基于F28M35Hx的3D打印控制算法研究與實現(xiàn)
2019-01-10 06:57:35孟鸝
科技視界 2019年35期
孟鸝

【摘 要】本文提出一種3D打印步進電機聯(lián)動控制算法。簡述了基于F28M35Hx處理器的3D打印機控制系統(tǒng)軟硬件。重點論述了步進電機控制算法研究與實現(xiàn),將多軸聯(lián)動控制,簡化為單軸控制,然后進行運動合成,并加入了累計誤差的補償算法。憑借F28M35Hx雙核的處理能力,結(jié)合現(xiàn)有步進電機控制理論,配合步進電機聯(lián)動控制算法,實現(xiàn)了三維打印的快速、精確控制。
【關(guān)鍵詞】3D打印;F28M35Hx;運動控制;步進電機
中圖分類號: TP273;TP391.7 文獻標識碼: A 文章編號: 2095-2457(2019)35-0038-004
DOI:10.19694/j.cnki.issn2095-2457.2019.35.017
Research and Implementation of 3D Printing Control Algorithm Based on F28M35Hx
MENG Li
(Xian University, Xian Shaanxi 710065, China)
【Abstract】This paper presents a linkage control algorithm for 3D printing stepper motors. The hardware and software of 3D printer control system based on F28M35Hx processor are introduced. This paper focuses on the research and implementation of the control algorithm of stepper motors. The multi axis linkage control is simplified to single axis control, then motion synthesis is carried out, and the compensation algorithm of accumulated error is added. With the processing ability of F28M35Hx dual core, combined with the existing stepping motor control theory, combined with the stepping motor linkage control algorithm, the fast and accurate control of 3D printing is realized.
【Key words】3D print; F28M35Hx; Stepper motor; Motion control
0 前言
3D打印(3D printing)是制造領(lǐng)域迅速發(fā)展的一項新興技術(shù)[1]。與傳統(tǒng)制造方式不同,3D打印技術(shù)不需要機械加工和模具,縮短了產(chǎn)品研發(fā)周期,降低產(chǎn)品成本[2]。在3D打印控制系統(tǒng)中,多步進電機的聯(lián)動控制至關(guān)重要,本文使用F28M35Hx處理器,結(jié)合步進電機聯(lián)動控制算法,可以滿足整個控制系統(tǒng)的需要,實現(xiàn)較高的打印精度。
1 3D打印過程分析
3D打印的過程一般分為三步:第一步,三維模型設(shè)計。利用CAD軟件制作三維模型,或者利用3D掃描儀直接獲得三維模型。將設(shè)計的三維模型數(shù)字化(生成G代碼)。第二步,模型打印。將生成的G代碼解析為處理器可執(zhí)行的數(shù)據(jù),根據(jù)模型數(shù)據(jù)控制X、Y、Z和送絲電機聯(lián)動,打印過程中實時監(jiān)控打印噴頭溫度。第三步,打磨剖光。3D打印機的分辨率對多數(shù)應(yīng)用已經(jīng)足夠,但在一些彎曲的表面或者零件連接位置可能會比較粗糙。要獲得更高分辨率的模型,可以打印稍大零件,然后通過打磨,得到表面光滑的“高分辨率”模型。本設(shè)計主要實現(xiàn)第二步的功能。
2 系統(tǒng)整體結(jié)構(gòu)
本設(shè)計使用的F28M35Hx處理器,其同時具有TMS320C28x和Cortex-M3雙核。TMS320C28x主要用于運動控制算法實現(xiàn),即4路步進電機控制。Cortex-M3主要用于實現(xiàn)上位機通信、人機交互界面、SD卡或USB數(shù)據(jù)讀取。本設(shè)計使用專門的細分驅(qū)動芯片和外圍電路進行控制[3] ,使微處理器I/O輸出脈沖信號和方向信號,通過光耦隔離干擾,而后接入細分驅(qū)動器,控制步進電機運動[4]。整體結(jié)構(gòu)如圖1所示。
3 步進電機聯(lián)動控制策略
3D打印機是逐層完成模型打印的,每一層的打印是由X軸、Y軸及送絲電機聯(lián)動完成。所以X軸、Y軸及送絲電機聯(lián)動控制策略至關(guān)重要。
步進電機運行頻率遠高于啟動頻率,如果按照啟動頻率進行工作,可以保證精度,但是打印效率會非常低;如果啟動頻率過高,步進電機就會在啟動停止過程中失步,而且會出現(xiàn)運動沖擊大,震動明顯的問題。所以步進電機在啟動、勻速運動、停止的過程中,采用加減速控制步進電機是十分必要的。
3.1 步進電機基本方程
對于3D打印控制系統(tǒng),各個電機負載恒定且很小,使用直線加減速可以很好地實現(xiàn)X、Y軸步進電機速度合成。步進電機基本參數(shù)計算如公式1、公式2和公式3所示。
α=■(1)
θ=nα(2)
ω=■(3)
式中:α——步進角(rad);spr——電機齒輪齒數(shù);θ——角位移(rad);n——脈沖數(shù);ω——角速度(rad/s);Tim_n單個脈沖時間(s)。
圖2 步進電機脈沖接收示意圖
若要維持步進電機的轉(zhuǎn)動,電流通過繞組必須按正確的順序變化。圖2為電機運轉(zhuǎn)時接收到的脈沖信號示意圖。步進電機的速度與脈沖頻率有關(guān),脈沖頻率恒定,則速度恒定,tn到tn+1間是恒定頻率fn。如果Tim_n不變則為勻速運動,Tim_n逐漸減小(增大)則為加速(減速)運動。
直線加減速過程,先是恒加速度的加速運動,而后是勻速運動,最后減速運動直到停止,如圖3為直線加減速過程中■(加速度)、ω(角速度)、θ(角位移)理論上的對應(yīng)關(guān)系。可以看出直線加減速加速度恒定,角速度隨時間變化曲線呈梯形。
可以計算出角速度和位移量理論值(公式4和公式5)。
ω(t)=■■dτ=■t(4)
θ(t)=■ω(t)dτ=■■t2=nα(5)
脈沖時間間隔計算:將理想直線加減速角速度曲線數(shù)據(jù)離散化(圖4),實際計算和控制過程中必須保證速度的變化沿著理論速度斜率方向[5]。
圖4 直線加減速離散化處理示意圖
根據(jù)公式2和公式4可以得出
tn=■(6)
從而得出相鄰兩個脈沖時間間隔delay_n:
delay_n=tn+1-tn=■(■-■)(7)
這樣就可以得出第一個和第n個脈沖時間間隔:
delay_0=■(8)
delay_n=delay_0(■-■)(9)
對于微處理器處理開方運算,需要的時間較長,本設(shè)計利用泰勒公式對上式進行簡化:
■=1±■-■+o(■)(10)
■=■
=■(11)
=■=■
最終得出相鄰脈沖的時間間隔:
delay_n=delay_n-1-■(12)
綜上所述,本設(shè)計步距角α和加速度■(步距角經(jīng)過64細分后為0.028125°),結(jié)合公式8和公式12就可以算出相鄰脈沖的時間間隔,進行程序設(shè)計和算法實現(xiàn)。
3.2 步進電機聯(lián)動控制策略
3.2.1 基本運動參數(shù)計算
在SD卡中讀取相鄰兩個點的絕對坐標(xn,yn)、(xn+1,yn+1),打印速度Vn+1和總出絲長度L(圖5)。
圖5 從一個點到下一個點的運動示意圖
計算x、y、z方向相對位移Δx、Δy、Δz,出絲長度ΔL,速度Vn+1就是本次打印速度:
Δxn+1=xn+1-xn(13)
Δyn+1=yn+1-yn(14)
ΔLn+1=Ln+1-Ln(15)
Δzn+1=zn+1-zn(16)
由于各個方向脈沖數(shù)計算公式相同,下面只給X方向脈沖計算公式:
xcount=■(17)
式中:xcount——X軸方向脈沖數(shù);subdivsion——細分數(shù)(64細分);C——步進電機轉(zhuǎn)過一圈實際X方向?qū)嶋H移動距離;d_angle——電機步矩角(1.8°)。
3.2.2 聯(lián)動控制計算
根據(jù)基本運動參數(shù)計算出X方向、Y方向、送絲電機運動的速度,其中送絲電機出絲速度就是Vn+1。X方向與Y方向的矢量合速度也是Vn+1,在根據(jù)X、Y方向的距離比利用三角函數(shù)計算出Vx和Vy。
通過確定矢量方向的加速,再次利用三角函數(shù)計算出X、Y軸方向的加速度。
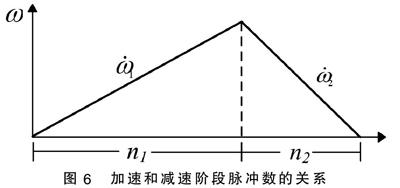
需要注意的是每一次線段打印開始的速度是零,結(jié)束時速度也是零,這樣需要根據(jù)加速度情況確定減速時加速度的值[6],如圖6所示。
圖6 加速和減速階段脈沖數(shù)的關(guān)系
加減速脈沖數(shù)關(guān)系公式:
■1n1=■2n2(18)
所以可以根據(jù)加速過程的脈沖個數(shù)計算減速時脈沖個數(shù)。每個方向算法一致。
總之,控制過程中必須保證X方向、Y方向和送絲電機同時啟動、加速和減速,并確保X方向、Y方向的加速度方向矢量合成與速度方向矢量合成始終是理論的運動方向。
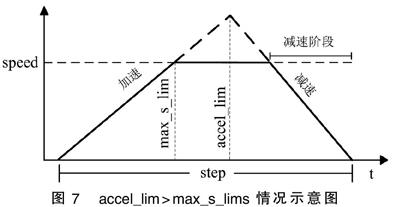
正常加減速情況如圖7所示。accel_lim>max_s_lims(圖中max_s_lim為達到本次打印最高速度所需脈沖數(shù),accel_lim為減速過程開始之前的脈沖數(shù)。)
圖7 accel_lim>max_s_lims情況示意圖
需要注意當本次打印點移動的距離所需的脈沖數(shù)較小時,可能出現(xiàn)加速過程沒有完成就應(yīng)該進入減速階段(圖8),也就是打印速度無法達到期望速度Vn+1,即accel_lim 圖8 accel_lim 所以在本次打印開始之前,應(yīng)進行數(shù)據(jù)長度判斷,具體方法是:進行數(shù)據(jù)預(yù)讀取(在上次打印進行中),然后進行參數(shù)計算,判讀計算出的脈沖數(shù),即判讀accel_lim與max_s_lims的大小關(guān)系。如果accel_lim>max_s_lims,則進行正常加減速,反之,則設(shè)定較低的最大速度,并且只有加速階段和減速階段。 3.3 運動中單步補償 上述過程實現(xiàn)后,各個方向脈沖數(shù)計算過程中由于使用的微處理器定時器的寄存器只能存儲整型數(shù)據(jù),而根據(jù)實際相對位移計算出來的數(shù)據(jù)為浮點數(shù),這樣就會產(chǎn)生計算誤差。 例如Δx=1.732,代入17式中: double xcount=■=153.9555(19) 當xcount存入寄存器就會變成: int xcount=153(20) 誤差為Remainder_x: Remainder_x=153.9555-153=0.9555(21) 所以在計算過程中會產(chǎn)生0.9555個脈沖的誤差。 本設(shè)計對各個方向脈沖數(shù)計算,采用四舍五入方式進行實際運算,并將舍去的數(shù)據(jù)進行累加,進位的數(shù)據(jù)進行累加。當舍去部分累計脈沖大于1時,在本次計算中會將脈沖數(shù)加1,當進位部分累計脈沖大于1時,在本次計算中會將脈沖數(shù)減1,各個方向補償方法相同。打印效果如圖9中間模型。 4 結(jié)語 依靠F28M35Hx處理器的強大功能,根據(jù)步進電機的機械特性,針對3D打印的特殊應(yīng)用場景,結(jié)合現(xiàn)有步進電機的控制理論,使用步進電機聯(lián)動控制策略,實現(xiàn)了3D打印的快速精確控制,實際打印效果較好。 【參考文獻】 [1]Walters P, Davies K. 3D printing for artists: research and creative practice[J].Rapport: Journal of the Norwegian Print Association, 2010,1:12-15. [2]劉欣靈.3D打印機及其工作原理[J].網(wǎng)絡(luò)與信息,2012,26(2):30-30. [3]王亞嬪.基于DSP的二相混合式步進電機多細分驅(qū)動器的研究[J].科技信息,2010,(030):154-155. [4]付堯,馮清秀.基于DSP的三維打印機控制系統(tǒng)研究[J]. 機電工程,2014,31(2):217-220. [5]LI X-F, HU H, WANG W, et al. An Acceleration and Deceleration Algorithm of Stepper Motor[J].Development& Innovation of Machinery&Electrical Products,2006,1. [6]李海波,何雪濤.步進電機升降速的離散控制[J].北京化工大學(xué)學(xué)報,2003,30(1):92-94.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38計算機應(yīng)用(2022年2期)2022-03-01 12:33:42計算機應(yīng)用(2022年1期)2022-02-26 06:57:42計算機應(yīng)用(2021年4期)2021-04-20 14:06:36計算機應(yīng)用(2021年3期)2021-03-18 13:44:48計算機應(yīng)用(2021年1期)2021-01-21 03:22:38中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24光學(xué)精密工程(2016年6期)2016-11-07 09:07:19核科學(xué)與工程(2015年4期)2015-09-26 11:59:03