工具形狀及工藝過程對攪拌摩擦增材成形及缺陷的影響
2019-09-19 08:39:38趙梓鈞楊新岐李勝利李冬曉
材料工程 2019年9期
關鍵詞:界面
趙梓鈞,楊新岐,李勝利,李冬曉
(1 天津大學 材料科學與工程學院,天津 300354;2 北京衛星制造廠,北京 100080)
增材制造(additive manufacturing,AM)作為一種先進的智能制造技術,已經在航空航天、國防建設、交通運輸、生物醫學等領域得到了廣泛應用。目前備受關注的金屬增材制造技術主要包括基于熔焊原理的激光束熔化(laser beam melting,LBM)、電子束熔化(electron beam melting,EBM)和激光金屬沉積(laser metal deposition,LMD)技術及超聲波增材制造(ultrasonic additive manufacturing,UAM)固相增材制造技術等[1-2]。但是,增材制造技術仍存在以下局限性:(1)基于熔焊的增材制造技術由于存在熔化與凝固過程,尤其對于鋁合金、鎂合金等輕質合金,增材中很難消除局部冶金缺陷和組織非均勻性的影響;(2)超聲固相增材中很難消除界面與非界面處組織的明顯差異導致的內部性能不均勻性[3-6]。因此,探究能夠克服上述局限性缺陷且進一步提高金屬增材產品結構性能的增材制造方法具有重要意義。
攪拌摩擦增材制造(friction stir additive manufa-cturing,FSAM)作為一種新型的綠色固相增材制造方法,因其產品具有無凝固缺陷、性能均勻、變形小、殘余應力低等特點,在增材制造高結構性能的輕質合金部件方面具有獨特的優勢。目前,攪拌摩擦增材制造尚處于起步階段。Palanivel等發現,攪拌摩擦增材制造WE43鎂合金和5083鋁合金的力學性能均優于其母材,認為攪拌摩擦增材制造具有解決增材結構性能問題的巨大潛力[7]。同時對攪拌摩擦增材制造WE43鎂合金的組織進行了詳細研究,結果表明,增材組織復雜,且熱輸入是影響組織演變的重要因素[8]。Mao等[9]發現,攪拌摩擦增材制造7075鋁合金中,鉤狀缺陷與材料流動有密切關系,增材拉伸強度高于母材。何斌等[10]指出,搭接量對攪拌摩擦增材制造LY12鋁合金的界面遷移量及有效焊核區尺寸有重要影響。王忻凱等[11]認為,焊接速度是影響單層攪拌摩擦增材制造5A03-H鋁合金增材區尺寸及界面遷移量的重要因素,且在多道增材中,合適的增材間距以及逆向增材均可有效抑制遷移界面。
攪拌摩擦增材制造是基于攪拌摩擦搭接焊技術,通過材料層層疊加構造實體的一種增材制造方法。攪拌摩擦增材制造過程中,攪拌針摩擦側表面與增材疊層界面相垂直,攪拌工具形狀是影響疊層界面成形與連接的關鍵因素。并且攪拌摩擦增材中只有焊核區真正意義上實現了增材制造,若增材工藝不當,容易導致焊核區出現鉤狀缺陷和弱連接等界面缺陷。然而以往研究中使用的攪拌針形狀均為傳統錐狀或柱狀,且沒有對界面缺陷的成因及消除方式進行深入分析。因此,需要通過設計合適形狀的攪拌工具及工藝優化來保證鉤狀缺陷不會伸入焊核區,且焊核區中弱連接缺陷得到消除。
本工作設計了5種攪拌工具形狀,重點探討了攪拌工具形狀及工藝過程對鋁鋰合金攪拌摩擦增材成形和界面缺陷的影響規律,并進行了增材工藝優化,為進一步研究攪拌摩擦增材制造過程提供實驗依據。
1 實驗材料及原理
本次實驗中主要進行單層和四層攪拌摩擦增材工藝實驗,為多層攪拌摩擦增材制造提供實驗依據。單道及雙道單層攪拌摩擦增材實驗及四層增材實驗原理圖如圖1所示,雙道單層焊核區兩側均為前進側的對稱焊縫形態,四層增材采用前進側與后退側交替疊加方式進行增材焊接。選用320mm×30mm×2mm尺寸的2195-T8鋁鋰合金作為增材板條,進行單道及雙道單層攪拌摩擦增材工藝實驗,為更好地觀察單層增材中界面材料流動混合特征及界面形貌,底板材料選用尺寸為320mm×105mm×5mm的6061-T6鋁合金。在四層增材實驗中,增材板條材料及尺寸與單層增材工藝實驗一致,并同樣采用2195-T8鋁鋰合金作為底板材料,其底板尺寸為320mm×105mm×4mm。2195-T8鋁鋰合金和6061-T6鋁合金的化學成分如表1,2所示。攪拌工具旋轉速率為800r/min,焊接速率為100mm/min。

圖1 攪拌摩擦增材實驗示意圖(a)單道單層;(b)雙道單層;(c)四層Fig.1 Schematic diagrams of friction stir additive experiment(a)single pass and one layer;(b)double passes and one layer;(c)four layers

表1 2195-T8鋁鋰合金的化學成分(質量分數/%)Table 1 Chemical compositions of 2195-T8 Al-Li alloy(mass fraction/%)

表2 6061-T6鋁合金的化學成分(質量分數/%)Table 2 Chemical compositions of 6061-T6 Al alloy(mass fraction/%)
為研究攪拌工具形狀對焊核區材料流動及界面缺陷的影響,設計了5種不同形狀的無螺紋攪拌工具,并進行了單道單層增材實驗,工具具體形狀見表3,實驗過程如圖1(a)所示。T1工具的攪拌針為偏心圓柱狀(TrivexTM),Colegrove等[12]發現在該形狀攪拌針下,焊縫成形良好且搭接焊過程中焊接方向的頂壓力較小;T2工具的攪拌針為三角平面圓臺狀,該形狀為攪拌摩擦對接焊中常用的攪拌針形狀,設計該形狀主要為了驗證對接焊工具是否能用于增材過程;T3工具的攪拌針為三凹圓弧槽柱狀;T4工具的攪拌針與T3相似,為三凹圓弧槽反圓臺狀,該形狀是根據外開螺紋攪拌針(Flared-TrifluteTM)設計的,王大勇等[13]和Thomas等[14]指出,使用該形狀工具可提高焊接速率,減小焊接壓力,且該工具下焊核區尺寸增加,材料混合程度提高,界面氧化物碎化明顯;T5工具的攪拌針為圓柱狀,主要用于對比實驗。5種工具中軸肩均為凹透鏡狀,其直徑均為18mm。攪拌針直徑和高度分別為8mm和3mm,目的是使攪拌針穿透2mm厚的增材板條,并且深入底板1mm,從而形成增材。
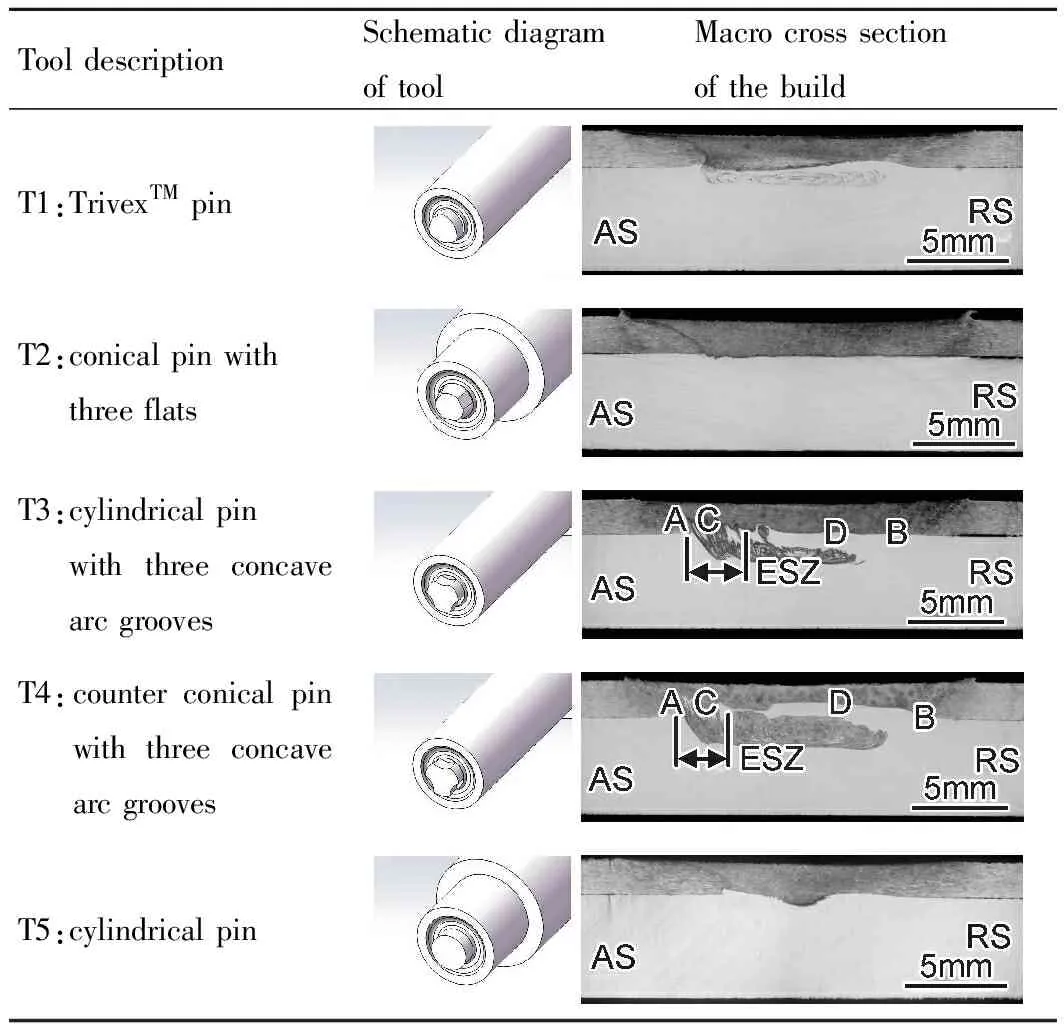
表3 工具形狀及其作用下的單層增材宏觀形貌Table 3 Tool shapes and macro cross sections of the one-layer builds manufactured by these tools
增材工藝優化實驗中,采用來回雙道焊接工藝進行單層增材,即第二道增材與第一道增材位置重合,焊接方向相反,如圖1(b)所示,主要為了避免焊核區兩側鉤狀缺陷伸入焊核區;采用相鄰兩層焊接方向相反的增材工藝進行四層增材,如圖1(c)所示,主要為了獲得與來回雙道增材類似的效果。
沿垂直于焊接方向進行線切割取樣、研磨、拋光,并用Keller試劑(95mL H2O+2.5mL HNO3+1.5mL HCl+1mL HF)進行腐蝕處理。采用GX51光學顯微鏡對試樣進行觀察,比較分析不同增材工藝下界面缺陷分布情況。為了對增材力學性能均勻性進行評價,采用HVS-1000硬度計進行硬度測試,載荷為4.9N,加載時間為15s。
2 結果及分析
2.1 單道單層攪拌摩擦增材宏觀形貌
5種攪拌工具下單道單層增材的宏觀形貌見表3。由于增材板條和底板材料不同,因此,可以清楚地觀察到5種攪拌工具下的增材界面。與T2,T5工具下的增材相比,T1,T3和T4工具下的增材中,底板焊核區處有明顯類似于洋蔥環的渦旋狀材料流動特征,且由于攪拌工具軸肩、攪拌針、焊核兩邊母材和底板共同形成的擠壓模作用,后退側(retreating side,RS)底板材料被擠入上板焊核區中。
圖2為5種攪拌工具下增材焊核區前進側(advancing side,AS)成形照片。由圖2(a),(c),(d)可見,在T1,T3和T4工具作用下,上板焊核區前進側材料被卷入底板中,且在T3,T4工具作用下,被卷入材料量較多,增材前進側形成了明顯的有效剪切區(effective shear zone,ESZ);由圖2(b)可見上板焊核區前進側材料有被卷入底板的趨勢,但無界面上下材料混合特征;T5工具下的上板焊核區前進側材料無卷入底板的趨勢。
由此可見T1,T3和T4工具可促進增材界面上下材料垂直流動,尤其T3和T4工具的作用更加明顯。這是由于T1,T3和T4工具具有特殊幾何形狀,一方面,加大了攪拌工具與材料的接觸面積,加劇了摩擦產熱,提高了材料流動性;另一方面,攪拌工具的特殊幾何形狀更容易促進材料流動。
通過以上分析可知:用于對接焊的三角平面圓臺狀攪拌針(T2)和圓柱狀攪拌針(T5)并不適用于攪拌摩擦增材制造;而用于搭接焊的偏心圓柱狀攪拌針(T1)和三凹圓弧槽狀攪拌針(T3,T4)能夠促進界面材料垂直混合,從而形成有效連接。
2.2 單道單層攪拌摩擦增材界面缺陷
由T3和T4工具下的增材宏觀形貌可見, A,B,C,D 4個區域分別為前進側熱機影響區界面、后退側熱機影響區界面、有效剪切區界面和未發生明顯變形的界面。圖3和圖4分別為T3和T4工具下單道單層增材界面缺陷分布情況。
鉤狀缺陷實質上是未連接界面。若鉤狀缺陷伸入增材焊核區,勢必會對增材界面的連接強度造成不利影響。圖3(a)和圖4(a)分別為T3,T4工具下增材A區放大圖,可見這兩種工具下的增材前進側鉤狀缺陷均沒有伸入焊核區,而是向焊核區外側彎曲;圖3(b)和圖4(b)分別為T3,T4工具下增材B區放大圖,可見兩種工具下的增材后退側鉤狀缺陷均保持伸入焊核區的方向,并且T3工具下的增材后退側鉤狀缺陷稍微伸入焊核區,而T4工具下的增材后退側鉤狀缺陷止于熱機影響區。
分析認為,前進側和后退側界面材料均存在兩種流動方式:順著攪拌針旋轉方向的流動和沿著攪拌針垂直方向先向下后向上的流動[15],如圖5所示。前進側材料相對流動方向與攪拌針旋轉方向相反,前進側材料在攪拌針的作用下被“拉”至后退側,垂直流動阻力較小,垂直流動特征明顯,界面處底板材料沿著過渡區向上板流動(圖5中F2),導致前進側原始界面向外彎曲;后退側材料相對流動方向與攪拌針旋轉方向相同,后退側材料在攪拌針作用下被“推”至前進側,材料流動受到較大阻力,垂直流動特征不明顯,界面上下材料沿攪拌針旋轉方向平移至焊核區中,導致原始未連接界面發生稍許變形,形成鉤狀缺陷,但仍保持原始方向。

圖3 T3工具下增材的缺陷分布(a)A區;(b)B區;(c),(d)C區;(e)D區Fig.3 Defects distribution in the build manufactured by T3 tool(a)region A;(b)region B;(c),(d)region C;(e)region D

圖4 T4工具下增材的缺陷分布(a)A區;(b)B區;(c),(d)C區;(e)D區Fig.4 Defects distribution in the build manufactured by T4 tool(a)region A;(b)region B;(c),(d)region C;(e)region D
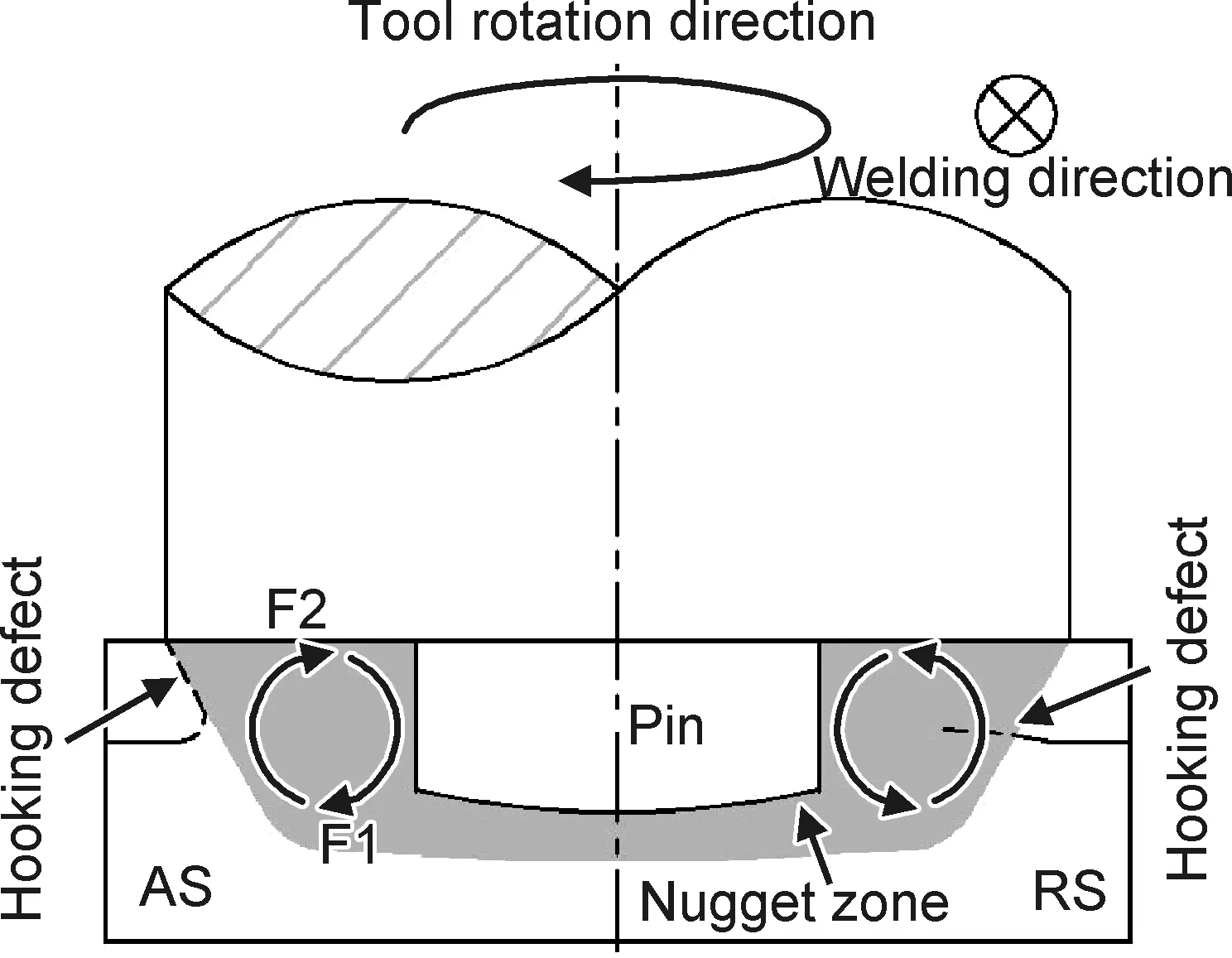
圖5 增材塑化材料流動示意圖Fig.5 Schematic diagram of metal flow in builds
圖3(c)和圖4(c)分別為T3,T4工具下的增材有效剪切區界面(C區)放大圖,可見均存在波浪狀曲線。將該區域再放大,如圖3(d)和圖4(d)所示,可見均發生了致密無缺陷的冶金連接。分析認為,前進側材料有明顯的垂直流動特征,界面處上板材料被卷入底板中(圖5中F1),與底板材料剪切混合,形成有效剪切區,又因為上下板材料和金相腐蝕程度不同,從而顯示波浪狀曲線。
圖3(e)和圖4(e)分別為T3,T4工具下的增材D區放大圖,該區域也為弱連接缺陷區域,分析認為,該區域為后退側鉤狀缺陷向焊核區的延伸,由于該區域受到攪拌工具的擠壓和攪拌作用,界面處氧化物無法完全打碎,導致該區域界面發生部分冶金連接,形成弱連接缺陷。與波浪狀曲線相比,該區域將對增材力學性能產生明顯影響。
通過比較圖3(e)和圖4(e)可以發現,T3工具下的增材弱連接缺陷顏色更深,并且還有微裂紋的存在。這是因為T3工具作用下,界面氧化物碎化程度更小,界面無法發生有效連接,上下板材塑性流動差異較大,從而產生微裂紋。
綜上所述,T3和T4工具下的單道單層增材界面缺陷分布相似,前進側具有良好的界面上下材料混合特征,而后退側鉤狀缺陷均有伸入焊核區趨勢。因此,需要進一步的工藝優化來避免后退側鉤狀缺陷伸入焊核區中。
2.3 焊接方式對單層增材成形的影響
為避免兩側鉤狀缺陷伸入焊核區,實驗采用來回雙道焊接工藝進行單層增材,以獲得兩側均為前進側的對稱焊縫成形。
圖6為T3工具下來回雙道單層增材成形照片,可見來回雙道焊接工藝可以得到對稱成形的增材。相比于單道單層增材,雙道單層增材中左右兩側均存在有效剪切區,如圖6(a)所示,因此被卷入底板母材的上板材料更多。圖6(b),(c)分別為宏觀截面中A區和B區(左右兩側熱機影響區)照片,可見左右兩側熱機影響區界面處的鉤狀缺陷均沒有伸入焊核區,而是向焊核區外側彎曲。這是由于,第一道增材與第二道增材焊接方向相反,第一道增材中原來的前進側和后退側在第二道增材中變為后退側和前進側,從而導致上述對稱增材成形。相比于單道焊接工藝,來回雙道焊接工藝能夠有效避免鉤狀缺陷伸入焊核區,得到成形更好的增材。
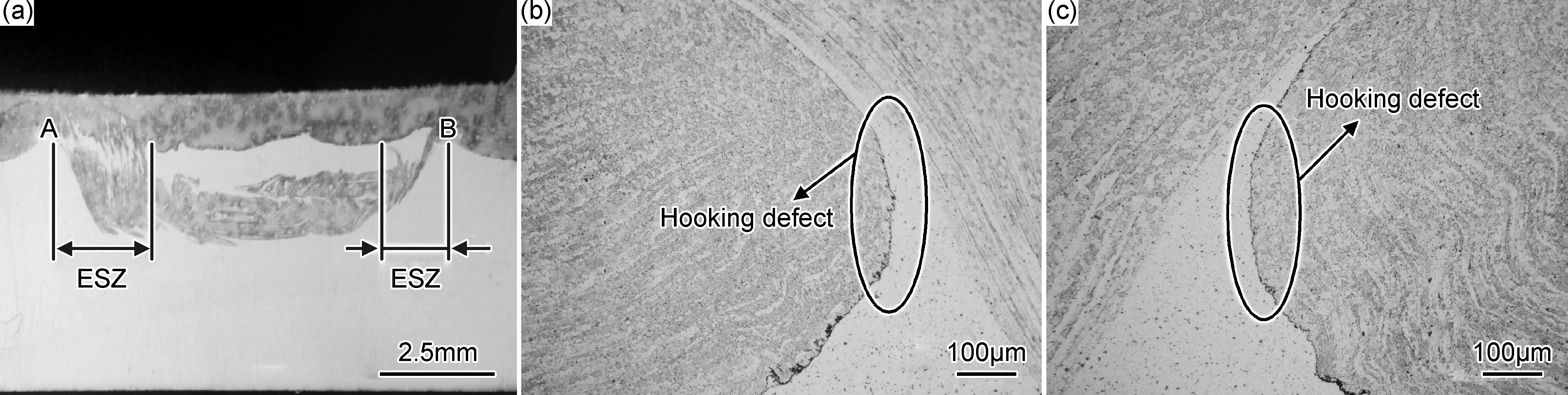
圖6 雙道增材成形 (a)增材宏觀形貌;(b)A區;(c)B區Fig.6 Formation of the double passes welding build (a)macro cross section morphology of the build;(b)region A;(c)region B
2.4 四層增材及界面缺陷
在四層增材實驗中沒有采用來回雙道焊接工藝,而是相鄰兩層增材的焊接方向相反,主要為了達到和雙道增材類似的效果。
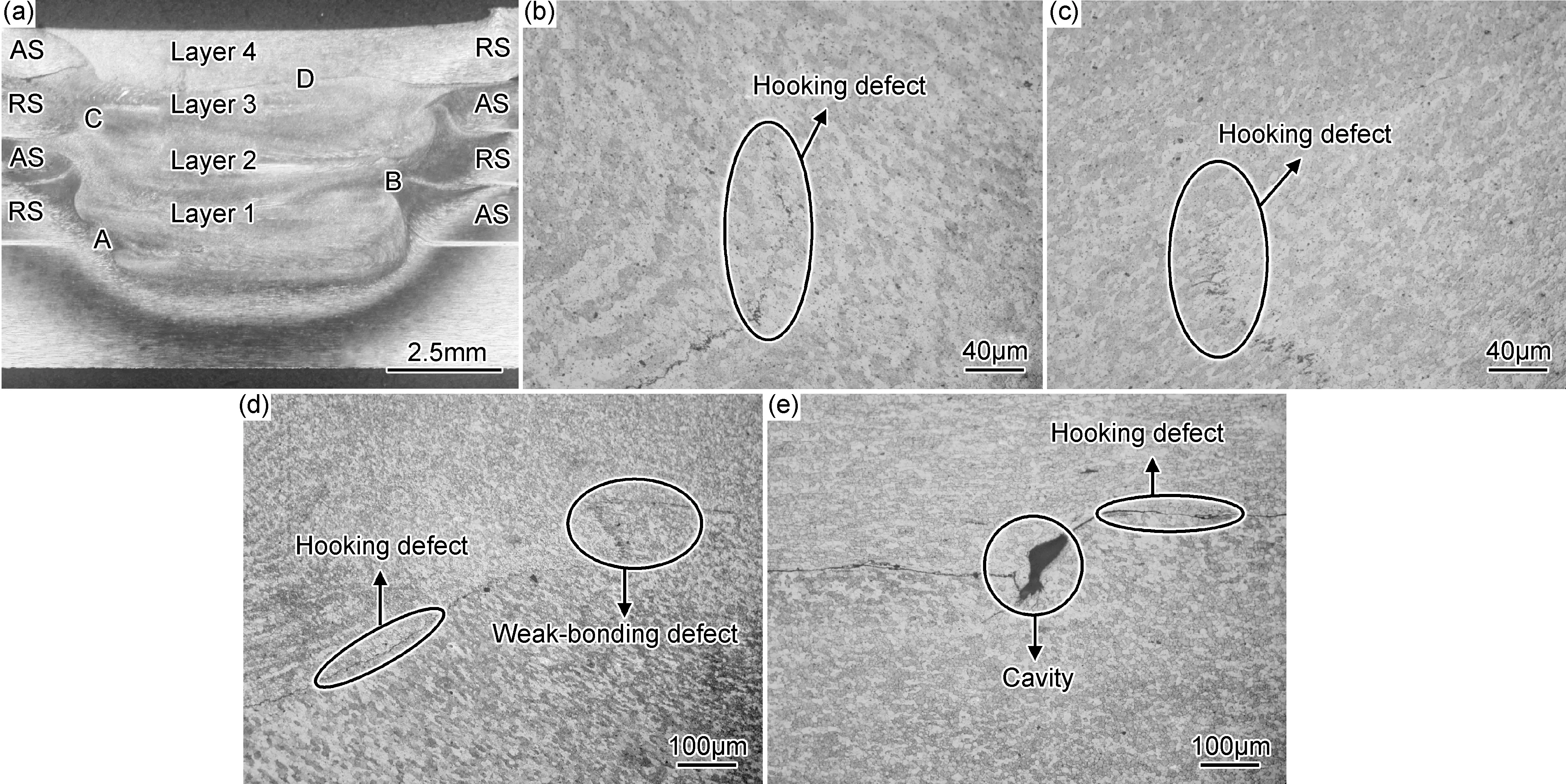
圖7 四層增材成形(a)增材宏觀形貌;(b)A區;(c)B區;(d)C區;(e)D區Fig.7 Formation of the four-layer build(a)macro cross section morphology of the build;(b)region A;(c)region B;(d)region C;(e)region D
圖7為T4工具下四層增材成形照片。圖7(a)為四層增材宏觀形貌,可見四層增材焊核區組織較為均勻。圖7(b)~(e)為增材中A,B,C,D的4個區域,即每一層增材后退側熱機影響區。可見隨著層數降低,弱連接缺陷逐漸得到改善。分析認為,在四層增材過程中,除了第四層增材,其他增材均受到了兩次或兩次以上攪拌工具的擠壓作用和熱循環的影響,在材料發生軟化和受到多次擠壓的過程中,界面會發生良好的冶金連接,并且越接近底板的界面發生冶金連接的效果越好,弱連接缺陷改善程度越大。
從圖7(b)~(e)還可以看出,越靠近底板的增材,其后退側鉤狀缺陷越模糊,且向焊核區外側彎曲變形的程度越大,在第四層增材中后退側鉤狀缺陷伸入焊核區,其末端還存在孔洞缺陷。分析認為,除了第四層增材,其他增材都類似于來回雙道增材,后退側鉤狀缺陷均會發生彎曲變形,且攪拌工具擠壓次數的減少和材料軟化程度的降低導致了增材層數變大,后退側鉤狀缺陷越明顯,變形程度越小;第四層增材為單道增材,只經歷一次攪拌工具的擠壓作用,后退側鉤狀缺陷仍保持伸入焊核區的方向,且前三層增材的表面凹陷程度隨增材層數的增大而增加,導致前三層增材表面與第四層增材板條的間隔較大,因此第四層增材后退側鉤狀缺陷伸入焊核區;單道增材中弱連接缺陷起源于后退側鉤狀缺陷,在弱連接起源處,鉤狀缺陷一側界面沒有發生冶金連接,而弱連接缺陷一側的界面實現了部分冶金連接,這種界面的差異導致后退側鉤狀缺陷末端形成孔洞缺陷。
綜上所述,在四層增材中,除了頂層增材,其他增材的缺陷均有所改善,且層數越大,缺陷改善程度越低;頂層增材中,后退側鉤狀缺陷易伸入焊核區中,且弱連接缺陷明顯,可以考慮采用來回雙道焊接工藝對頂層增材進行進一步工藝優化。
2.5 攪拌摩擦增材硬度分析
為了對攪拌摩擦增材焊核區進行性能評價,對不同工藝下的增材進行了硬度分析,如圖8所示。圖8(a)為T1,T3,T4工具下單道單層攪拌摩擦增材的硬度分布曲線,其中增材宏觀形貌圖(以T3工具下單道單層增材為例)說明了硬度測試位置。可見2195-T8鋁鋰合金母材硬度較高,達到170HV;三種工具下增材熱影響區硬度急劇下降并達到最低;熱機影響區中硬度略有回升;焊核區硬度分布均勻,因此該區域性能均勻,其平均硬度值分別為110.78,114.36,114.53HV,與母材相比,分別降低了34.8%,32.7%,32.6%。分析認為,2195-T8鋁鋰合金為時效強化合金,在熱影響區中組織僅受到增材過程中熱循環作用,處于過時效狀態,晶粒長大,強化相粗化,并有部分強化相溶于基體,硬度急劇下降;熱機影響區中,組織不僅受到熱循環作用,還受到攪拌針的機械力作用,從而發生塑性變形,具有較高密度的位錯,并且在靠近焊核區的區域還發生了部分動態再結晶,導致熱機影響區硬度有所回升;焊核區中幾乎所有第二相都固溶于基體,增材后快冷促使該區域發生自然時效,并且原始晶粒在攪拌針的直接作用下發生動態再結晶,形成細小均勻的等軸晶,因此相比于熱機影響區,焊核區硬度進一步提高,且分布均勻。
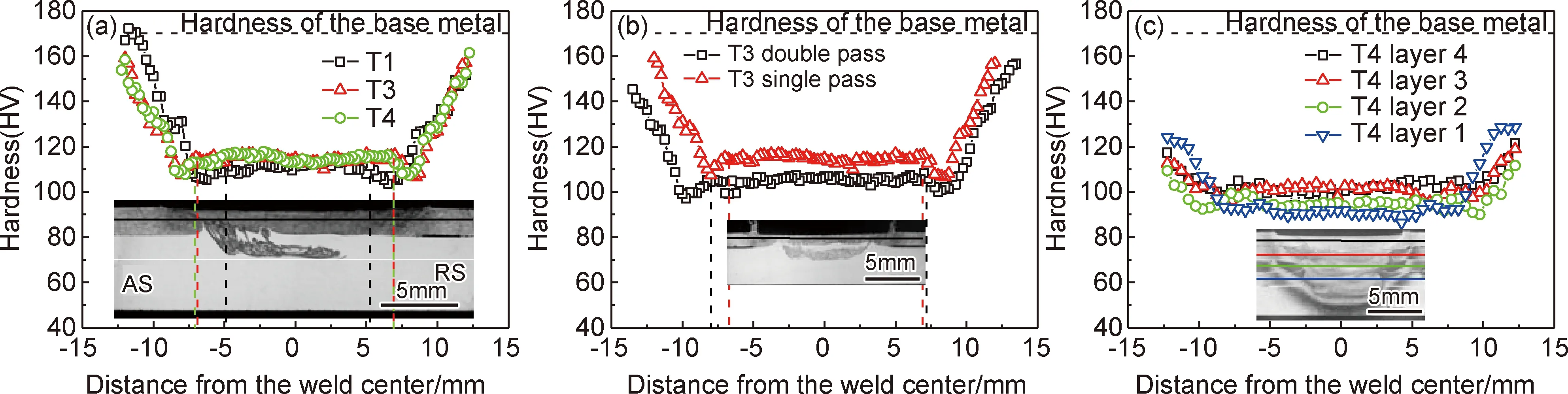
圖8 攪拌摩擦增材的硬度分布(a)不同工具下增材;(b)單、雙道增材;(c)四層增材Fig.8 Hardness distributions of the friction stir additive manufactured builds(a)builds with different tools;(b)single and double pass builds;(c)four-layer build
圖8(a)中,黑色虛線間距、紅色虛線間距和綠色虛線間距分別為T1,T3,T4工具下增材焊核區尺寸。T3和T4工具下增材焊核區尺寸差別很小,與T3和T4工具相比,T1工具下增材焊核區尺寸更小。分析認為,攪拌針的幾何形狀直接影響著焊核區尺寸,T3和T4工具的攪拌針具有相似的幾何形狀,而T1工具的攪拌針幾何形狀與T3和T4工具差別較大,從而導致了上述現象。
綜上所述,單道單層增材焊核區材料發生明顯軟化,但硬度分布均勻,且攪拌工具形狀對焊核區硬度分布的均勻性影響不大。
圖8(b)為T3工具下單、雙道單層增材的硬度分布曲線,其中增材宏觀形貌圖(以T3工具下雙道單層增材為例)說明了硬度測試位置。可見雙道單層增材的硬度分布與單道單層增材相似,最低硬度處位于熱影響區中,熱機影響區硬度略有回升,焊核區硬度分布均勻,因此該區性能均勻,平均硬度為105.27HV,與母材相比降低了38.1%,焊核區材料進一步軟化。這是因為與單道增材相比,雙道增材受到兩次攪拌工具作用,熱輸入增加,焊核區中強化相進一步溶解。圖9為單道增材和雙道增材焊核區的微觀組織。利用截點法測得單道增材與雙道增材焊核區中平均晶粒尺寸分別為10.27μm和14.66μm,可見由于雙道增材受到的熱輸入增加,焊核區晶粒尺寸增大,這也是造成焊核區材料軟化的原因之一。但可以通過熱處理來改善軟化問題。圖8(b)中,黑色虛線間距和紅色虛線間距分別為雙道增材和單道增材焊核區尺寸,可以發現雙道增材焊核區尺寸明顯增大,由此也可證實采用來回雙道焊接工藝能夠得到更好的增材成形。
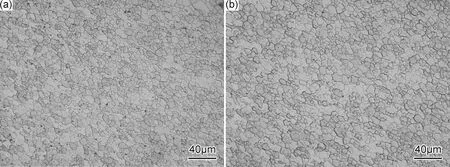
圖9 單(a)、雙道(b)增材焊核區微觀組織Fig.9 Microstructures of the nugget zone of the single(a) and double pass builds(b)
圖8(c)為T4工具下四層增材的硬度分布曲線,其中增材宏觀形貌說明了硬度測試位置。可見每層增材的焊核區硬度分布均勻,因此性能較均勻,且平均硬度逐層增加,其平均硬度值分別為91.39,95.13,100.80,101.74HV。這是因為隨著層數的增加,增材所受到的熱循環次數減少,強化相溶解量減小。
相比于單層單道增材,四層增材中,即使是頂層增材焊核區,其材料也進一步軟化。分析認為,除了上述原因以外,材料的軟化促使焊核區中材料的垂直混合更加明顯,雖然最上層增材相當于單道增材,但是更明顯的垂直混合導致頂層增材焊核區的強化相減少。
3 結論
(1)相比于三角平面圓臺狀(T2)和圓柱狀(T5)攪拌針,偏心圓柱狀(T1)及三凹圓弧槽狀(T3,T4)攪拌針更利于增材界面上下材料混合。
(2)T3,T4工具下,單道單層增材均為非對稱成形的增材,焊核區前進側發生致密無缺陷的冶金連接,后退側鉤狀缺陷有伸入焊核區趨勢;采用來回雙道焊接工藝可避免鉤狀缺陷伸入增材焊核區,增大焊核區尺寸,得到更好的對稱增材成形。
(3)采用相鄰兩層焊接方向相反的增材工藝進行四層增材,除了頂層增材,其他增材后退側鉤狀缺陷均向焊核區外側彎曲變形,弱連接缺陷得到改善甚至消除;頂層增材后退側鉤狀缺陷伸入焊核區,且在其末端存在孔洞缺陷。
(4)攪拌摩擦增材2195-T8鋁鋰合金的焊核區明顯軟化,不同增材工藝下焊核區硬度均分布均勻;相比于單道單層增材,來回雙道單層增材焊核區進一步軟化;四層增材焊核區硬度逐層增加。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04