機器視覺技術在零件尺寸測量中的應用
2018-11-16 09:46:00張小現
科學與財富 2018年28期
關鍵詞:應用
摘 要:本文闡述了機器視覺技術在零件尺寸檢測中的應用情況,分析了機器視覺零件尺寸檢測系統的硬件組成,并詳細分析了機器視覺軟件部分的重要環節,包括中值化圖像預處理、圖像二值化處理、圖像邊緣檢測、圖像圓檢測、攝像機定標及零件尺寸計算等方面,為有效提高機械視覺系統經行零件檢測的精度及速度,擴大視覺系統對微小及復雜零件的檢測范圍提供參考。
關鍵詞:機器視覺技術;尺寸檢測;精度;應用
0引言
生產線上人工檢測產品尺寸的方法檢測效率低、準確度低。人工尺寸檢測對微小零件或復雜零件檢測存在極大的局限性,人工尺寸檢驗已經不能滿足零部件的批量化生產。因此,機器視覺技術在零件尺寸檢測中得到廣泛應用。機器視覺檢測系統通過采集零件圖像,計算得到精確的零件尺寸。常用于危險場景感知及精確定量感知等方面,可實現在線檢測,檢測速度快、準確度高。
1.系統組成
本次分析的機械視覺零件尺寸檢測系統硬件系及軟件兩部分組成,可用于檢測規則的小型圓環形零件尺寸,檢測精度高、速度快。
1.1 系統硬件組成
機器視覺零件尺寸檢測系統的硬件采用LED作為照明設備,光線亮度強、光線均勻、無頻閃,有利于攝像機獲取高品質圖像; 機器視覺零件尺寸檢測系統采用CCD攝像機成像; 由圖像處理系統完成圖像邊緣提取和數據分析等工作。
1.2系統軟件分析
機器視覺系統CCD攝像機獲取的零件圖像會存在多種形式的噪聲干擾, 包括斑點噪聲及椒鹽噪聲。干擾噪聲的存在極大的影響圖像質量,不利于后期零件尺寸的計算工作。因此在圖像進行其他方面處理前,要對圖像進行降噪處理,提高圖像質量。機器視覺系統采用中值濾波進行圖像預處理。圖像噪聲像素與相鄰像素差別明顯。這一特點是中值濾波消除噪聲干擾的基礎, 中值濾波屬于非線性的圖像濾波器技術,通過由采樣組成的觀察窗來判斷采樣信息的真實性,消除各種形式的圖像噪聲。
采用中值濾波進行降噪處理時,將圖像上局部區域的像素劃分不同的灰度等級,并進行排序, 當前像素的灰度值取中間值。采用3×3大小的濾波模板在圖像區域多次滑動,并根據根據不同像素進行排序求中值,作為當前像素的灰度值。圖1為圖像采用中值濾波降噪前后對比。圖片顯示這中方法發可有效的處理圖片上斑點噪聲及椒鹽噪聲。
1.2 圖像二值化
為了方便的提取圖像信息,提高圖像的識別率,機器視覺系統采用圖像二值化來處理圖像。二值化的圖像灰度值只有兩種0或255,呈黑白色圖像,圖像二值化首先是將圖像劃分為0~255共計256個亮度等級的灰度值。根據設定的閾值來判斷256個亮度等級的灰度圖像的灰度值是0或255。圖像上大于閾值的灰度值取255(白色),小于閾值的灰度值取將0(黑色)。閾值的選取要注意二值化處理后的圖像要反映原圖像的特征,圖像不能失真。像素閾值選取過高,圖片上黑色區域增多,會導致邊緣信息丟失。像素閾值選擇過低,圖像上白色區域會增多,會出現虛假邊緣信息。因此,像素閾值的選取至關重要。常用的選取方法有P參數法、雙峰法、迭代法及最大熵閾值法等,可根據不同的圖像特征選取適合的方法。本系統測試的零件為回轉類環形零件,背景為工作臺。回轉類環形零件圖像規則簡單,圖像灰度分布有規律, 在直方圖中背景與零件形成兩個峰值不同的波峰, 背景與零件形成的波峰之間存在一個波谷,將波谷對應的灰度值作為閾值。小于T的區域灰度值取為0。大于T的區域灰度值取255。
1.3 圖像邊緣檢測
圖像邊緣區域圖像像素值存在階躍性變化,含有圖像信息及與圖像不相關的干擾信息。需要對圖像邊緣處干擾信息進行處理。圖像邊緣檢測可剔除與圖像不相關的信息,將反映圖像特征的信息提前出來。有利于減少圖像數據信息量,加快后期圖像處理及零件尺寸計算的速度。目前常采用邊緣檢測算子對積分運算來實現圖像邊緣檢測。常用的檢測算子有Sobel算子、Roberts算子、及Prewitt 算子等。在提取邊沿輪廓的過程中,要根據不同的零件尺寸特點選擇合適的算子,保證算子的檢測精度和速度是。Roberts算子(羅伯茨算子),運算簡單、數度快、效果較好。但對噪聲敏感。Sobel屬于離散一階導數邊緣檢測算子,可檢測水平邊緣也可檢測垂直邊緣。通過對圖像上所有像素點四周灰度域加權差累加,提取圖像邊緣上符合閾值范圍的像素點。Sobel算子對噪聲不敏感,抗干擾能力強, 但對零件主體與背景區分精度低;Prewitt利用像素點周圍鄰點的灰度值的局部差分求平均值,進而得到灰度閾值, 保留閾值以上灰度的邊緣點,去掉小于閾值的偽邊緣點。這種算子是根據灰度值進行邊緣點篩選,容易誤判, 對圖像灰度值大于閾值噪聲點及灰度度值小于閾值的邊緣點,容易篩選錯誤。
1.4檢測圓心和半徑
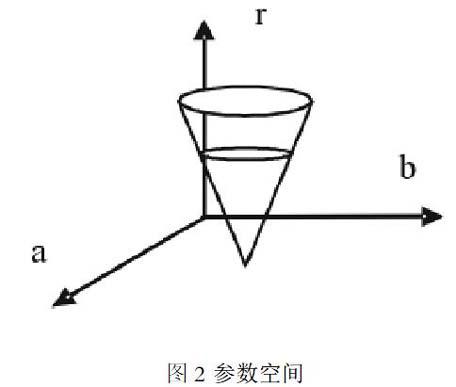
平面坐標系的圓包括半徑及圓心坐標等參數,Hough變換可從圖像中識別圓曲線。Hough變換是一個以圓的圓心處X、Y坐標及半徑為參數的三維空間。
Hough變換將原始圖像空間曲線轉變為參數空間的聚集點。根據其累積程度來實現圓形曲線檢測。采用Hough變換檢測圓精度高、對噪聲干擾不敏感。Hough變換檢測圓的方程為(xi-a)2 +( yi -b)2 =r2,其中(a,b)為圓心坐標值,r為圓的半徑。圖2為點x= [xi , yi ]T , p=[a,b, r]T的參數空間示意圖。圖像中單個圓對應的半徑值固定,圓上點的集合組成r相同a、b不同的圓錐集合。
1.5 攝像機標定及零件尺寸計算
機器視覺系統根據圖像計算被檢測零件的尺寸,要根據一定的比例換算關系。確定圖像二維坐標系到實物三維坐標系之間對應關系是計算被測量零件尺寸的依據,確定坐標系之間對應關系時要保持測量條件不變。本次分析的機器視覺檢測系統采用標準參照測定法實現攝像機標定。通過計算工作臺上的標準尺所占圖像中像素點個數,換算出尺寸計算的比例關系。標定過程中采用求平均值的方法消除誤差。完成標定后利用比關系例換算出零件實際尺寸大小,實現基于圖像的非接觸零件尺寸實時測量。
2.結果分析
機器視覺檢測系統成功應用在小零件的非接觸實時測量中,結果顯示被檢測元件內徑為19.14mm,外徑為29.13mm,檢測誤差小,測量精度,檢測時間大大縮短,極大的提高了檢測效率。
3.結論
本文分析了一種用于回轉類圓環形零件的機器視覺尺寸檢測系統,該系統測量精度滿足生產要求,對促進零件的批量化生產,保證零件尺寸精度,提高企業生產效率有重要的意義。
參考文獻:
[1]汪田. 基于機器視覺的油泵殼體尺寸測量系統[D].浙江大學,2018.
[2]洪運. 基于計算機視覺的零件平面幾何尺寸測量方法的研究[D].東華大學,2017.
作者簡介:
張小現(1986.07--);性別:男,籍貫:湖南省衡陽人,學歷:本科,畢業于湖南理工學院;現有職稱:無;研究方向:自動化工程與機器視覺。
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
