鋼結(jié)構(gòu)工程焊接質(zhì)量控制要點(diǎn)
2019-09-16 06:26:48李新
魅力中國(guó) 2019年33期
李新
(身份證號(hào):2113811986****3415)
鋼結(jié)構(gòu)工程具有施工速度快、抗震環(huán)保等特點(diǎn),近年來(lái)其應(yīng)用發(fā)展迅速。鋼結(jié)構(gòu)工程質(zhì)量控制主要體現(xiàn)在焊接質(zhì)量控制上。鋼結(jié)構(gòu)工程焊接質(zhì)量控制主要體現(xiàn)在焊接變形、焊后應(yīng)力處理、焊接接頭、角焊縫、焊接質(zhì)量檢驗(yàn)、焊接缺陷修復(fù)質(zhì)量控制等方面。
一、焊接變形控制要點(diǎn)
焊接變形的主要原因是人為因素和非人為因素。人為因素是指構(gòu)件本身焊接前焊縫排列不均勻,導(dǎo)致收縮不均勻,最終變形。焊接溫度、焊接速度的不一致和搭接方式的不合理會(huì)引起應(yīng)力集中和變形。非人為因素是導(dǎo)致焊接工作本身或操作人員無(wú)法控制的原因,包括溫度。在溫度的影響下,工件受熱不均也會(huì)引起變形。為防止焊接變形,對(duì)于人為因素,可以通過(guò)檢查等環(huán)節(jié)加以避免。焊接過(guò)程中,焊接人員應(yīng)嚴(yán)格遵守相應(yīng)的國(guó)家焊接規(guī)范和標(biāo)準(zhǔn),定期組織專人對(duì)加工后的工件進(jìn)行檢查,核對(duì)工件的相關(guān)參數(shù),檢查工件的擺放位置、焊接平臺(tái)的施工是否合理。對(duì)于非人為因素,有一些無(wú)法控制的因素。焊接人員在特殊情況下應(yīng)采取特殊處理的態(tài)度,根據(jù)焊接部件的特點(diǎn)選擇合適的焊接工藝,盡量避免非人為因素造成的變形。最后,在焊接過(guò)程中,要注意工件的參數(shù)是否符合設(shè)計(jì)標(biāo)準(zhǔn)和設(shè)計(jì)目的。
(一)采用零件變形和收縮最小的焊接工藝和焊接順序。
(二)焊接構(gòu)件時(shí),控制收縮變形的有效方法是預(yù)留焊接或預(yù)置反變形法,其中收縮裕度和反變形值可通過(guò)計(jì)算或試驗(yàn)確定。
(三)裝配和焊接部件時(shí),應(yīng)按接頭收縮由大到小的順序進(jìn)行焊接,以保證接頭受約束較小。
二、焊后應(yīng)力消除控制要點(diǎn)
對(duì)于焊接結(jié)構(gòu)來(lái)說(shuō),殘余應(yīng)力也會(huì)直接影響焊縫斷裂性能。焊縫的殘余應(yīng)力包括橫向殘余應(yīng)力和縱向殘余應(yīng)力。由于構(gòu)件在焊接前后加熱過(guò)程中鋼結(jié)構(gòu)受熱不均勻膨脹產(chǎn)生縱向殘余應(yīng)力等造成較大收縮變形導(dǎo)致產(chǎn)生橫向殘余應(yīng)力。具體措施如下:
(一)當(dāng)施工要求消除焊接后的應(yīng)力時(shí),首先確定對(duì)接接頭受拉應(yīng)力的部位,或焊縫相對(duì)密集的接頭或構(gòu)件部位(通常可通過(guò)疲勞檢查的方法確定)。然后采用局部退火和全局退火的方法消除應(yīng)力。局部退火一般采用電加熱器,而全局退火多采用加熱爐。振動(dòng)法只能在結(jié)構(gòu)尺寸穩(wěn)定的情況下使用。
(二)1.加熱設(shè)備配有自動(dòng)溫控儀。該加熱設(shè)備的加熱、測(cè)溫、控溫性能滿足運(yùn)行要求。2.每一焊縫側(cè)面受熱的構(gòu)件應(yīng)采取保溫措施。采用振動(dòng)法消除應(yīng)力時(shí),老化工藝參數(shù)和技術(shù)要求的選擇應(yīng)符合現(xiàn)行行業(yè)標(biāo)準(zhǔn)JB/ t10375-2002的有關(guān)規(guī)定錘擊法是消除中間層應(yīng)力的常用方法。采用這種方法時(shí),應(yīng)使用圓頭手錘或小振動(dòng)工具,錘擊過(guò)程應(yīng)避免焊接坡口邊緣的根部焊縫、覆蓋焊縫或基材。
三、焊接接頭質(zhì)量控制要點(diǎn)
(一)V形接頭、十字接頭、角接頭等類型的接頭應(yīng)采用對(duì)接接頭和角接頭組合焊,并充分焊透。腳加強(qiáng)角焊縫時(shí),尺寸≥t/4。當(dāng)?shù)踯嚵夯蝾愃茦?gòu)件設(shè)計(jì)有疲勞校核要求時(shí),焊接腳腹板與上法蘭的焊縫尺寸應(yīng)滿足t/2且≤10mm。腳的尺寸偏差應(yīng)保持在(0 ~ 4)毫米。
(二)全熔透坡口焊的縫對(duì)接接頭焊縫余高允許范圍(表)。表 焊縫余高允許范圍
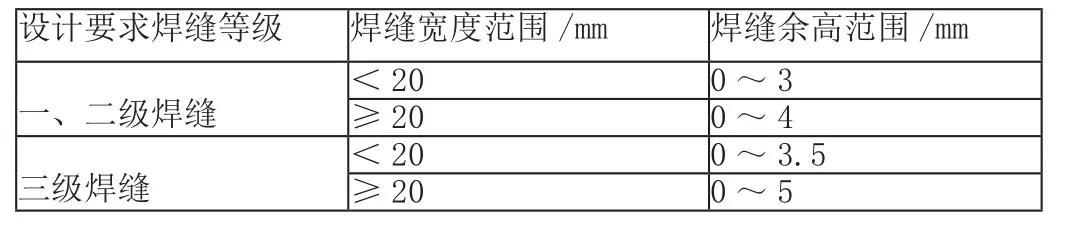
設(shè)計(jì)要求焊縫等級(jí)焊縫寬度范圍/mm焊縫余高范圍/mm一、二級(jí)焊縫<20 0~3≥20 0~4三級(jí)焊縫<20 0~3.5≥20 0~5
(三)全熔深雙面坡口焊縫形式,坡口深度可不等厚度,但坡口深度在淺部接頭厚度 。
(四)部分焊透的焊接形式應(yīng)保證有效焊縫厚度滿足設(shè)計(jì)文件的要求。當(dāng)接頭形式為t型接頭且≥4/1角接頭時(shí),組合焊縫(由部分熔深坡口焊縫和角焊縫組成)的強(qiáng)化角焊縫足部尺寸應(yīng)飽滿:接頭中最厚的薄板,且≤10mm。
四、角焊縫接頭質(zhì)量控制要點(diǎn)
(一)確保緊密配合,角焊縫根部間隙≤2mm;根部間隙為>2mm時(shí),角焊縫腳尺寸相應(yīng)增大,≤5mm。
(二)構(gòu)件含有角焊縫端時(shí),角焊縫端應(yīng)采用連續(xù)角焊縫,并保證起弧點(diǎn)與滅弧點(diǎn)與焊縫端> 10mm的距離;角焊縫的末端不提供連續(xù)焊縫,用于引弧和拉深板。
(三)角焊縫不連續(xù)時(shí),各焊接段的最小長(zhǎng)度≥40mm,保持焊接段間距。
五、焊接質(zhì)量檢驗(yàn)控制要點(diǎn)
(一)焊縫尺寸偏差、外觀質(zhì)量和內(nèi)部質(zhì)量按現(xiàn)行國(guó)家標(biāo)準(zhǔn)的有關(guān)規(guī)定進(jìn)行檢驗(yàn)。
(二)通過(guò)彎曲試驗(yàn),對(duì)焊接后的螺栓進(jìn)行性能抽查。方法是將螺栓彎曲30°,觀察焊接和熱影響區(qū)無(wú)裂紋。
六、焊接缺陷返修質(zhì)量控制要點(diǎn)
(一)如果焊縫金屬或基材的缺陷超過(guò)標(biāo)準(zhǔn),可以通過(guò)砂輪、碳弧氣體產(chǎn)生、鏟鑿或機(jī)械等方法徹底消除。如有必要,對(duì)焊接引起的缺陷進(jìn)行修復(fù),并在修復(fù)前對(duì)表面進(jìn)行清理。
(二)焊縫缺陷返修技術(shù)要點(diǎn):
1.缺陷類型為焊縫焊瘤、凸起或余高過(guò)大,將過(guò)量的焊縫金屬清除,常用方法為砂輪或碳弧氣刨。
2.缺陷類型有焊縫凹陷、電弧坑、咬邊或焊縫尺寸不足等,應(yīng)進(jìn)行修復(fù)焊接。
3.缺陷類型有焊縫灌注、焊縫孔隙度、夾渣等,應(yīng)先清除缺陷,再修復(fù)。
4.磁粉、滲透或其他無(wú)損檢測(cè)方法常用于確定的范圍和深度裂紋在焊縫或基材,然后選擇一段完整的焊縫或基材,并使用砂輪或碳弧氣刨方法清洗區(qū)間的兩端,完整切除后,可進(jìn)行焊接。如果裂紋行存在于焊接接頭和約束程度相對(duì)較大,因此,裂縫兩端應(yīng)停在鉆孔的裂縫,然后去掉了碳弧氣體的產(chǎn)生裂紋,裂紋修復(fù)是上述步驟完成后進(jìn)行。在修復(fù)過(guò)程中,首先要調(diào)查分析裂紋產(chǎn)生的原因,根據(jù)分析結(jié)果制定修復(fù)工藝方案,并監(jiān)督方案的實(shí)施。
在相同條件下,焊接缺陷修復(fù)時(shí)預(yù)熱溫度應(yīng)高于正常焊接溫度(30 ~50℃),焊接方法應(yīng)與氫材料及相應(yīng)的焊接方法一樣低。
焊縫缺陷的修復(fù)應(yīng)在焊接完成前不間斷進(jìn)行。如果焊接必須中斷,未焊完的零件應(yīng)采取有效的后加熱和保溫措施。
七、結(jié)語(yǔ)
焊接接頭以其一系列優(yōu)異的性能在鋼結(jié)構(gòu)建筑接頭中得到了廣泛的應(yīng)用。焊接中也存在一些問(wèn)題,如接頭的脆性斷裂、焊接變形和殘余應(yīng)力等。隨著對(duì)鋼結(jié)構(gòu)建筑整體性能要求的日益嚴(yán)格和焊接技術(shù)的不斷進(jìn)步,相信會(huì)有更多創(chuàng)新的焊接方法被開(kāi)發(fā)和廣泛應(yīng)用。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2023年3期)2023-03-21 00:44:54
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:08:18
保健醫(yī)苑(2022年5期)2022-06-10 07:47:26
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
學(xué)校教育研究(2020年13期)2020-07-07 09:31:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
