轉鼓飛剪同步齒輪齒隙調整與優化
2019-11-05 07:45:15孫海軍吳汶樺
科技視界 2019年28期
關鍵詞:優化措施
孫海軍 吳汶樺

【摘 要】在爐卷項目制造中,轉鼓式飛剪是相當關鍵的設備。要讓轉鼓式飛剪發揮出作用,就需要做好齒隙調整與優化。在文中主要就針對轉鼓飛剪同步齒輪齒隙調整與優化進行探討,為提高生產效率奠定基礎。
【關鍵詞】轉鼓式飛剪;齒輪齒隙;優化措施
中圖分類號: TG44文獻標識碼: A 文章編號: 2095-2457(2019)28-0076-002
DOI:10.19694/j.cnki.issn2095-2457.2019.28.030
0 概述
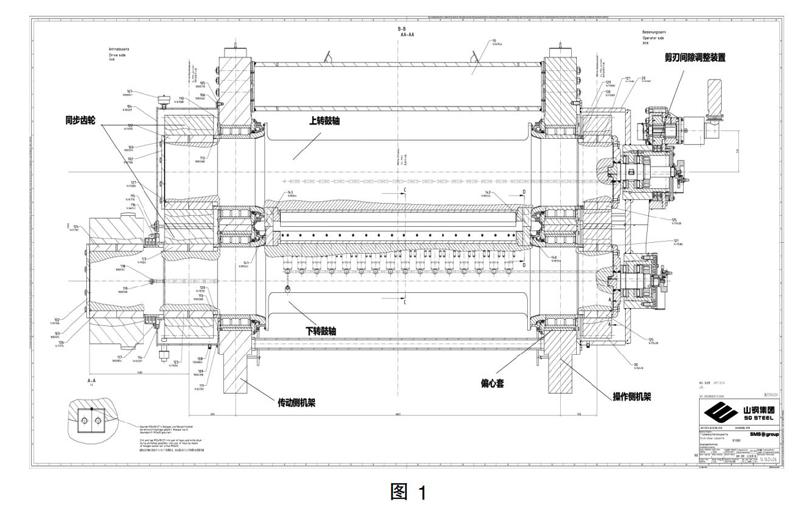
轉鼓式飛剪是我公司和西馬克合作為山鋼3500mm爐卷項目制造的關鍵設備。轉鼓式飛剪主要由上、下轉鼓、同步圓柱斜齒輪副、傳動側機架、操作側機架、底座、剪刃調整機構、刀片鎖緊調整機構、及驅動系統等部件組成。(圖1)該轉鼓飛剪的機架為分體式結構,其主要目的是便于上、下轉鼓軸的裝配。山鋼轉鼓飛剪位于爐卷軋機入口側,主要作用是對行進中的帶鋼進行切頭及切尾動作。切去帶鋼頭部不規則形狀,以便于軋輥的咬入保證通板性。切去帶鋼尾部低溫部分以減少對軋輥的沖擊。
山鋼轉鼓飛剪主要參數如下:剪切帶鋼最大厚度:35mm,帶鋼最大寬度:3250mm,熱剪最大強度150N/mm2。飛剪在剪切工作時由于剪切力的作用,轉鼓軸會產生變形,這些變形會使剪刃間隙發生變化。為了保證剪切順利進行,必須保證齒輪副的嚙合側隙小與0.1mm。所以調整齒側間隙工作在飛剪精度調整工作中尤為關鍵。本文就齒側間隙調整做主要闡述。
1 同步齒輪中心距調整
山鋼轉鼓飛剪同步齒輪為斜齒圓柱輪其優點。
(1)嚙合性能好:斜齒圓柱齒輪輪齒之間的嚙合過程是一種過度的過程,輪齒上的受力也是逐漸由小到大,再由大到小;斜齒輪適用于高速,重載情況。
(2)重合度大:重合度的增大使齒輪的承載能力提高。從而延長了齒輪的壽命。重合度主要取決于嚙合時間,而斜齒輪的嚙合時間長,接觸面積大,使應力減小。并使傳動平穩,且增加了其經濟性。
(3)結構緊湊:最小齒數越少,則結構越緊湊。
(4)斜齒圓柱齒輪存在螺旋角,上轉鼓軸軸向竄動來達到剪刃間隙調整目的。
山鋼轉鼓飛剪齒側間隙調整采用偏心套調整法。上轉鼓軸固定為基準,下轉鼓軸在軸承和機架孔之間設有偏心套。調整齒輪側隙原理如(圖2)O1為上轉鼓軸中心也是齒輪中心,O2為下轉鼓軸機架孔中心也是偏心套外圓中心。O3下轉鼓軸齒輪中心。偏心套偏心量為e,以e為半徑以O2為圓心畫圓,這個圓上任意一個點就是下轉鼓軸齒輪中心的動點。α為兩齒輪中心距Δα為偏心套轉動(180-θ)角度后中心距,調整后的中心距根據三角函數余弦定律可知:
2 齒側間隙測量
側隙是齒輪傳動的一個重要參數,側隙在齒輪嚙合中受到負載、溫度變化而變化。所以相嚙合齒輪必定要有側隙。齒側間隙可分為圓周側隙、徑向側隙、法向側隙。本文中提到的側隙為法向側隙。法向側隙的定義是當兩個齒輪工作面相接觸時其非工作齒面的最短距離。可用壓鉛絲法和塞尺測量。(圖3)側隙的計算,根據機械設計手冊可知:
3 齒側間隙優化調整
依據裝配技術要求,偏心套初始位置放置在0度=180度此時中心距為最大值齒齒間隙最大值。用塞尺測量記錄數據。按技術要求將操作側與傳動側偏心套同步同方向旋轉15度,用塞尺測量記錄數據。但在實際調整過程中由于下轉鼓軸重量近50噸,摩擦力過大無法直接轉動偏心套。必須將下轉鼓軸拆下,用工裝將偏心套固定用行車轉動機架來達到調整目的。然后將下轉鼓軸重新裝回固定。用塞尺檢測側隙的變化量。反復重復以上工作直至齒側間隙滿足圖紙要求。采用此調整方法不僅費時費力,且每一次轉動偏心套,齒側間隙的變化是不可控的。
根據齒側間隙調整的實際情況制訂優化方案:
(1)計算出偏心套在齒輪副正確嚙合時理論所處角度。將機架上下孔中心數據13500.045與齒輪副中心距13500.062分別代入公式(2)算得偏心套轉動角度為89.5°95.8°84.3°91°即偏心套理論調整范圍在84.3°~95.8°之間。
(2)在兩機架外側面劃輔助角度刻線,偏心套初始位放在80°,塞尺測量齒側間隙記錄數據。
(3)如需調整將要調整的齒側間隙數值代入公式(4)計算出中心距的相應變量,然后再將數據代入公式(2)計算出偏心套所需轉動角度。
(4)復測齒側間隙,如不合格重復上述工作直到滿足要求。
4 結語
通過計算調整齒側間隙的方法,不僅減少偏心套調整次數,也對齒側間隙有了數字控制。降低了工人的勞動強度,提高了工作效率。
猜你喜歡
新教育時代·教師版(2016年23期)2016-12-06 05:03:58
新教育時代·教師版(2016年33期)2016-12-02 12:34:46
中國科技縱橫(2016年17期)2016-11-30 11:12:12
時代金融(2016年27期)2016-11-25 17:45:59
商(2016年33期)2016-11-24 22:09:45
科學與財富(2016年15期)2016-11-24 16:13:54
現代經濟信息(2016年25期)2016-11-24 05:33:31
科教導刊·電子版(2016年26期)2016-11-21 09:32:33
商情(2016年39期)2016-11-21 08:29:46
大經貿(2016年9期)2016-11-16 15:48:40
