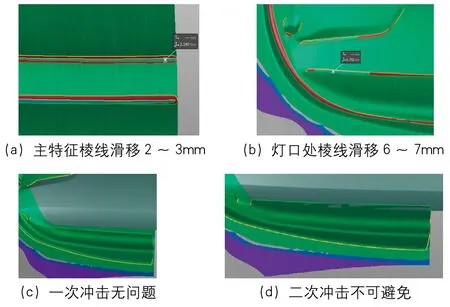
圖8 制件滑移和沖擊示意圖
優(yōu)化工藝補(bǔ)充
通過調(diào)整開裂已經(jīng)處于臨界,針對后保位置波紋問題修改工藝補(bǔ)充,即凹模二次圓角放大到30mm,如圖9所示。
通過模擬分析結(jié)果發(fā)現(xiàn),產(chǎn)品中間破裂區(qū)域減薄率依舊為25%,但是后保位置輕皺波紋微弱減輕,針對后保位置工藝補(bǔ)充更改起到了一些作用,但是效果不理想。
針對上述更改,繼續(xù)放大凹模二次圓角,由30mm放大到50mm。通過模擬分析結(jié)果發(fā)現(xiàn),產(chǎn)品中間破裂風(fēng)險(xiǎn)消除,減薄率變?yōu)?0%,但依舊存在波紋,如圖10所示。預(yù)期通過優(yōu)化工藝補(bǔ)充達(dá)到消除褶皺的目的不理想,但是完全消除了開裂。
調(diào)整拔模角度
在上述優(yōu)化工藝補(bǔ)充的基礎(chǔ)上凸模輪廓內(nèi)收(最大量14.38mm),拔模角度由8°變?yōu)?°。保證中間主特征棱線不動(dòng),調(diào)整產(chǎn)品主特征棱線的觸料狀態(tài),使特征棱線兩側(cè)走料達(dá)到平衡,打破反R成形時(shí)同時(shí)開裂和起皺的矛盾點(diǎn)。
通過模擬分析結(jié)果發(fā)現(xiàn),產(chǎn)品中間無破裂區(qū)域,沖壓成形過程未見波紋,特征棱線滑移可控,未滑出圓角(圖6);一次沖擊無問題,二次沖擊軌跡爬上產(chǎn)品A級曲面2mm處,涂漆不可見,如圖11、圖12所示。
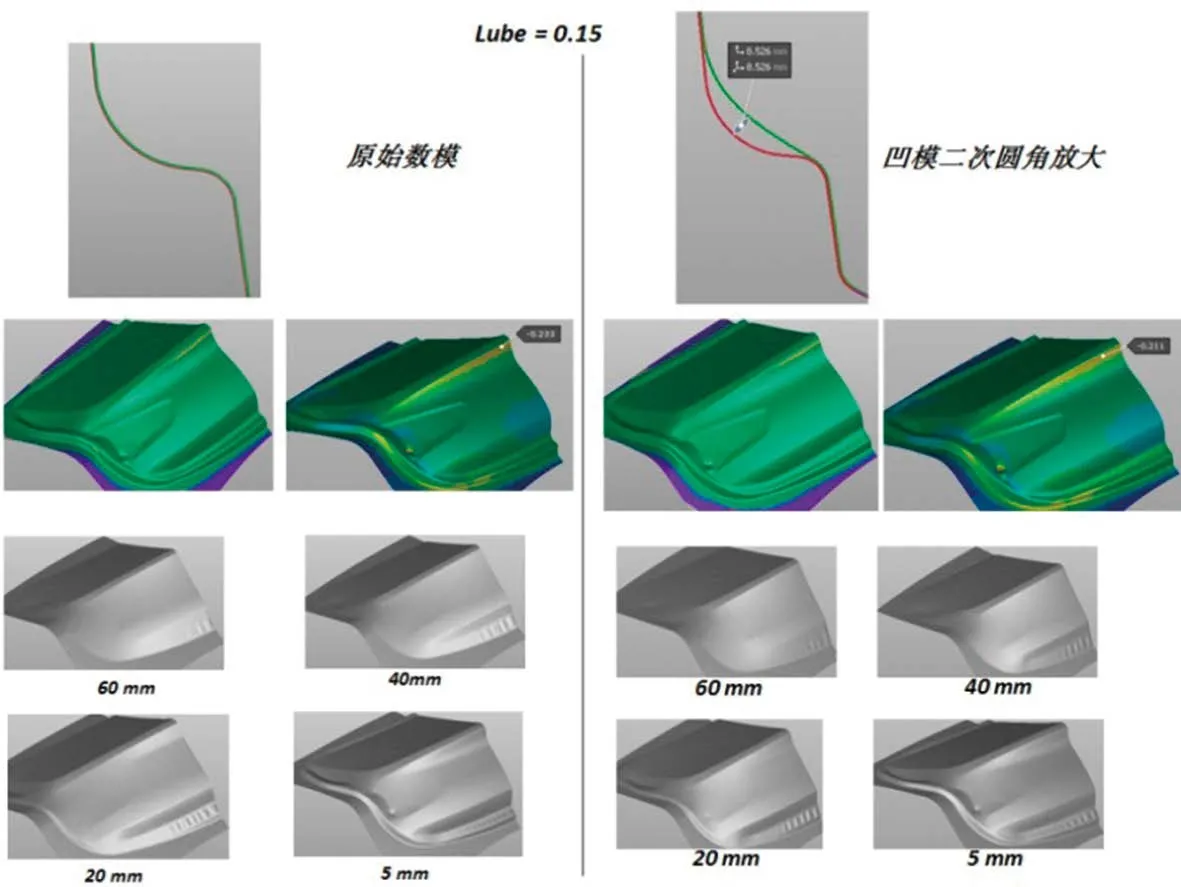
圖9 放大圓角到30mm前后對比示意

圖10 放大圓角到50mm示意圖
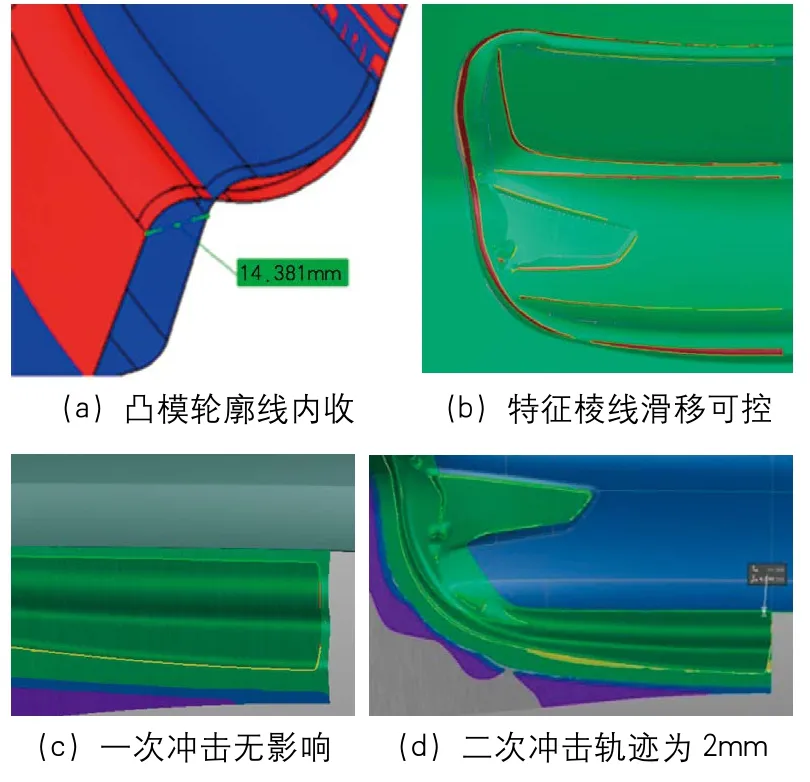
圖11 制件滑移和沖擊示意圖
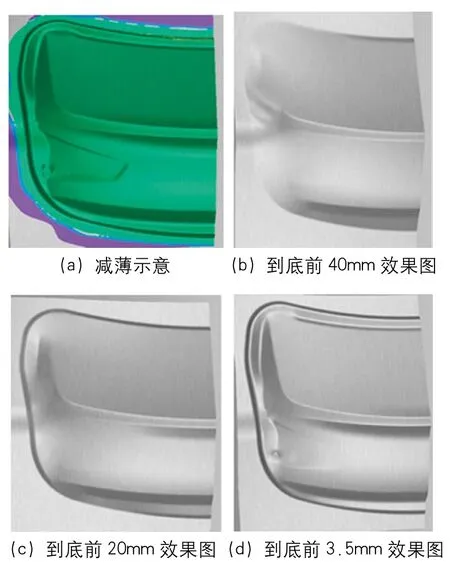
圖12 制件拉延和起皺示意圖
實(shí)際出件情況如圖13所示,虛擬制造引導(dǎo)調(diào)試方向,達(dá)到了Audit 1分級的要求,縮短了調(diào)試周期,保證了項(xiàng)目的正常進(jìn)度,節(jié)約重開拉延模具成本105萬元。

圖13 行李廂外板現(xiàn)場出件狀態(tài)
結(jié)束語
虛擬制造介入轎車覆蓋件模具的開發(fā)和制造,通過全工序模擬,提前預(yù)測和解決模具調(diào)試階段可能出現(xiàn)的各類缺陷,縮短了模具制造周期,提高了產(chǎn)品零件品質(zhì),具有良好的經(jīng)濟(jì)效益。對內(nèi)規(guī)范產(chǎn)品,使產(chǎn)品更好的適應(yīng)我們的生產(chǎn)線;對外約束廠家,使自主花出去的每一分錢都物有所值。轎車公司不斷完善提升虛擬制造能力,最終達(dá)到提升模具工藝設(shè)計(jì)質(zhì)量、減少返工返修時(shí)間、提高模具供應(yīng)商裝配和調(diào)試的效率、縮短制造周期、降低白車身成本的目的,使產(chǎn)品在合適的時(shí)機(jī)推向市場,實(shí)現(xiàn)良性產(chǎn)品線循環(huán)的終極目標(biāo)。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年12期)2018-08-01 00:47:44
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
