二氧化碳大直徑管的焊接
2018-10-24 15:31:44樊雷剛
科學與財富 2018年26期
關鍵詞:焊接工藝
樊雷剛


摘 要:本文針對氧化碳氣體保護焊接過程中產生的影響因素進行了簡單的分析,并針對性的提出了解決對策,經過長時間的反復試驗發現總結出的解決對策可操作性較強,可以從根本上對焊接過程中產生的缺憾進行解決,同時X射線探傷后焊縫質量也達到了相關操作規定上的標準,這些控制措施具備良好的使用價值,值得推廣。
關鍵詞:焊接準備;焊接工藝;打底焊;蓋面焊
現代教學工作開展的過程中,單面焊雙面的技術方法一直是較為受歡迎的一種。二氧化碳氣體保護焊接技術也開始逐漸將人工焊接的方式進行替代,但是這種焊接技術在實際操作中隨著技術的不斷普及與開發,其中潛藏的問題也逐漸暴露的越來越多,想要這些問題得到實際性解決,還需對整個流程的操作動作規范進行重視。
1 二氧化碳大直徑焊接流程及常見問題
二氧化碳大直徑管焊接的整個流程主要可以分為兩個部分,一是打底,二是蓋面。其中的大直徑水平管焊接步驟較為容易出現阻礙流程正常開展的問題。
(1)如技術動作上的操作規范執行的不夠嚴格,在平與仰焊位置上進行焊槍擺動時,動作的速度如果沒有達到相關要求,就會導致熔孔尺寸過大,焊接的位置上出現焊瘤缺陷。(2)焊接中的焊絲伸出的長度如果過長,焊接的電流過大,此時的焊接角度再預留的不適宜的話,就會導致焊槍的擺動坡口停頓時間過少,進而在焊縫的表面出現咬邊缺憾。(3)焊接進行到接頭部位時,操作的角度過高或是過低,都會導致焊縫的寬窄度出現不一致的問題。焊縫的內部就會比較容易出現間層未融合的情形。
2 操作要點
2.1 焊前準備
2.2 試件的裝配和焊接參數
(1)試件的清理。試件裝配前應將試件坡口兩側10~20mm范圍內的油污。銹跡及其他污物打磨干凈,直至露出金屬光澤。
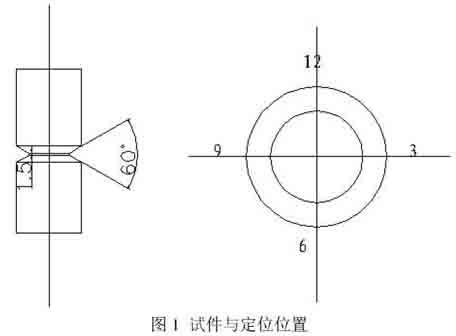
(2)試件的組對與定位。將試件放在平板上,使管子中心線一致,不得出現錯邊現象,并留出合適的間隙,采用三點定位(3點 12點 9點)如圖1所示,并采用橫向焊接定位焊,定位焊長度為18mm-20mm,要求焊透和保證無焊接缺陷,并將定位焊兩端修磨成斜坡。
(3)焊接參數與步驟
把管子分四部分焊接,采用對稱焊接法,焊接層樹為2層,在施焊前及施焊過程中應檢查清理導電嘴和噴嘴,并檢查送絲情況。
6點-3點-12點(如圖1所示)按逆時針方向焊接。
6點-9點-12點(如圖1所示)按順時針方向焊接。
將焊件水平固定在距地面600mm-700mm的高度,使得焊工蹲下時,間隙小的一側放在仰焊位置上。在管子的5點30分的時鐘位置近根部的地方引弧,分四部分焊接,6點到3點為一部分,3點到12點為一部分,6點到9點為一部分,9點到12點為一部分。
施焊時,焊槍在6點30分(如圖1-2所示)的位置上對準坡口根部的一側引弧,引燃電弧后,稍加穩弧移向坡口的另一端并稍加停頓,打開熔孔通過坡口兩側的熔滴搭橋建立第一個熔池,之后電弧作小幅度的橫向擺動,在前方出現熔孔后即可進入正常焊接。
在操作的過程中,工作人員也要注意一些事項,具體而言,要注意擺動的速度,最好要快些,同時要避免因為局部高溫而造成悲面的凹陷。另外,焊接熔孔要比立焊位置的時候要小。這樣才能保證焊接質量的進一步提升。
由于電弧的穿透能力強很容易造成穿絲,室外作業時,要有防風裝置以防外界空氣入侵,造成焊縫內部質量下降。
3 蓋面焊
蓋面焊也是重要的環節之一,這部分的焊接質量對于整體焊接工作的質量具有很深的影響,只有做好蓋面焊的工作,才能更好的滿足焊接工作的要求,從而優質的完成任務。這就要求有關工作人員能夠重視蓋面焊的工作,在實際的操作過程中能夠掌握一些關鍵性的操作要點。具體而言,分為兩個方面。一是蓋面焊之前,二是蓋面焊操作時。對于前者,在蓋面焊之前,工作人員應該注意打底焊到表面的距離低于到管子的表面,同時還要注意將打底層表面處理干凈,要保持清潔,然后還要對接頭凸起處進行細致的打磨,并做好相關的調試參數工作。只有做好這些準備工作,才能進行接下來的工作步驟,也就是隱弧焊接。在實際操作的過程中,這環節的焊接是分為兩部分進行的,基本是從6點到12點進行,首先在6點半的坡口一側進行引弧,然后等到穩定燃燒后,就要向坡口的另一側拉去停頓,再待熔池填滿后進行回擺,需要注意的是,這時回擺的速度一定要快,而且眼睛一定要始終觀察熔池的下邊緣以及坡口的兩邊,另外,在操作的過程中,還要密切注意自身身體的平衡性,要保證身體平衡、穩定,不會影響很焊接的操作,如果發生問題,一定及時的調整最佳狀態,然后立即繼續進行未完成的操作。還有,在施焊到頂部12點是不要停止,還要繼續施焊5到10毫米,然后再收弧。這都是蓋面焊操作過程中所要注意的重點,有關人員應該加以注意。
注意事項:(1)焊接動作開始之前應對焊接的部位進行清理,保障焊接過程的順利與質量都會因為這個步驟做的不到位而出現問題。保障熔池的如坡口側邊的邊緣的距離為0.5mm,控制電弧在坡口停留的時間,并對回擺的速度進行控制。(2)在接頭時,引弧點要在焊縫的中心上方一側,引弧后穩定即將電弧拉向熔池中心進行焊接。(3)在蓋面層焊接時,焊接速度要均勻,熔池深入兩側尺寸一致,以保證焊縫成形美觀。
3 結束語
通過以上對二氧化碳大直徑管焊接技術在實際應用過程中的操作,可以得到的結論是合理的焊接方法與得當的控制措施可以保障整個焊接流程的穩定性與焊接質量,讓出現焊接缺憾的概率得到降低,只有在實際焊接教學實操中不斷總結經驗并對操作要點進行不斷強調,才能讓存在的綜合影響因素得到全面性的避免。
參考文獻
[1]王長忠.ISBN 7-5045-2459-X電焊工技能訓練(第二版)[M].中國勞動社會保障出版社.
[2]王新民.ISBN 7-111-13566-0 焊接技能實訓[M].機械工業出版社.
[3]王長忠.ISBN 7-5045-5576-6 高級焊工技能訓練[M].中國勞動社會保障出版社.
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25