半導體全自動封裝設備的報警實現方法
2018-09-08 07:45:10汪輝
銅陵學院學報 2018年3期
汪 輝
(銅陵富仕三佳機器有限公司,安徽 銅陵 244000)
半導體全自動封裝設備是半導體集成電路后道封裝生產工序重要部件,用于沒有人工干涉的情況下,通過PLC或智能控制器對機械裝置的控制,完成從上料、上片一直到收料的全自動化控制過程。所有機械動作狀態靠各類檢測傳感器或檢測裝置進行狀態確認,這樣不可避免會有個別動作不到位時導致的錯誤報警,針對報警的處理,常見的設備中采用專用觸摸屏顯示,但專用觸摸屏存在存儲容量小,且無法完成復雜的數據統計功能,同時增加多語種顯示時,軟件調整異常繁瑣,針對上述等弊端,本文簡述半導體自動封裝設備報警產生后,一種簡單易行的處理實現方法。
一、系統結構組成
半導體全自動封裝設備硬件按功能可以分為人機界面系統和PLC控制系統兩大塊,人機界面系統是用于操作者和設備進行信息交互,如參數下載和信息顯示,組成部分為工控機、觸摸屏及控制軟件。PLC控制系統是完成半導體芯片封裝動作的控制系統,組成部分為PLC、機械執行機構、伺服電機及各類檢測傳感器。人機界面系統和PLC控制系統之間通過高速通訊電纜進行數據交換。
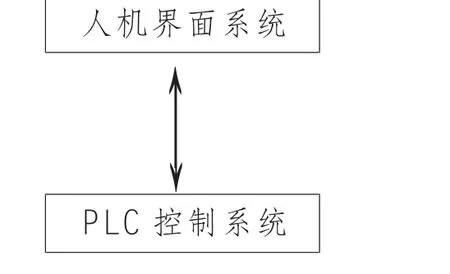
圖1 硬件系統組成圖
(一)PLC控制系統
自動封裝系統將各執行機構單元,按動作區域劃分為多個子功能單元,每一個子功能單元主要完成半導體封裝設備的某個區域動作(如條帶上料單元、樹脂上料單元等),各子單元包含輸入模塊、輸出模塊及伺服電機系統;輸入模塊連接多種類型的檢測傳感器,用于檢測單元動作是否正常;輸出模塊連接多種類型的鎖或控制閥,通過控制鎖或者閥來執行單元動作;伺服電機系統通過伺服驅動器控制電機,執行搬運動作,同時伺服電機的位置及狀態也會通過伺服驅動器反饋給PLC用于判斷動作是否存在異常。如圖2所示。
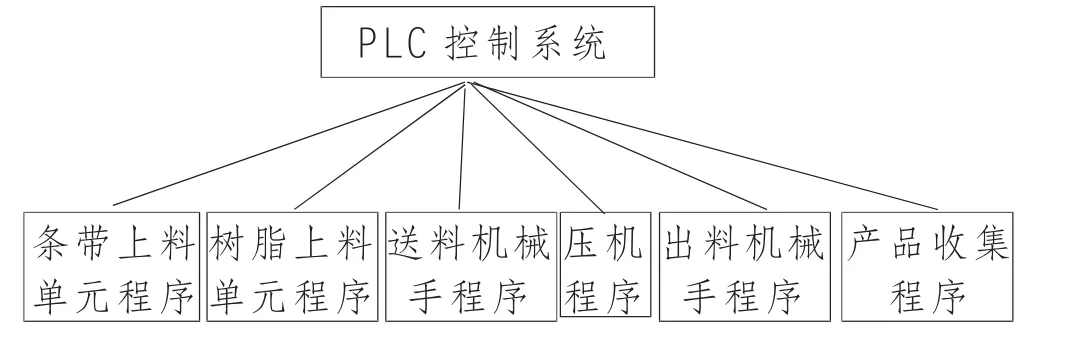
圖2 PLC程序組成圖
在PLC程序中,每個子功能單元都有一段對應的單元程序進行動作處理。各個子功能單元的單元報警代碼都是從1開始進行編碼,由于子功能單元的單元號不同,編碼后產生的系統報警代碼(子單元號*10000+子單元報警代碼)也是唯一的。另一方面,由于子功能單元之間的間隔為10000,每個報警功能單元的代碼數量9999個,即可以保證有充足多的報警信息代碼。
PLC控制系統中的控制模塊采用歐姆龍PLC NJ501-1400[1],配置G5網絡型伺服,搭載20bit絕對值編碼器,伺服最高速度可達6000r/min,可實現高速高精度控制,同時PLC整個程序的刷新掃描執行周期為1ms,能確保設備在異常狀態下,短時間內立即進行錯誤響應,確保人員和設備的安全可靠。
(二)人機界面系統
人機界面系統使用微軟的Access數據庫作為半導體封裝設備報警信息查詢的載體[2][3],由于Access數據庫有強大的數據處理、統計分析能力,可以方便地進行報警查詢、報警統計等操作。
半導體全自動封裝系統中的報警和異常信息量很大,通過建立數據庫全面保存和管理這些信息,便于報警的查詢;建立報警信息數據庫,包含設備中所有的報警信息,同時數據庫中還包括報警站點表、詳細報警信息表。
其中詳細報警信息表主要內容包括報警等級、報警站點、報警編號、報警位置、報警原因和報警解決方法。
數據庫中將報警分為三個等級,分別為普通等級報警、重要等級報警、嚴重等級報警。
普通等級報警為不影響系統正常工作,或對系統有潛在影響的報警,處理方法是給出提示提醒用戶,不做其它處理。
重要等級報警將影響系統運行或影響產品質量,處理方法是給出報警位置、報警說明和處理方法。
嚴重等級報警將嚴重影響系統運行,處理方法是給出報警位置和報警說明,等待人工干預,并給出后續處理方法。
此外,為了用戶能及時了解報警的方位,對每個報警位置進行拍照并保存圖片,并在圖片中標出報警機構位置,以便用戶準確定位,圖片信息文件位置也保存在數據庫中。
二、報警觸發及處理
(一)報警的觸發
PLC的單元程序按照動作時序,依次進行動作控制,每完成一個動作,就會將當前的動作步號記錄下來,并保存在另一個步號記錄儲存器中。當單元程序通過檢測外圍傳感器或執行機構的反饋,發現單元動作異常時,單元程序首先將該程序的單元報警代碼記錄下來,與此同時將動作步號清零,使該單元動作處于暫停狀態,避免人員在處理報警過程中發生誤動作。另外記錄的單元報警代碼會觸發三色燈及蜂鳴器,用聲、光的方式提示操作者有異常報警產生。
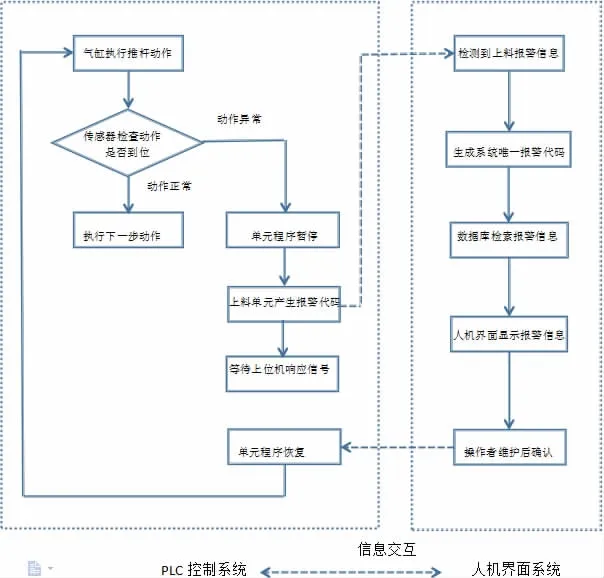
圖3 PLC動作執行與報警時序關系
下面簡單介紹當上料單元執行推桿氣缸動作不到位時,設備報警處理的過程。(圖3)
人機界面系統程序通過網絡連接[4],與PLC控制系統進行實時通訊,并按100ms刷新頻率對各子單元程序進行監控,當監控子單元有報警產生時,根據報警子單元的單元號和單元報警代碼,編碼產生系統唯一識別的報警代碼,人機界面系統按照該報警代碼,進入報警數據庫中進行信息檢索,取出與之對應的報警信息描述、處理方法以及故障位置信息等,并將這些信息顯示到顯示器上,方便設備維護人員進行故障檢修,與此同時,人機界面系統記錄故障發生的系統時間,并且啟動計時器進行報警時間的計時。
人機界面系統可以根據客戶需求,在數據庫的同一報警代碼的信息中,添加不同語種的描述及處理方法,人機界面系統根據客戶設置要求,可以很方便地提取不同語種的報警信息,顯示在人機界面上。由于報警信息中是集中在數據庫中管理,對于添加不同語種以及不同語種報警信息的編輯、添加、修改會非常方便靈活。如圖4顯示。

圖4 報警信息中/英文描述對應表
針對設備的所用報警,我們可以采用圖片的方式,預先將報警對應的傳感器位置記錄下來,并將每一個報警內容與報警的圖片進行一一對應,當產生報警時,人機界面系統按報警代碼進行檢索時,不但會檢索到報警描述及處理方法,同樣也會檢索到對與之對應的報警圖片名稱,將上述內容顯示在人機界面系統上,可以很方便地幫助現場設備維護人員進行故障處理。如圖5顯示。
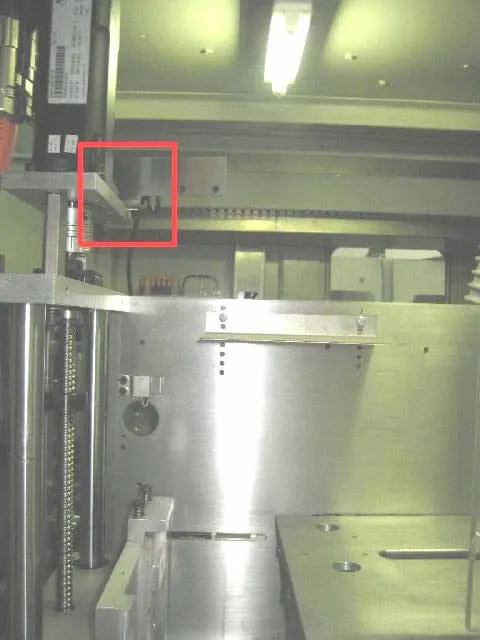
圖5 報警圖片指示報警傳感器位置
(二)報警的處理
設備維護人員在排除設備故障后,在人機界面系統上按下故障解除按鍵,人機界面系統建立相應的消警標志,同時消警標志將反饋給PLC,PLC檢測到該按鍵操作后,會清除對應單元的報警代碼,同時將子功能單元中的步號記錄存儲器中保存的運行步號取出來,繼續按照報警發生時的動作步號進行運行動作確認。
與此同時,人機界面系統檢測到故障報警代碼被清除后,停止故障時間計時,并將之前發生的故障代碼及故障持續的時間寫入設備記錄報警數據庫中,為后續的報警追溯以及設備運行狀態(如MTBA和MTBF)等數據統計提供依據。
三、報警的后續統計工作
操作人員可以根據自身需求,進行某段時間內系統報警的查詢,人機界面系統接受到查詢指令后,根據指定的查詢時間,會從數據庫中報警歷史紀錄進行時間的查詢統計工作,并依次將查詢到的警報按時間先后順序進行排列,同時會統計各個報警發生的次數,統計排名前十的錯誤報警名稱以及報警次數占整個報警次數的百分比,形成設備的基本運行狀態的信息參數;系統根據獲取的上述數據,按照統計公式可以計算出單位時間的生產效率、平均無故障時間(MTBA)及平均故障間隔時間(MTBF)等等反映設備運行效率的關鍵信息。
四、結論
在半導體封裝設備中,PLC按照規化的動作流程進行過程控制,通過監控外圍傳感器的狀態,檢測執行動作是否存在異常,并將異常狀態通過網絡連接反饋到人機界面系統上,人機界面系統利用數據庫管理,完成異常報警的記錄管理工作,通過PLC和工控機的數據庫相結合,完美地解決了自動封裝設備在日常生產過程中,產生的大量報警數據記錄、整理、統計工作。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
財經(2017年2期)2017-03-10 14:35:35
汽車維護與修理(2016年10期)2016-07-10 08:17:41
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37