轉化氣第一廢熱鍋爐管束修復
2019-09-10 21:26:18劉永懷
學習周報·教與學 2019年6期
劉永懷
摘 ?要:針對瀘天化股份公司甲醇裝置主要生產設備C0201第一廢熱鍋爐在甲醇裝置開車運行期間泄漏較為嚴重,對A臺換熱外管進行全面更換。
關鍵詞:第一廢熱鍋爐;換熱外管;更換;刺刀管與管帽間距
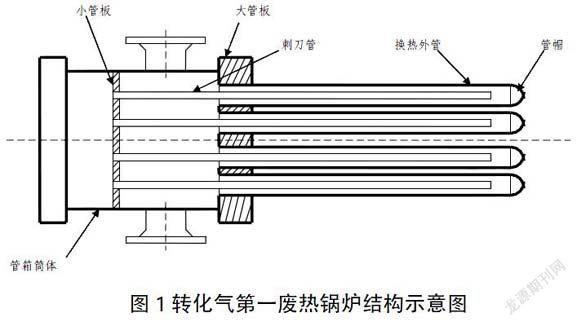
一、轉化氣第一廢熱鍋爐是瀘天化股份公司甲醇裝置主要生產設備之一。在甲醇裝置開車運行期間,發現C0201A和C0201B兩臺廢熱鍋爐泄漏較為嚴重,股份公司對甲醇裝置進行了停車搶修,經檢查發現以上2臺廢熱鍋爐的大量換熱外管靠近管帽處出現蠕變及鼓包現象。因此,決定對A臺換熱外管進行更換修復,對A臺換熱外管進行整體更換,我公司從材料采購到管束的更換均嚴格按設計圖紙和技術協議進行,最終完全達到技術要求。文中對該設備的主要技術和制造修復工藝作簡單介紹。
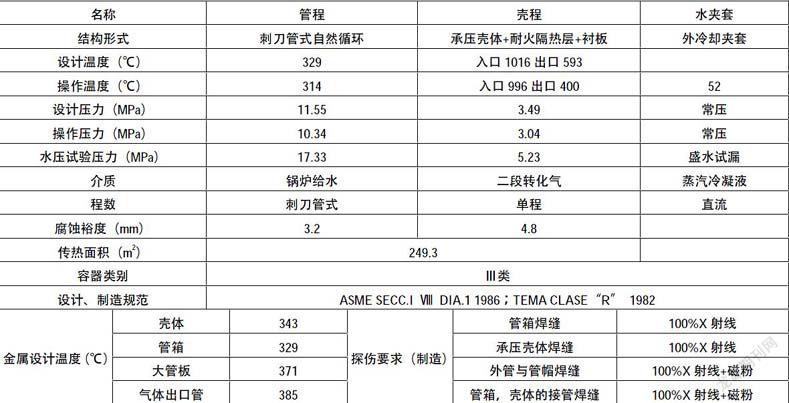
二、設備技術特性表
主要零部件材質及規格,設備結構如圖1所示。
注:新購外管為15CrMoG(GB5310-2008)材料。
三、修復更換程序及技術要求
1.拆卸
(1)拆除殼體法蘭螺栓,取下外殼體。
(2)旋下刺刀管鎖緊螺母,刺刀管逐根編號,并記錄其對應的孔位,依次抽出,按排號分組放在專門的架子上,妥善保管以防變形。
(3)作好小管板方位標記,旋下小管板鎖緊螺母,拆卸小管板。
2.宏觀檢查及測量
對設備進行宏觀缺陷檢查和幾何結構尺寸的測量。
3.抽管
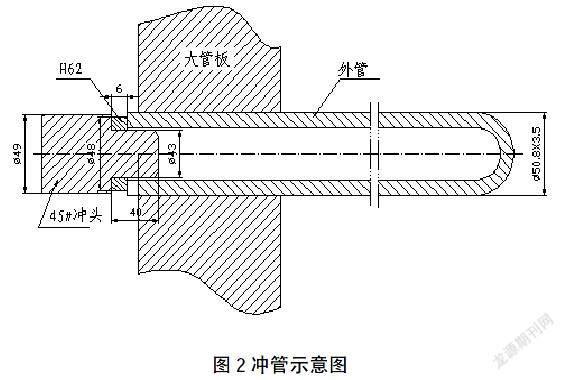
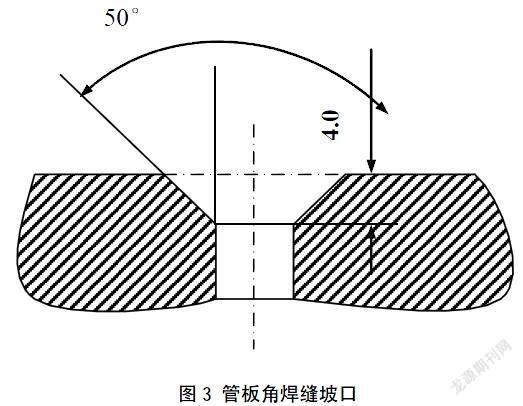
用專用銑鏜工具鏜掉外管與大管板角焊縫,原焊縫金屬部分鏜掉,鏜削時不得傷及管板孔。再用沖頭進行沖管(如圖2所示),將外管從大管板孔內抽出。抽出舊管后按圖3的尺寸要求加工外管與管板角焊縫坡口。
對管板角焊縫坡口及管橋進行宏觀檢查和PT檢測,不得有影響焊接的缺陷存在。
4.新外管預制
新外管(15CrMoG)材料符合GB5310-2017《高壓鍋爐用無縫鋼管》標準要求。新外管經內、外表面打砂和磁粉檢測,磁粉檢測按NB/T47013.4-2015標準,Ⅰ級合格。對新外管進行選點測厚,每根管子上、中、下每個位置選取4點,共12點,壁厚允許偏差符合GB5310-2017《高壓鍋爐用無縫鋼管》標準要求。所有對接焊外管在下料前,應留有一定的余量,以確保外管對接焊后的長度滿足圖紙要求的尺寸。外管推薦下料尺寸:外管1(短)=6086mm,外管2(長)=6696mm。清除兩端毛刺,一端加工焊接坡口。
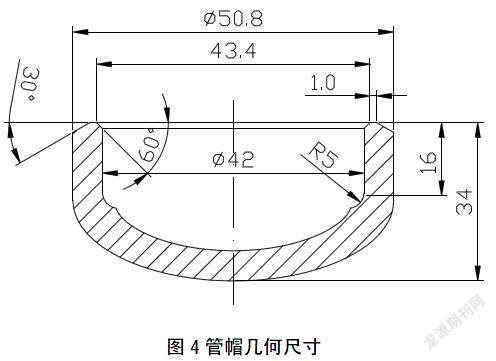
5.新管帽加工
對于15CrMoR材質的新管帽,進行光譜定性試驗。管帽的幾何尺寸應符合圖4要求。管帽須經表面打砂、磁粉檢測,合格后方可使用。
6.外管與管帽焊接
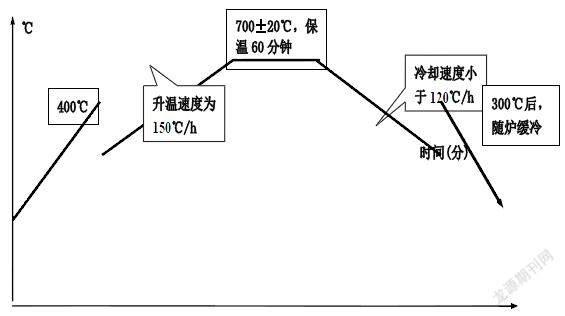
外管按焊接工藝卡要求與管帽組焊,施焊焊工須具備:GTAW-FeⅡ-6G-12/57-Fefs-02/11/12資格。控制對口錯邊量≤0.5mm,焊后進行100% X射線探傷,按NB/T47013.2-2015標準,評定級別AB級,合格級別Ⅰ級。另要求焊縫內表面不得有內凹,焊肉基本與母材齊平,突出部分不得大于1.0mm,對于突出部分大于1.0mm或探傷達不到Ⅰ級的接頭應整口切掉重焊。外管與管帽焊后進行700℃±20℃消除應力熱處理(參見下圖熱處理曲線)。外管插入大管板端焊前需進行退火處理,退火溫度900℃,保溫15分鐘,退火長度不小于400mm。退火后管頭打磨除銹至金屬光澤,打磨長度不小于350mm。
外管與管帽,外管對接焊后除應力處理曲線示意圖
7.穿管
穿管時應保證外管與折流板中心線呈水平,調整外管伸出長度后,施焊點固。
8.外管與大管板焊接及熱處理
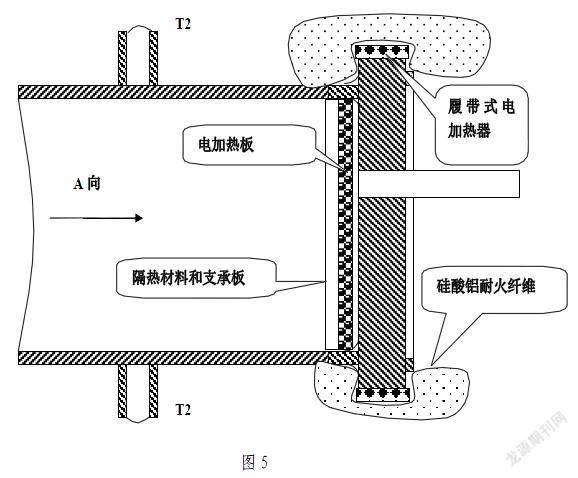
外管與大管板按焊接工藝卡要求焊前應進行預熱、消氫處理、消除應力熱處理。用特制的電加熱工裝(如圖5所示)進行預熱、消氫處理和消除應力熱處理。為保證焊工安全,升溫至預熱溫度后,施焊前應將管箱內部的電加熱板取出,外部斷電停止加溫,當溫度降低,達不到預熱溫度要求時,停止施焊,安裝管箱內部電加熱板,繼續升溫至預熱溫度,斷電后再進行焊接。
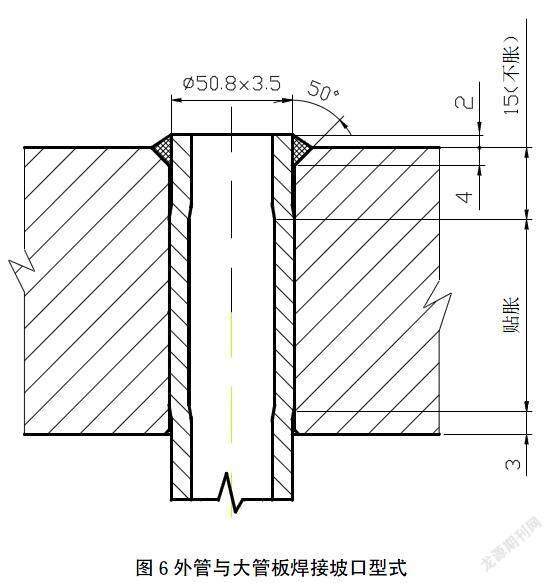
按焊接工藝卡要求對外管與大管板組焊,焊前預熱溫度為120℃~150℃,焊材選用ER55-B2焊絲。坡口型式如圖6所示。施焊焊工須具備:GTAW-FeⅡ-6FG-12/19-FefS-02/11/12資格。
第一道焊接,焊至與大管板平面齊平,焊后立即進行消氫處理,升溫至350℃,保溫2h后冷卻。然后進行焊縫表面宏觀檢查,對疑似缺陷進行補焊修復。第二道焊接,應保證足夠焊腳高度,焊接完成并經宏觀檢查合格后,立即進行670℃±20℃消除應力熱處理(參見熱處理曲線示意圖)。
9.殼程氣密試驗查漏
待設備冷卻后,安裝試壓殼體,殼程充入0.6MPa壓縮空氣進行氣密試驗,檢查外管與大管板角焊縫泄漏情況。
10.脹管
按圖6脹管示意圖尺寸要求,外管與大管板采用液壓脹接。脹管完成以后,對全部外管與大管板角焊縫進行100% PT檢測,按NB/T47013.5-2015標準,Ⅰ級合格。
11.殼程水壓試驗試驗壓力5.23MPa。
12.殼程氨滲漏試驗
水壓試驗完成后,進行殼程氨滲漏試驗檢測,按HG/T 20584-2011標準附錄A《壓力容器氨滲漏試驗方法》中的B法進行,試驗壓力0.3 MPa,氨氣濃度20%,保壓時間12小時,檢查大管板與外管角焊縫有無泄漏。試驗完成后用氮氣進行置換,最后用大量清水稀釋、清洗殼程,并吹干。
13.管程水壓試驗
設備管程以17.33MPa壓力進行水壓試驗,試驗按GB150-2011第4部分第11條執行,試驗合格后將水排盡,及時用空氣將外套管和管箱吹干。
14.回裝
(1)設備修復合格后,管箱、刺刀管、外管用氮氣進行吹掃,確保外管內無銹塊、焊渣等雜物。刺刀管回裝前,應保證管箱已吹掃干凈,外管內壁和刺刀管內外壁已清洗合格。
(2)按原小管板與大管板的對應方位組裝小管板,小管板和大管板保持平行,管孔同心。
(3)更換刺刀管銅墊片,按編號與管孔號一一對應的要求回裝刺刀管,并將刺刀管原位置偏轉15°安裝,旋緊刺刀管鎖緊螺母。
(4)用特制測量桿逐根測量、調整刺刀管端部與外管管帽底間隙,保證達到39mm~43mm之間,間隙分布均勻,并作好記錄。
(5)回裝外殼體,進行充氮保護。
四、設備運行情況
該設備換熱外管經過更換后,在周期內運行情況良好,達到了預期目的。
參考文獻:
[1]《壓力容器》GB/150-2011.
[2]《換熱器》GB/151-2014.
[3]美國ASME《鍋爐及壓力容器規范》、《化肥設備檢修規程》.
