軸承熱裝工藝研究
2019-11-27 11:44:06李攀房東
智富時代 2019年9期
李攀 房東

【摘 要】軸承是變速器重要的傳動部件,軸承的裝配質量直接影響著軸承的壽命,影響變速器的質量。本文以某客戶總成最常用到的副箱中間軸軸承為例,簡單介紹了軸承裝配工藝,詳細敘述熱裝工藝的實驗過程和方法,并據此制定了熱裝參數和作業辦法。
【關鍵詞】變速器;軸承;裝配工藝;加熱
1.引言
軸承作為變速器傳動系統中的關鍵零件,對變速器總成質量起到決定性作用。現階段的軸承裝配工藝主要有壓力裝配和熱(冷)裝法。壓裝是利用液壓泵推動夾具將軸承壓入與之配合的孔(軸),裝配過程中對軸承清潔度有一定影響、并且可能出現軸承壓傷,這也是我司目前主要軸承的裝配方式。熱裝法是利用熱脹冷縮原理,使其將原本緊配合變為松配合的一種安裝方式,常使用的方法有電熱板加熱、電爐加熱、感應加熱、油槽加熱,其中感應加熱利用電磁感應原理可以快速、可靠而又干凈地將軸承加熱至所需溫度,不會對軸承、主軸造成損傷,且具有很高的效率。
熱裝可以為客戶提供更高品質的產品,特別適合于我司的可分離式圓柱滾子軸承。由于內外圈分開裝配,因此被加熱的只有內圈,這樣可以輕易裝于軸上,同時不會對外圈和孔座的配合產生影響。本文將以某客戶產品大量用到的NJ型軸承42307E為例,進行熱裝工藝的實驗和參數確定。
2.初步分析
2.1加熱器的控制
該軸承加熱器控制分為時間模式和溫度模式。溫度模式下通過吸附在軸承上的傳感器來實時檢測溫度,達到設定溫度時機器停止加熱完成退磁。時間模式下為倒計時,達到設定的時間即停止加熱并完成退磁。在前期試驗過程中發現溫度模式下傳感器無法和軸承內壁保持良好接觸,且溫度易被環境影響;需要定期校準;作業時消耗的操作時間長,對操作要求較高。考慮操作便利性、節拍和后期維護,我們選擇了時間控制模式,僅需放上工件,按下按鈕至倒計時完畢即可,操作簡單快捷。
2.2熱裝參數分析
圓柱滾子軸承42307E 尺寸參數350 -0.012,C09020副箱焊接軸頭尺寸35+0.016 +0.006,過盈量δ=0.006-0.028mm,順利裝配時應保持0.01mm左右的間隙,軸承加熱膨脹量:
△d max=δ+0.01=0.038mm。? ? ? ? ? (1)
根據軸承鋼膨脹量計算公式:
△d max=a*d0*(t1-t0)=1.25x10^-5x35x(t1-30)? ?(2)
根據式(1)(2)得: t1 max=116.9 ℃,具體數值需要再根據試驗結果修正。
其中,△d是軸承的直徑膨脹量,單位為mm;a為軸承鋼線膨脹系數,為1.25*10^-5;d0為軸承或工件的初始直徑;t1為軸承加熱后的溫度;t0為軸承的初始溫度。
軸承內圈加熱超過120℃可能會導致軸承發生退火,使軸承內部金相組織和力學性能發生變化,從而使內圈的硬度和精度降低,損害軸承性能。經式(2)得t1 max=116.9℃小于要求值,考慮到軸承裝配可以在2-5秒內完成,因此忽略軸承在裝配過程中的溫度損失。
3.實驗及結果分析
3.1簡述裝配工藝
a、將免清洗的焊接軸總成立放在工作臺面;b、取42307E軸承內圈放在加熱器上,啟動加熱機待達到規定時間;c、迅速將內圈拿起套入軸頭;d、使用榔頭敲擊一次,確認裝配到位,并補償因軸向冷卻收縮與軸肩產生的間隙。
3.2實驗材料
A、 上海戴姆電器 DCL-T軸承感應加熱器。功率0.5-1KW,適用軸承內徑20≤φ≤120mm,具有自動退磁功能。
B、 勝利儀器DM6801A? K型熱電偶測溫儀。量程-50-250℃,分辨力0.1℃,測量精度±1.5℃,經過公司計量室校準。
C、 JS150T-1707046B副箱焊接軸總成、42307E軸承各50件。
3.3實驗過程及結果分析
3.3.1.加熱時間與溫度變化
初步確定加熱溫度與加熱時間的關系如圖1。
3.3.2熱裝試驗
參考2.2中計算得到的加熱時間,結合3.3.1實驗得到的溫度與加熱時間的關系,確定試驗從17秒加熱時長開始做,每個加熱時間做10組數據,按最小單位1秒步進。深色加粗的表示手工裝配成功,白色表示無法裝入。
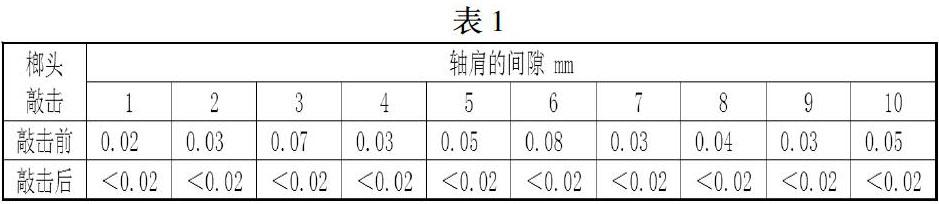
3.3.3軸肩間隙測量
軸承內圈安裝在焊接軸軸肩上,使用榔頭敲擊前后分別使用塞尺測量軸肩和軸承之間的間隙。得到結果如表1:
3.3.4結果分析
根據實驗結果確定了42307E軸承內圈最終的加熱時間為18S,此時軸承溫度為105.8℃,小于我們的計算的最大加熱溫度,也符合軸承的加熱要求。對于16s出現的92℃即可完成裝配的情況,是由于軸承和軸的配合過盈量比較小。
熱裝完畢后如果不敲擊軸承內圈,會導致內圈和軸肩的間隙較大且無法控制。該誤差一部分是手工放置自未安裝到位產生的,另外還有在冷卻過程中軸承內圈沿寬度方向收縮導致的,通過一次敲擊后,間隙均控制在0.02mm以內。
3.3.5.批量試裝驗證
基于3.1的裝配工藝,經過6、7、8月份的批量裝箱驗證,約750臺份,出現了9個熱裝失敗的,測量軸肩間隙50臺份,均小于塞尺最小值0.02mm,一次安裝合格率為98.8%,滿足裝配節拍。
4.小結
本文以NJ型軸承42307E內圈為例,提供了一種軸承熱裝參數的實驗方法,重點敘述了熱裝工藝的實驗和分析,為企業軸承熱裝制定了合適的加熱參數并通過了量產驗證,最后介紹了控制軸肩間隙的簡單高效的辦法。
【參考文獻】
[1] 孟慶新.大型風電機組主軸軸承裝配工藝分析[J].風能產業,2016,85:70-71.
[2] 張寬,侯軍.軸承熱裝加熱溫度分析[J].機械工程師,2012,10:113-114.
[3] 國家質檢總局(CN-GB).產品幾何技術規范(GPS).極限與配合.第1部分:公差、偏差和配合的基礎[Z],2009-03-16.