汽車沖壓件缺陷分析及質(zhì)量改進
2019-09-24 01:08:46李靖
科技創(chuàng)新與應用 2019年25期
關鍵詞:解決措施
李靖
摘? 要:在汽車制造領域中,超過60%的金屬制件需要使用沖壓工藝加工成形。由于原材料性質(zhì)、沖壓模具狀態(tài)和操作者人為因素等,可能會導致沖壓件表面存在一定的質(zhì)量缺陷。文章從汽車沖壓件起皺、開裂、回彈等典型缺陷切入,深入探討了制件表面質(zhì)量缺陷檢測方法,并提出了相應的改進措施。
關鍵詞:汽車沖壓件;成型缺陷;質(zhì)量標準;解決措施
中圖分類號:TG386? ? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2019)25-0114-02
Abstract: In the field of automobile manufacturing, more than 60% of metal parts need to be formed by stamping process. Due to the nature of raw materials, the state of stamping die, and the human factors of the operator, there may be some quality defects on the surface of stamping parts. In this paper, from the typical defects such as wrinkling, cracking and springback of automobile stamping parts, the detection methods of surface quality defects are discussed in depth, and corresponding improvement measures are put forward.
Keywords: automobile stamping parts; forming defects; quality standards; solutions
引言
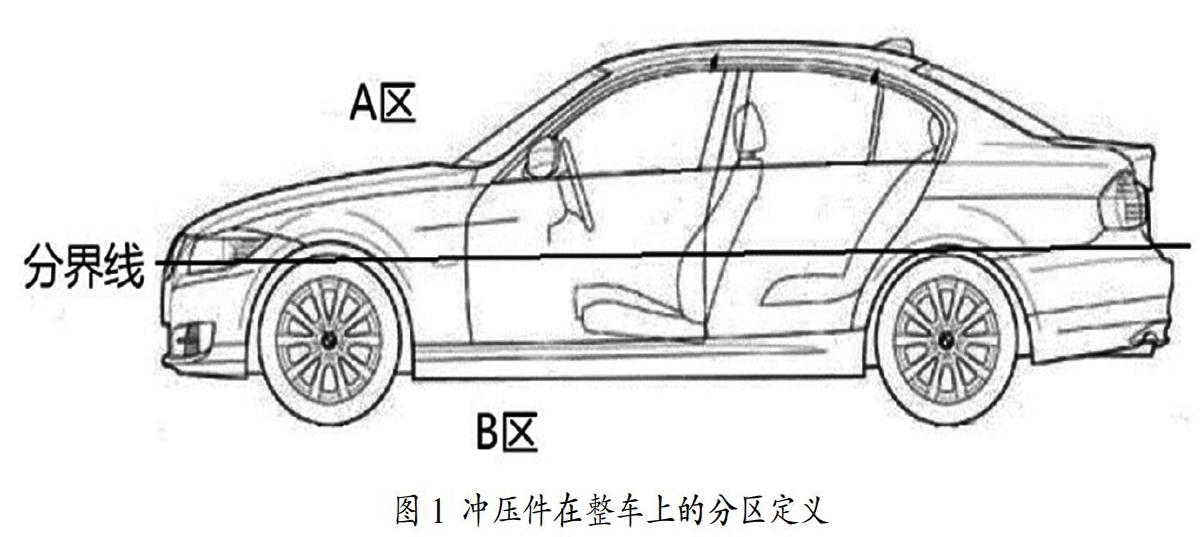
沖壓成形是指利用沖壓設備對材料施加壓力,使其產(chǎn)生塑性變形的過程。在工廠中,整車上的沖壓件通常可劃分為A、B、C、D四個區(qū)域,如圖1所示。車身腰線裝束條的下邊線、前翼/后翼輪罩邊線以上部位為區(qū)域A;以下部位定義為區(qū)域B;車身頂蓋側(cè)邊板上側(cè)弧線以上及頂蓋部位為區(qū)域C;其他顧客所不能覺察的部位定義為區(qū)域D。不同區(qū)域產(chǎn)生的裂紋、縮頸、坑包、變形、麻點、起皺、毛刺等缺陷,分別對應了不同的判定標準,如報廢、返修、合格等。
1 表面質(zhì)量缺陷及檢測
沖壓件的表面質(zhì)量缺陷可分為A類缺陷、B類缺陷、C類缺陷三種類型。A類缺陷是顧客所不能接受的缺陷,在使用過程中可能存在極大的安全隱患;B類缺陷是顧客可以看到或摸到的缺陷,一般指比較嚴重的配合缺陷;C類缺陷是指用油石打磨后才會發(fā)現(xiàn)的缺陷,通過模具結(jié)構(gòu)調(diào)整是可以改進的,該缺陷一般不會引起用戶的索賠。
沖壓件表面質(zhì)量檢測方法可分為外觀檢測方法和尺寸檢測方法兩種類型。外觀檢測可通過觀察者表面目視、檢查員觸摸檢查及表面油石打磨沖壓件等方式進行。尺寸檢測則需通過借助測量工具進行檢測,如利用檢具,檢測沖壓件外形和尺寸精度;或使用三坐標測量儀,對沖壓件孔的位置進行精密測量。
2 沖壓缺陷的影響因素
汽車金屬制件在沖壓成型過程中,可能會存在起皺、斷裂、回彈等典型缺陷[1],導致沖壓缺陷的因素可歸結(jié)為以下幾點:
2.1 材料性能
理論上,通常應用成型極限曲線(FLD)表示板料成形性能,其中金屬材料的應變硬化指數(shù)n和厚向硬度指數(shù)r對曲線擬合效果影響顯著。在沖壓變形中,應變硬化指數(shù)n越高,變形裕度越大,材料承載能力越強,但材料加工硬化能力隨之增強,且易發(fā)生頸縮缺陷。厚向硬度指數(shù)r越大,材料拉伸性能越好,整體厚度變形均勻,金屬板材一般具有較好的成形性。
2.2 模具參數(shù)
不同沖壓方法應采用不同類型模具,同時對模具材料要求也有差異。模具表面硬度和粗糙度會對制件拉毛缺陷產(chǎn)生影響。模具工作表面有劃傷,模具材料內(nèi)部含有雜質(zhì),都會影響制件表面質(zhì)量,使其產(chǎn)生拉傷、壓痕等缺陷。
凸、凹模之間的間隙,對沖裁件質(zhì)量有著極其重要的影響。若間隙過小,凸、凹模之間的材料會被二次剪切,斷面出現(xiàn)較長的毛刺;若間隙過大,材料的彎曲與拉伸增大,容易形成一定厚度的毛刺,且制件會產(chǎn)生翹曲變形。因此,凸、凹模間隙應均勻合理。
此外,凸、凹模圓角半徑,對拉深件質(zhì)量有著顯著影響。若半徑過大,板料與模具間的接觸面積會減少,即板料處于懸空狀態(tài),進而易于產(chǎn)生起皺缺陷;若半徑過小,板料擠壓作用和摩擦阻力增大,制件表面容易產(chǎn)生斷裂缺陷。因而,凸、凹模圓角半徑選取不宜過大,也不能過小。
2.3 工藝條件
影響沖壓缺陷的工藝參數(shù)主要包括壓邊力、沖壓速度、拉延筋的設置、潤滑油的使用以及成型工序的設定等。壓邊力過小以及壓邊圈上的潤滑油過多,都會增大進料速度,進而引起板料起皺缺陷;壓邊力太大以及潤滑條件不好,會引起凸模與材料相對滑動減弱,導致危險斷面變薄破裂;由于大型制件結(jié)構(gòu)的不對稱性,板料在成型時材料流入速度不一致,因而需要在壓邊圈上設置拉延筋以控制不同區(qū)域的板料流入速度,使沖壓件得到均勻變形;沖壓工序的設置不是固定的,針對同一個零件,不同廠家可能會給出不同的工藝方案,但基本堅持一個原則,即在結(jié)構(gòu)不發(fā)生干涉的情況下,盡可能采用最少的工序加工生產(chǎn)。另外,隨著計算機技術的發(fā)展,目前可利用autoform/abaqus等多種CAE分析軟件對沖壓工藝過程進行數(shù)值模擬[2],優(yōu)化工藝過程及參數(shù),以降低沖壓工藝缺陷,降低生產(chǎn)成本。
3 沖壓件質(zhì)量改進措施
沖壓工藝可分為分離工序和成型工序兩大類。分離工序包括落料、沖孔、修邊等,成型工序包括拉伸、彎曲、翻邊等[3]。本文將針對各工序中可能會存在的起皺、開裂、回彈缺陷,提出較為詳細的預防措施與解決方案。
3.1 起皺
起皺缺陷產(chǎn)生的根本原因是由于板料受到擠壓,當平面方向的主、次應力達到一定程度時,厚度方向失穩(wěn)。按照皺紋形成原因不同,可將其分為兩種類型,第一種是由于進入凹模腔內(nèi)材料過多而形成的材料堆積起皺;第二種是由于板料厚度方向失穩(wěn)或拉應力不均勻而產(chǎn)生的失穩(wěn)起皺。為了抑制該缺陷,具體的解決思路如下:(1)從產(chǎn)品設計角度考慮:盡量減小翻邊高度;使造型劇變區(qū)域呈順滑狀態(tài)連接;對于產(chǎn)品易起皺部位可適當?shù)卦黾游显煨?(2)從沖壓工藝設計方面出發(fā):增大壓邊力,控制進料速度;工藝補充增加圓形或方形拉延筋;在合理范圍內(nèi)增加成形工序;(3)對于沖壓材料的選擇:在滿足產(chǎn)品性能的情況下,對于一些易起皺的零件,應選用成形性較好的材料。
3.2 開裂
開裂缺陷形成的根本原因在于材料在拉伸的過程中,應變超過其極限,最直觀的表現(xiàn)是制件表面產(chǎn)生肉眼可見的裂紋。通常可以將其分為三種類型:第一種是由于材料抗拉強度不足而產(chǎn)生的破裂,斷裂原因一般是由于凸、凹模圓角處局部受力過大造成的;第二種是由于材料變形量不足而破裂,如尖點部位的開裂;第三種是由于材料內(nèi)有雜質(zhì)引起的裂紋。因此,為了預防斷裂缺陷,最根本的措施是減少應力集中現(xiàn)象。具體方案如下:(1)選擇合理的坯料尺寸和形狀;(2)調(diào)整拉延筋參數(shù),防止由于脹力過大引起破裂;(3)增加工藝切口,保證材料合理流動,變形均勻;(4)改善潤滑條件,減小摩擦力,增大進料速度;(5)減小壓邊力或采用可變的壓邊力,以控制進料阻力;(6)采用延展性和成形性較好的材料,減少裂紋。
3.3 回彈
絕大部分沖壓制件都會產(chǎn)生回彈缺陷,回彈產(chǎn)生的根本原因可歸納如下,即零件在沖壓變形后,材料由于彈性卸載,導致局部或整體發(fā)生變形。沖壓材料、壓力大小和模具狀態(tài)等都會影響回彈。對于回彈缺陷,解決思路如下[4]:(1)補償法,即根據(jù)彎曲成形后沖壓件回彈量的大小,預先在模具上作出等于此工件回彈量的坡度,來補償工件成型后的回彈,該方法中所需補償?shù)幕貜椓看笮≈饕罁?jù)人工經(jīng)驗估計或CAE數(shù)值模擬分析結(jié)果來確定;(2)拉彎法:在板料彎曲的同時施加拉力,以此使得板料內(nèi)部的應力分布較為均勻,進而減少回彈量;(3)局部加壓法:使變形區(qū)變?yōu)槿蚴軌旱膽顟B(tài),從根本上改變彈性變形的性質(zhì);(4)通過局部加筋及其他增加剛度的方法,以提高沖壓件剛度,減少變形。
4 結(jié)束語
總而言之,研究汽車沖壓件成型工藝缺陷及其抑制措施具有重要的意義。相關人員應對沖壓典型缺陷的影響因素有一個全面了解,針對不同類型制件確定合適的沖壓工藝方案,同時設置合理的壓邊力和沖壓速度,選取合適的模具材料和凸、凹模尺寸。在模具設計過程中,通過拉延筋的結(jié)構(gòu)設計,進一步提高成形質(zhì)量,從而順利完成汽車沖壓件的成型加工,減少制件缺陷,提升整體生產(chǎn)效率,節(jié)約企業(yè)成本。
參考文獻:
[1]齊寶軍,張海俠.汽車沖壓件成型過程中常見缺陷及分析[J].林業(yè)機械與木工設備,2014,42(11):48-50.
[2]雷正保.汽車覆蓋件沖壓成形CAE技術及其工業(yè)應用研究[D].中南大學,2003.
[3]唐文宇,王鵬,李巖,等.沖壓工藝的發(fā)展現(xiàn)狀及沖壓模具設計的基本思路[J].中國高新區(qū),2018(14):148.
[4]王銀巧,胡治鈺.大型覆蓋件沖壓表面缺陷的產(chǎn)生原因及預防措施[J].模具工業(yè),2012,38(07):73-76.
猜你喜歡
文藝生活·下旬刊(2016年10期)2016-11-03 00:53:34
經(jīng)營者(2016年12期)2016-10-21 08:24:22
課程教育研究·學法教法研究(2016年21期)2016-10-20 18:17:43
現(xiàn)代經(jīng)濟信息(2016年19期)2016-10-20 15:30:24
中國科技博覽(2016年19期)2016-10-19 15:04:37
中國科技博覽(2016年18期)2016-10-19 08:20:44
商場現(xiàn)代化(2016年22期)2016-10-18 20:06:55
科技視界(2016年21期)2016-10-17 20:46:50
科學與財富(2016年28期)2016-10-14 18:44:14
科學與財富(2016年28期)2016-10-14 18:28:23