淺析橫切機高速運轉下紙板切不斷的原因
2020-06-09 11:14:28湖北京山輕工機械股份有限公司彭銀喜
上海包裝 2020年4期
■文/湖北京山輕工機械股份有限公司彭銀喜
橫切機是瓦楞紙板生產線上的專用設備,是按設定長度精確切斷紙板。通過在一對螺旋刀軸上安裝刀片,刀軸旋轉,再通過控制系統設定紙板規格,將紙板按設定的長度切斷。
一、橫切機切不斷紙板現狀
現在的橫切機出于高效率生產的要求,大部分具有高速度、門幅寬的特點。高速度一般是指生產速度大于400m/min。橫切機在高速運轉時,經常出現瓦楞紙板切不斷(俗稱“連刀”)的情況,特別是切短尺寸規格的紙板時切不斷,容易造成后續堆碼不齊,影響正常收紙。一旦出現連刀現象,就需要降低車速,或停機調刀;如果出現降速或頻繁調刀,不僅影響生產效率,而且降低刀片使用壽命。如圖1為橫切機上下刀輥圖。
因此,要解決橫切機在高速運轉下又能保證切斷瓦楞紙板,就需要解決上述兩個問題:其一,避免出現切斷過程中的連刀情況;其二,設備能確保高速正常運轉不停機。
二、影響因素分析
筆者根據多年實踐經驗,并通過理論分析,認為一個科學合理的優化橫切機結構設計、部件的精密加工及精細安裝調試、正確使用與維護,是保證橫切機高速正常運轉關鍵。
下面先介紹一下橫切機核心的刀片刃部,以及基本情況,這樣有助于后續的問題解決。
橫切機上螺旋刀由上刀筒1和下刀筒5組成,上刀筒1、下刀筒5通過齒輪嚙合,每個刀筒上安裝一把刀片。具體圖示見圖2。
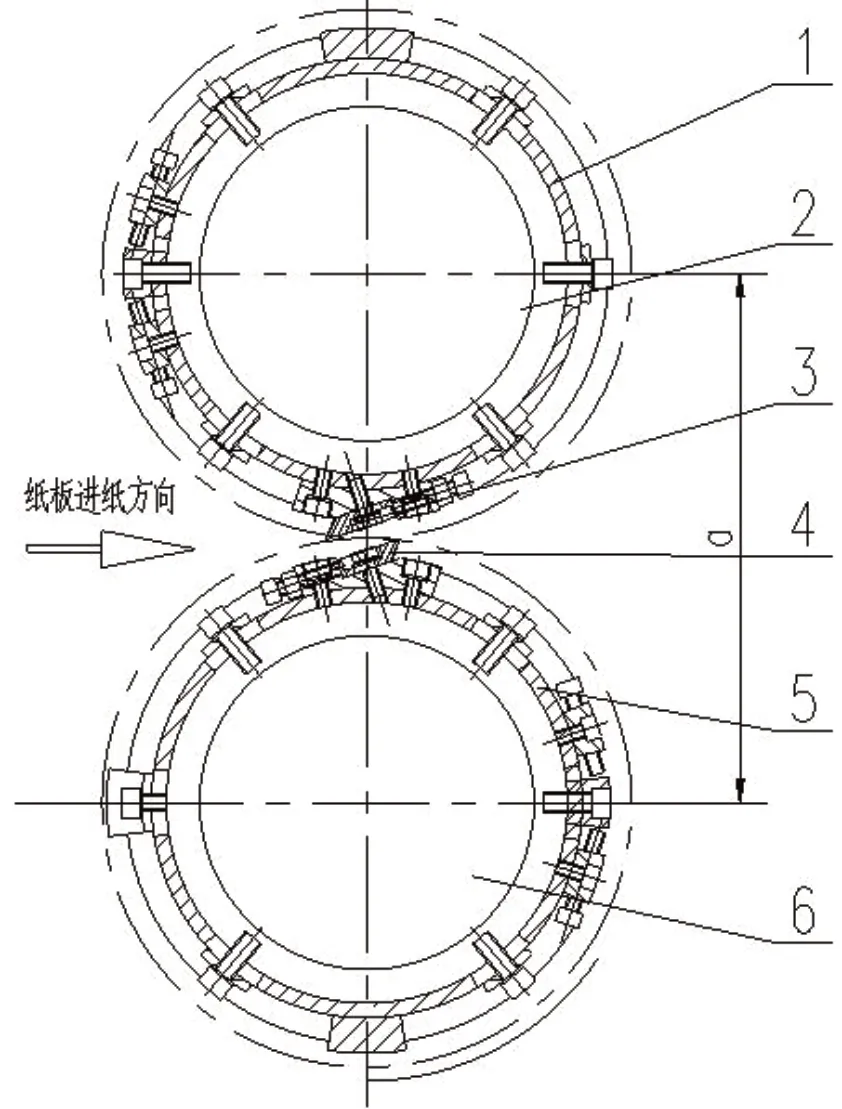
圖2橫切機刀片嚙合示意圖
橫切機刀片刃部制作采用硬質合金,耐熱耐磨,使用壽命長;通常情況下,刀片可使用800萬次。一款高速橫切機必須機電完美結合,兼顧結構剛性和低慣量設計。這樣才能保證切紙的精度(一半是±0.5 mm)、切口光滑、刀片使用壽命長、能耗低。
進一步分析出現連刀的主要因素以及相應對策:
1.動力匹配:高速橫切機一般選擇雙驅或多驅,主要根據車速及紙板的切長確定電機功率及電機數量。對于要求高速切割短紙板的橫切機,因速度與功率二次方成比例,需要增大電機驅動功率。如果選擇單臺大功率伺服馬達時,因電流大,溫升高,應該選擇冷卻效果好的水冷伺服馬達。而采用2臺伺服驅動或多驅方式,因雙驅或多驅電機功率小,電流小,有利于散熱;同時可以根據不同速度選擇驅動電機數量。見圖3。
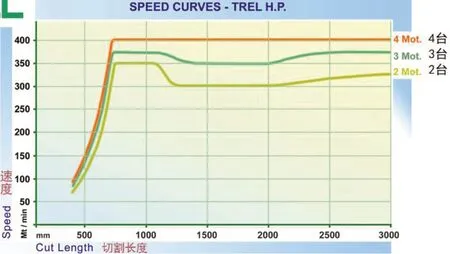
圖3速度曲線
2.合理選擇刀軸螺旋線角度θ:根據推導橫切機同步角度β。

其中:L:輥筒幅寬D:輥筒直徑θ:螺旋角β:同步切割角度
當螺旋線角度θ越大,同步切割區間也越大,切割省力。但螺旋角越大,刀片隨螺旋線安裝,要求刀片彈性要好,刃部變形大,變形會出現不均勻,導致上下刀刃嚙合時會出現局部崩刀。特別是幅寬2500mm以上機型,螺旋線角度不應該超過20°,建議螺旋線角度1.70左右。
3.合理選擇嚙合角度γ:從圖1中,上下刃口開始接觸嚙合,根據螺旋刀切割原理,γ越大,切割瞬時水平分量越小,垂直分量越大,會造成紙板切割聲音大,同時導致刀片刃口不耐磨。合理選擇嚙合角度γ,有利于改善切割紙板力。
4.利用橫切機上反轉功能:一副新的螺旋刀片,一片刀刃上開有鋸齒,另一片刀刃上沒有齒;安裝調試好后,啟動反轉功能,有鋸齒刀片將在無鋸齒刀片刃口上對應開出鋸齒。這樣有利于減小切削力,降低切斷紙板噪音。特別是安裝新刀片后,利用反轉功能,開鋸齒后,方便檢測上、下刀片鋸齒是否均勻;上下刀間隙是否一致(間隙0.1—0.15mm)。另外,在工作一段時間后,特別是長期使用一種規格紙幅,更換其它幅寬中,利用停機時間,啟動反轉功能,開齒磨刀,保證刃口鋒利,切口整齊,紙板不會出現切不斷的情況。
5.刀輥剛性不足:高速橫切機采用刀筒式結構,刀筒外徑在206~210mm,比實心刀軸慣量低,需要力矩小,配用功率小。如果在高速切割時,經常連刀會出現在刀輥中間,可能跟刀輥剛性不足有關。應采取措施:一是改進刀輥(刀筒)加工工藝,提高刀輥(刀筒)平衡精度,并消除刀軸(刀筒)變形。二是采用高強度材料,從45碳鋼到42CrMo,再到復合材料CFRP碳纖維。碳纖維是鋼密度1/4;是鋼強度5倍。具有高強度,變形小,低轉動慣量。特別適合做刀輥。在切割紙板時,刀筒隨芯軸高速旋轉,為了減低噪音,改善軸承潤滑,在刀筒內加入潤滑劑,起到內部阻尼作用,有效降低高速切割時噪音。
三、小結
隨著橫切機機器幅寬從1.8m增大到3.2m,速度從100m/min增加到400m/min。保證橫切機在高速運轉的情況下能夠切割紙板,避免連刀現象,減少停機次數,提高生產效率。必須合理設計機械結構,優化螺旋線參數,精密加工刀筒,保證高強度、低慣量刀輥與控制系統有機匹配,正常使用、操作橫切機,才能解決寬幅、高速橫切機出現連刀問題,總體來說,建議做到以下幾點:
1.降低刀輥轉動慣量,提高刀輥的剛性,刀輥采用高強度合金鋼或碳纖維CFRP刀筒結構。
2)優化刀輥螺旋線角度θ和嚙合角度γ,改善切割性能,提高刀片使用壽命,減少因連刀而停機。
3)優化橫切機動力配置,滿足高速切割時動力需要,根據不同速度,選擇雙驅或多驅。
4)正確使用、操作、維護橫切機也是保證橫切機在高速切斷必要條件之一。