關于散糧系統流程設備降低粉塵爆炸危險的改造與應用
2020-04-08 01:26:22劉鵬飛王濤劉文卿劉述俊杰陳厚斌李金蔚楊海龍張星史中琨
現代食品·下 2020年1期
關鍵詞:預防
劉鵬飛 王濤 劉文卿 劉述俊杰 陳厚斌 李金蔚 楊海龍 張星 史中琨
摘 要:散糧系統的各個流程設備相通相連,且流程設備相對封閉,因生產過程中會形成大量粉塵,若發生局部爆炸事故,可能會形成二次爆炸等,造成的后果無法估計。因此,本文從預防(測溫)、隔離(隔爆)、主動干預(泄爆)3個方面進行研究,通過改造,提高設備運行的安全性。經過使用,證明改造效果良好。
關鍵詞:散糧系統;粉塵爆炸;預防;隔離;主動干預
Abstract:The common flow equipment of grain system is often connected with each other and relatively closed. Due to the formation of a large number of dust in the production process, if a local explosion accident occurs, it may form a secondary explosion, and the consequences can not be estimated. Therefore, it is studied from three aspects: prevention (temperature measurement), isolation (explosion prevention), active intervention (explosion release), that can improve the safety of equipment operation. The application proves that the transformation effect is good.
Key words:Bulk grain system; Dust explosion; Prevention; Isolation; Active intervention
中圖分類號:TS211.3
散糧系統常見的流程設備有氣墊式皮帶機、托輥式皮帶機、斗式提升機、刮板機和除塵器等,為達到糧食裝卸流程的便捷目標,各個流程設備之間往往是相通相連的。但這些傳統的流程設備,由于結構特性和生產特性會出現一定的安全隱患。由于作業環境較為封閉,作業時產生的大量糧食粉塵會局限于封閉空間中,存在多種引起粉塵爆炸的因素。如皮帶機的傳動滾筒由于長時間的運轉,部件會產生破壞導致設備運行過程中的動平衡狀態遭到破壞,造成碰撞,產生火花。火花與設備內部的積塵、粉塵接觸,存在引發粉塵爆炸的火災隱患。
為杜絕隱患,依據相關標準結合實際經驗深入分析研判爆炸因素和爆炸過程,從提高檢測裝置的覆蓋面和報警速度,在爆炸事故發生后立即分散爆炸沖擊力,防止事故擴大角度等采取安全措施,實施優化改造。將防火防爆作為系統性安全裝置,主要就流程設備測溫、滾筒位移監測、泄爆隔爆3個方面進行改造優化,改善優化各個設備機構之間的連通關系,提升設備在作業過程中的穩定性與可靠性,為快速檢測消除相應隱患提供技術支撐。
1 散糧系統中存在的主要問題
1.1 散糧測溫系統中存在的問題
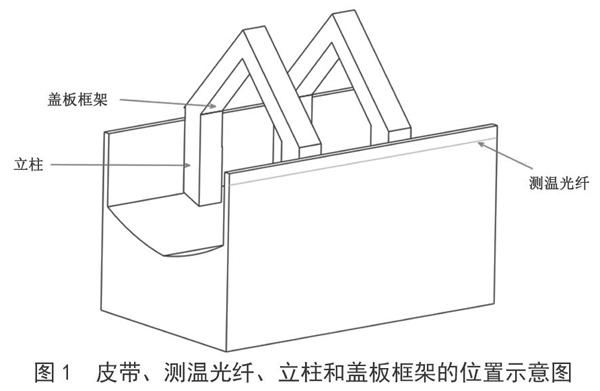
(1)用測溫光纖來監測皮帶機的跑偏和飄帶。使用測溫光纖進行故障監測的原理是皮帶跑偏或飄帶時,皮帶摩擦側蓋板出現溫升而報警。但皮帶在運行過程中發生跑偏和飄帶時,皮帶的接觸位置并不是側蓋板,多為流程設備箱體的立柱和蓋板框架(見圖1),它和測溫光纖安裝位置之間存在著金屬板、金屬立柱的隔斷,當出現異常情況時,根據熱輻射和熱傳導的特性,傳遞過程中熱量損耗較大,問題部位的側蓋板溫升較慢,致使測溫光纖不能在第一時間準確的傳遞溫度變化信息,確認故障位置,從而延誤最佳處理時機,造成嚴重損失。
圖1 皮帶、測溫光纖、立柱和蓋板框架的位置示意圖
(2)光纖測溫報警速度慢。以青島港董家口分公司港區糧系統為例,光纖測溫分布于18條全氣墊式皮帶機、2條斗提機和2條托輥式皮帶機上,光纖布線總長13 km,并使用2臺光纖測溫主機作為信息的反饋處理終端。其中,1號主機有4條通道,2號主機有7條通道,共計有11條通道。測溫數據采集時采用逐條通道掃描的方式進行信息采集,每條通道的掃描均時間為6 s,按該掃描速度計算,1號主機的全部4條通道掃描完需24 s,2號主機全部7條通道掃描完需42 s。此外,由于感溫本身存在一定的滯后性,所以當掃描到故障位置時,故障位置可能已經由于皮帶摩擦起火,但由于不能在第一時間采取相應的制動應急措施,從而導致粉塵爆炸等一系列隱患問題的發生,造成人員傷亡和財產損失。
(3)光纖測溫分布于側蓋板和滾筒表面上易損傷。設備維修時,因要拆卸機械部分,如果操作不當極易對測溫光纖造成擠壓,導致內部光纖斷裂,使測溫系統無法正常測溫,存在隱患。
(4)過渡托輥缺少測溫監測。過渡托輥作為皮帶從一節氣室平緩承接到另一節氣室的重要中間過渡部件,其可以讓皮帶在整個流程運行過程中,始終保持相對穩定受力,從而保證皮帶不會因為突變的位置差而導致拉力變化造成損傷,達到保證皮帶安全的目的。但皮帶長時間高速轉動運行及粉塵浸入軸承的影響,往往會使托輥內部機構軸承產生損壞,造成異常升溫,導致火災患。
1.2 設備運行中滾筒可能存在的問題
結合日常作業及故障處理經驗,可將滾筒(見圖2)發生的故障歸納為:①滾筒外皮兩側端面焊縫開裂導致筒皮整體晃動,見圖3。②滾筒外皮斷裂導致筒皮局部串動,見圖4。③滾筒因軸承故障導致滾筒整體軸向串動,見圖5。在上述3種情況下,若不能及時發現故障滾筒,依然讓設備保持運轉,不僅會造成滾筒報廢,還有可能因為轉動過程中的動平衡失控,拉力大小發生突變,從而導致皮帶撕裂的惡性事故。此外,設備運轉平衡遭到破壞,筒體與箱體發生碰撞,產生火花,極易造成粉塵爆炸等一系列安全事故,給安全生產帶來嚴重隱患。因此,如何在滾筒發生串動的第一時間發現問題并停止設備的運轉,對設備的安全作業來說是不可缺少的重要監測指標,所以對滾筒的位移監測是必不可少的。
圖2 滾筒示意圖
圖3 滾筒外皮兩側端面焊縫開裂導致筒皮整體晃動圖
圖4 滾筒外皮斷裂導致筒皮局部串動圖
圖5 滾筒因軸承故障導致滾筒整體軸向串動圖
1.3 流程設備的粉塵泄爆問題
散糧系統流程設備大多屬于封閉系統,封閉系統不僅可以單方面保證裝卸速度,還可以保證運載過程的平穩有序,達到保質保速的目的。在裝卸過程中,大多數糧食都為脫水的干糧,會由于抓斗等裝卸器具的擠壓導致部分糧食變為粗制面粉,形成糧食粉塵彌漫在設備內部。此時,若相應設備的除塵器管道通風不佳,會導致大量的粉塵積留于設備中,存在安全隱患。尤其當單位體積內的粉塵濃度值較高且符合其自身的爆炸特性時,就存在粉塵爆炸的隱患,同時由于作業特性,流程設備之間多為互聯互通體系,一旦發生局部引燃爆炸事故,若不能及時將設備隔離,極易導致大面積的連環爆炸,造成嚴重的生命財產損失。
關于設備的泄爆設定都是根據國家標準來進行測算設置的。但在相關的國家標準中,僅僅對斗式提升機及除塵器出臺了明確的相關指標,并沒有對刮板機、氣墊式皮帶機的泄爆安全防護進行相關規定。在生產過程中,氣墊式皮帶機及刮板機作為裝卸生產較為關鍵的兩個設備,其封閉的內部環境所彌漫的粉塵濃度不低于斗式提升機,其潛在的危險程度較高。
根據相關實驗數據表明,在理想狀態下,斗式提升機內能夠發生糧食粉塵爆炸的最低濃度下限為70 g·m-3,該數值對于實際連續運作的生產情況來說明顯偏小,所以斗式提升機存在較大的粉塵爆炸隱患[2]。對于裝卸一線的刮板機和氣墊式皮帶機來說,長流程的封閉箱體及不間斷的長時間工作運行,其內部粉塵濃度也會遠遠大于這個數值。所以從粉塵泄爆角度來講,刮板機與氣墊式皮帶機也應存在相應防爆泄爆裝置。
除塵器在設計及安裝規范方面均滿足相應的國家標準要求,但在實際的裝卸過程中,對1 400~2 000 t·h-1的實際糧食裝卸量所產生的粉塵量來講,與設計風量預想所達到的吸附效果差距甚遠,造成該現象的主要原因是在鋪設除塵器管道時,過度注重流程設備的整體布局,忽略鋪設時的多處管道彎頭處所產生的局部阻力大小,從而導致實際吸塵口處風力的大幅度縮減,讓除塵效果難以達標。所以為進一步降低粉塵濃度,達到較為理想的除塵效果,需對相應的除塵管路進行改造優化,以達到相應目標。
2 設備改造優化方案
設備優化改造主要從利用檢測手段對流程設備隱患部位全覆蓋,達到快速報警的目的,如發生爆炸可以通過快速反饋爆炸故障點,在人員干預下立即啟動隔爆裝置,泄爆裝置在爆炸后可快速分散沖擊力,防止事故擴大,為現場救援提供更多可能性。
2.1 散糧系統的測溫系統改造優化方案
2.1.1 光纖測溫系統的改造優化
為了避免頻繁拆卸蓋板導致的測溫光纖損壞,可將需經常清理的氣室進倉皮帶機全部改為點式測溫。并在皮帶機的機頭、機尾、爬坡段等易發生跑偏和飄帶部位的兩側立柱(見圖6)加裝點式測溫傳感器(PT100測溫傳感器),用于檢測因皮帶與立柱接觸導致的溫升現象,以確保出現相應隱患事故時,可以第一時間根據系統提供反饋信息,及時準確的確認故障發生的點,達到定點定位的目標。同時,因取消進倉的光纖測溫,減少4個主機光纖通道,減少光纖掃描時間24 s,使光纖測溫的報警速度得以大幅度提高。在此基礎上,在易出現皮帶跑偏和飄帶的支架位置,增加光纖測溫點。該測溫點的設置是利用現有的測溫光纖,但由于任意波長的光在光纖傳輸中都存在衰減現象[1],根據這一特性,將光纖由原來的直線敷設的形式改為光纖纏繞點式敷設形式(見圖7),每一個測溫夾具內纏繞約1 m的測溫光纖,增加了單位面積內光纖的感溫面積,縮短了到達相應位置時溫升信息傳遞的距離,使測溫光纖對故障信息的傳遞速度得到優化,從而達到了提升測溫效果的目的。且設備維修時,該部位不需拆卸,可以有效防止光纖損傷。
圖6 立柱點式測溫安裝分布圖
圖7 光纖纏繞點式敷設圖
2.1.2 過渡托輥點式測溫的改造優化
對于托輥而言,若出現轉動異常情況,通常都是內部軸承或組件損傷導致動平衡失衡,從而伴隨著軸向串動出現的異常溫升現象。所以可以通過在托輥支架處安裝點式測溫的方法,對過渡托輥進行溫度監測。
過渡托輥多位于兩節氣室之間,且氣室之間留有較為充足的空隙。安裝點式測溫時,可以用夾具在托輥支架上用夾具對測溫塊進行固定(見圖8),實現對托輥軸的實時溫度監測。將新增加的測溫部位點并入原有測溫點式系統當中,引入中控控制系統進行監控,以確保可以第一時間發現溫度的異常變化,進行相應的重點盯靠,達到保證設備設施、皮帶的正常運行的目的。
圖8 托輥點式測溫安裝位置圖
2.2 滾筒位移監測的改造優化方案
對于滾筒的位移監測,關鍵在于出現串動現象的第一時間發現問題,需在出現微小位置偏移信號時就立即采取相應的制動措施,以保證設備設施的安全。對位置監測而言,用限位開關來實現相應目標是相對直接的一種方法。但常用的限位開關檢測距離較長,無法滿足所需的滾筒位移監測的需求。所以推薦選用更為靈敏的金屬型限位開關作為相關信號的接觸反應器。
在積塵箱滾筒兩端圓周所對應的側壁上,呈中心對稱安裝2個相近開關,同時在滾筒的兩端各安裝2個限位開關(如圖9、10所示),形成限位反饋。
圖9 積塵箱滾筒兩端圓周所對應的側壁安裝開關示意圖
圖10 滾筒兩端安裝開關示意圖
利用金屬型接近開關檢測距離為3~5 mm的檢測特性,調節開關與滾筒的極限檢測距離,并將限位報警信號串聯到跑偏停機中去,讓報警信號變為強制停機信號的一種,實現報警的連鎖停機,從而達到動態監測滾筒串動現象的目的,確保了第一時間的停機斷電,保障設備設施及人員的安全。
2.3 散糧系統粉塵防爆改造優化方案
2.3.1 泄爆面積及泄爆裝置的改造優化
(1)對于刮板機泄爆方案的改造優化。以青島港董家口分公司港區設備為例,根據相應的粉塵爆炸泄壓規范[3],并沒有對刮板機安裝泄爆裝置的要求與規范。由于刮板機同斗提機形體類似,同屬圍包體。所以針對刮板機泄爆總面積的測算,依據對斗提機的相關要求規范進行測算,其泄爆口安裝位置主要依據刮板機輸送物料特點確定。
青島港董家口分公司港區主要有3臺刮板機,其中MG1長為50.2 m、MG2長度為47.1 m、MG3長度為26.6 m。長度均大于25 m,依據斗式提升機測算要求,為確保泄爆的有效安全,按照有效泄壓面積不低于0.05 m2·m-3的要求進行計算,得到3臺刮板機的有效泄壓面積(泄爆總面積),見表1。
根據測算結果對刮板機增設泄爆口,并根據刮板機輸送物料中各部位揚塵情況,確定刮板機安裝泄爆口位置。MG1、MG2上蓋板現有4個觀察窗,在不改變使用功能的前提下,將4個觀察窗的蓋板改為泄爆板足以滿足相應的泄爆的需求。泄爆口位置見圖11;MG3上蓋板現有3個觀察窗,在不改變使用功能的前提下,將這3個觀察窗的蓋板,改為泄爆板以滿足相應的泄爆需求,泄爆口開口位置見圖12。這樣改造確保了流程運行段及機頭機尾的大體積封閉箱體均能達到相應的泄爆要求,同時縮短改造周期,降低了改造費用及難度,節約了人力、物力、成本。
圖11 MG1、MG2上蓋板觀察窗圖
圖12 MG3上蓋板圖
(2)對于氣墊式皮帶機泄爆方案的改造優化。對于氣墊式皮帶輸送機而言[3-4],要結合實際運行情況及設備自身的設計結構特點進行改造優化。以青島港董家口分公司港區皮帶機為例,發現皮帶機運送物料過程中,多數粉塵揚塵主要集中在頭部及尾部的原因是物料落差較大及沖擊造成揚塵,機頭、機尾相比于皮帶機其他位置,危險指數較高。而中間段揚塵較輕微,甚至無揚塵,主要是由于風壓將氣室內部粉塵吹起。
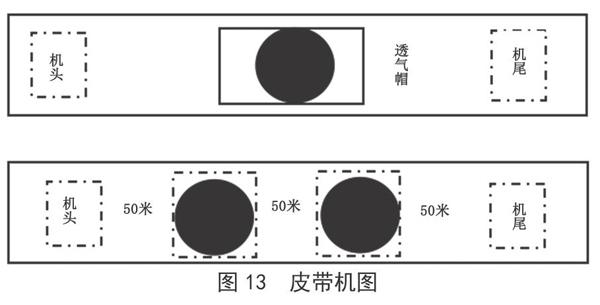
根據皮帶機實際運行情況,并結合設備特點對皮帶機的機頭、機尾及中間段分別進行相應改造。以青島港董家口分公司設備為例,其具體改造方案:①出倉皮帶機機頭、機尾都屬于敞開式的皮帶機,上蓋板每隔一段距離均安裝有相應的透氣帽,此種情況下,則需在機頭加裝泄爆口,以達到皮帶機日常運行作業時所需要的泄爆目標。②進倉的氣墊式皮帶機,其機頭、機尾都屬于密閉式箱體,但未達到泄爆要求,則需對現有觀察窗進行改造,在不影響基本功能使用的前提下,將觀察窗的蓋板改為泄爆板,以滿足相應的泄爆要求。此外,在皮帶機上蓋板位置每隔50 m加裝一個透氣帽,便于排除皮帶機運行中多余的廢氣及泄壓(見圖13)。
圖13 皮帶機圖
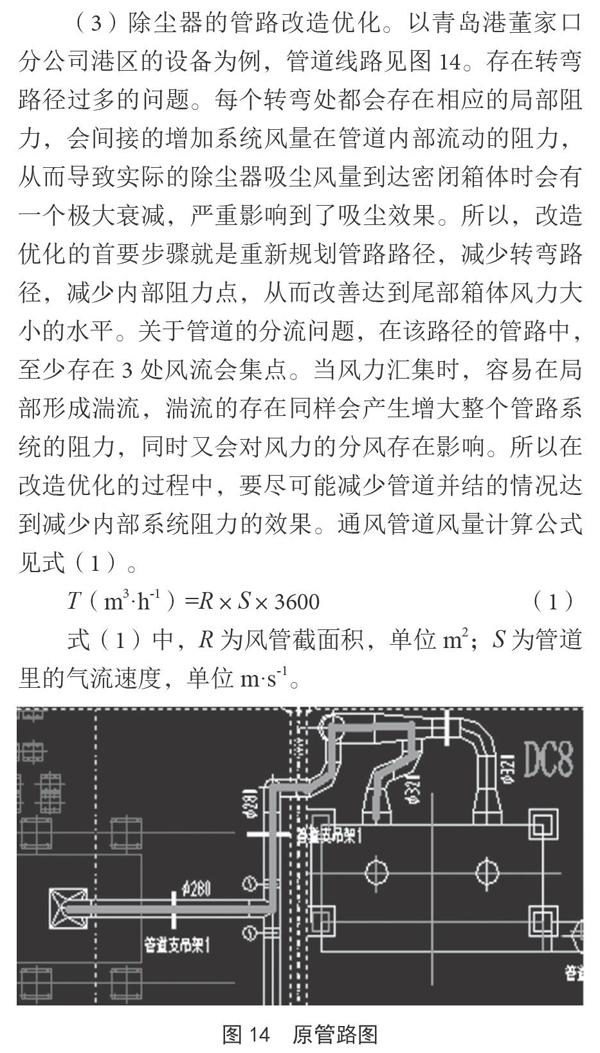
(3)除塵器的管路改造優化。以青島港董家口分公司港區的設備為例,管道線路見圖14。存在轉彎路徑過多的問題。每個轉彎處都會存在相應的局部阻力,會間接的增加系統風量在管道內部流動的阻力,從而導致實際的除塵器吸塵風量到達密閉箱體時會有一個極大衰減,嚴重影響到了吸塵效果。所以,改造優化的首要步驟就是重新規劃管路路徑,減少轉彎路徑,減少內部阻力點,從而改善達到尾部箱體風力大小的水平。關于管道的分流問題,在該路徑的管路中,至少存在3處風流會集點。當風力匯集時,容易在局部形成湍流,湍流的存在同樣會產生增大整個管路系統的阻力,同時又會對風力的分風存在影響。所以在改造優化的過程中,要盡可能減少管道并結的情況達到減少內部系統阻力的效果。通風管道風量計算公式見式(1)。
T(m3·h-1)=R×S×3600(1)
式(1)中,R為風管截面積,單位m2;S為管道里的氣流速度,單位m·s-1。
圖14 原管路圖
在風速一定的情況下,增大出風口處的風量最為直接的辦法就是增大管路直徑,從而改善除塵器吸附除塵的效果。原管路由于管道系統內部阻力較大,管徑較小,導致風量不足,吸附力較低,當啟動除塵器時,在人工除塵口處未能發現明顯的粉塵吸附現象。改造優化后的管路減少了管道內部的風力拐向點,同時在管路的拐向處用風管彎頭的曲率半徑遠大于管徑的類90°彎管對管道進行連接,以保證風力管道路徑在拐向處的衰減最小化,見圖15。明顯增大了管路的管徑,實現增大管道內風量的目標,從而確保在箱體吸塵塵口處風量大小。管路改造優化完成后,啟動除塵器時,可以在箱體的人工除塵口處,形成明顯的上升“粉塵氣流”,改造優化效果明顯。
圖15 改造優化管路圖
2.3.2 粉塵爆炸隔爆裝置的改造優化
(1)除塵器的改造優化。除塵器作為粉塵積攢、抑制揚塵的重要設備,也是預防粉塵爆炸的重點設備。從除塵器防粉塵爆炸方面來講,分為2個方面:①如何快速讓除塵器切斷與外來故障流程設備的連接,防止火花進入除塵器內。②如果除塵器內部發生粉塵爆炸,其內部的壓力就會增大造成氣流逆向除塵器流動,爆炸火焰與壓力會沿著逆向氣流擴散到所有相連的設備造成相連設備的二次爆炸或多次爆炸。因此,在除塵器的入口管道處需要安裝相應的爆炸隔離裝置。
在流程設備與除塵器連接的入口管道處,安裝火花探測儀和氣動隔離閥以實現隔爆防爆,并將相應的控制程序利用PLC進行編寫,輸入中控控制體系中。當除塵器與設備的連通處出現異常情況時,火花探測儀探測到火花,其故障信號通過PLC控制程序反饋到中控室,中控可以立即停止除塵器風機,同時進行氣動隔離閥動作,切斷除塵器吸塵口達到防止除塵器爆炸或爆炸蔓延的目的,見圖16、17。
圖16 原除塵器圖
圖17 改造優化后除塵器圖
此外,在編制PLC控制程序時,將流程設備的故障連鎖停機信號與除塵器運行控制相關聯,使流程設備出現連鎖停機故障信號時,也能啟動除塵器停止運行指令,并啟動氣動隔離閥,防止因皮帶機故障產生的火花、高溫等導致粉塵爆炸的因素進入到除塵器內,避免除塵器爆炸。
(2)流程設備閘門程序的改造優化。流程設備之間、與緩沖倉、筒倉之間都是通過電動閘門進行流程的切換,一旦出現粉塵爆炸,為阻止事態蔓延,需要第一時間關閉電動閘門。為達到這一目標,通過修改中控PLC閘門控制程序,增添對定片、定量及全部閘門的控制,在上位界面中增加相應的一鍵關閉電動閘門按鈕,讓中控人員根據現場情況第一時間做出相應的應急處理措施,以降低損失。
3 改造優化效果
3.1 糧系統測溫系統改造優化
①通過對氣墊式皮帶機加裝點式測溫,加強了對皮帶機跑偏和飄帶所造成的異常溫升的監控,解決了無法第一時間發現及反饋皮帶機跑偏和飄帶現象的問題。②通過減少側蓋板測溫光纖回路數量,采用點式測溫進行測量,減少了光纖主機通道數量,提高光纖測溫的報警速度,從而讓溫度控制反饋時間整體控制在30 s以內,解決溫度預警不及時、預警延遲的問題,為第一時間發現故障點提供基礎。
3.2 滾筒位移監測的改造優化
通過在滾筒兩側安裝金屬接近開關限位,實現了對滾筒運行的動態監測。通過限位報警信號的反饋系統,及時讓故障滾筒停止運轉,消除故障后的摩擦火花隱患,并將故障問題止步于單一的滾筒自身,杜絕了故障事態擴大的可能。
3.3 散糧系統粉塵防爆改造優化
通過合理增添刮板機、氣墊式皮帶機泄爆裝置使流程設備在作業時,封閉流程內部的粉塵環境可以始終保持在一個相對穩定的動平衡濃度當中,有效遏制了粉塵爆炸發生的可能性,為生產作業的安全穩定運行提供保證。同時,通過對除塵器管路路徑合理的優化改造,減少了管路內部的系統阻力,實現了增大管路內部風量的目標,使除塵器在與設備相連的吸塵口處,依然可以維持較大的風力,從而對裝卸過程中產生的糧食粉塵進行穩定的吸附收集,并在一定程度上控制流程設備內部的粉塵濃度,這是散糧系統粉塵防爆系統中不可或缺的重要一步;通過在流程設備連接口之間設置一鍵關閉隔離閘門,并與相關流程設備的運行程序進行并聯,為第一時間針對現場發生的異常情況做出應急處理提供了可能,阻止事態蔓延,實現了將損失降到最小的可能。
4 結語
該套安全防爆防護裝置在糧食系統應用以來,運行效果良好,改善了故障問題點的反饋時間長、故障位置模糊的短板,切實提高作業人員處理故障的應急速度,在流程化糧食系統的裝卸設備的維修及安全防護中具有較高的推廣應用價值。
參考文獻:
[1]劉艷平,葉宗順,華 濤,等.分布式光纖測溫系統光纖衰減不一致的修正方法[J].水電自動化與大壩監測,2012,36(6):34-36.
[2]呂 岳,朱多興,楊 劍,等.散糧裝卸系統斗式提升機內粉塵爆炸特征參數[J].糧食與飼料工業,2015(7):1-4.
[3]中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.GB/T 15605-2008 粉塵爆炸泄壓規范[S].北京:中國標準出版社,2008.
[4]中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.GB/T 10596-2011 埋刮板輸送機標準[S].北京:中國標準出版社,2011.
[5]中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.GB 14784-2013 帶式輸送機安全規定[S].北京:中國標準出版社,2013.
猜你喜歡
文藝生活·中旬刊(2016年10期)2016-11-04 06:41:44
人間(2016年26期)2016-11-03 18:09:39
中國科技博覽(2016年22期)2016-11-01 16:54:22
體育時空(2016年8期)2016-10-25 20:49:09
商業會計(2016年15期)2016-10-21 08:39:00
中學課程輔導·教師教育(中)(2016年9期)2016-10-20 15:42:46
中國科技博覽(2016年19期)2016-10-19 13:39:32
中國實用醫藥(2016年24期)2016-10-17 05:47:48
科學與財富(2016年28期)2016-10-14 21:11:35
科學與財富(2016年28期)2016-10-14 01:19:24
