淺析非耐壓吹塑PET瓶儲運過程中變形的原因
2020-06-09 11:14:30周文會李玉乾
上海包裝 2020年4期
關鍵詞:變形
■文/周文會,李玉乾
(1.嘉藝(上海)包裝制品有限公司;2.熙可食品科技(上海)有限公司)
PET作為一種聚酯類塑料,是英文Polyethylene terephthalate的縮寫,簡稱PET或PETP。中文名稱為聚對苯二甲酸類塑料。由于其透明度好,抗沖擊能力強且相對輕量低價,目前廣泛應用于包裝行業,不僅在軟包裝領域內被大量使用,還成為替代玻璃和金屬容器的良好材料。
使用在快消品中的,如飲料,油品等PET吹塑瓶,其成型工藝為注射拉伸吹瓶。這種瓶子一般重量低瓶壁薄,一方面可以節省成本;另一方面也產生了不良的影響,如抗壓能力差、耐真空度較差,在使用過程中就容易產生瓶體變形的問題。
此種吹塑瓶在實際使用中分耐內壓的瓶子和不耐內壓的瓶子兩種。耐內壓的瓶比如碳酸飲料使用的瓶子,在包裝完成后瓶內具有一定的內壓力。由于這種包裝瓶內存在一定量的氣體,所以在貨架期,瓶內的氣壓始終是高于外界大氣壓的。這種情況下的瓶子本身會因為壁薄導致的空瓶抗壓和耐真空度不好,但是其滿瓶抗壓卻很高,也不易發生變形的問題。而不耐內壓力的瓶由于瓶內沒有多余的氣體,且瓶體本身的耐真空度低,所以在經過了公司儲存,運輸,售貨地存儲等過程,經常在出售的時候發現瓶體本身有了各種各樣的形變。
一般來說瓶體變形分為癟瓶和漲瓶兩種。當瓶內氣壓高于瓶外氣壓時,會發生漲瓶,即瓶身會特別飽滿。不嚴重的漲瓶對瓶體形狀影響較小,嚴重的漲瓶產生的后果有:瓶底突出導致瓶子站立不穩,瓶蓋的密封性會打折扣,在輕微碰撞后發生瓶蓋崩出等危險。漲瓶在生產過程中出現,往往跟殺菌和灌裝溫度有關系。而儲運過程發生漲瓶的原因與發生癟瓶的原因相反。
相對于漲瓶,更易發生且更影響外觀的是癟瓶,筆者為了分析方便,根據變形發生的原因將癟瓶又分成了凹坑和癟瓶兩種情況:
(一)凹坑
是指瓶體受到外力影響導致的變形。這種變形是瓶身受到較激烈的碰撞或受到較大的壓力,導致瓶體某一部位出現凹陷,且不能自動恢復原狀。
凹坑比較容易發生在瓶形的變化處,如瓶肩、瓶身底部等處。因為這些部位一方面是承重的關鍵部位,另一方面相對于其他部位是突出的,是碰撞的受力部分,如圖1所示。

圖1凹坑
凹坑發生的原因一般有:
外包裝設計不合理。比如外箱過大,瓶與瓶之間有空隙,在儲運過程中相互碰撞,從而導致凹坑;外箱承重設計不合理,運輸過程中紙箱壓潰,PET瓶直接承受壓力,導致瓶肩部分被壓壞。
運輸道路狀況差導致顛簸嚴重,使同一外箱內瓶子多次相互碰撞,產生凹坑。
(一)暴力裝卸
從高處摔下導致凹坑。這種往往會導致嚴重的變形,甚至破損。
針對這些原因,我們可以看出,降低凹坑現象產生的方法有:加強緩沖包裝設計,設計合理的裝箱數量和外箱尺寸,外包裝有足夠的抗壓能力;加強瓶體本身的厚度,但要注意保證瓶體的耐沖擊性;避免暴力裝卸,選擇條件較好的路段來運輸等等。
(二)癟瓶
是指當瓶內氣壓低于瓶外氣壓時,產生的瓶身不飽滿的狀況。這種情況在打開瓶蓋后,或者內外氣壓差消失后,瓶身會自動恢復原狀。癟瓶發生后,一般是瓶身會有一定程度的向內收縮。此時如遭受碰撞,更容易產生凹坑,如圖2所示。

圖2實驗狀態下明顯的癟瓶
漲瓶和癟瓶發生的直接原因是:瓶內氣壓和外界大氣壓之間存在氣壓差,且這個壓差產生的力較大,瓶壁已經不能抵抗。那么那些原因會造成這種氣壓變化呢?
正常情況下我們認為,包裝完成后的瓶內氣體的量是不變的,根據理想氣體狀態方程PV=nRT,在理想狀態下,n 是不變的,而其中體積和溫度的變化均會引起這部分氣體的氣壓變化。特殊情況下,n發生變化,直接導致氣壓變化。
(一)外界溫度變化
此變化包含,季節變化產生的溫度變化,如夏天到冬天,我國大部分地區氣候四季分明,冬夏溫差較大;地點變化產生的溫度變化,如從較熱的地方運至較冷的地方,如在冬季,華南地區和東北地區的溫差較大;灌裝時溫度和儲運時溫度的溫差變化,如在灌裝時產品溫度較高,儲運時溫度低,這一現象在熱灌裝產品上表現明顯。
若產品在灌裝時的溫度明顯高于銷售時的溫度,那么極有可能會發生癟瓶;反之,則會漲瓶。
(二)外界氣壓產生的變化
此變化包含,地點變化產生的氣壓差,如在高海拔地區生產運送至低海拔地區;季節變化產生的氣壓差,我國大部分地區夏季氣壓略低于冬季氣壓。
瓶內氣體產生的氣壓不變,當外界氣壓升高后,瓶內氣壓便小于外界氣壓,此時會發生癟瓶;相反,則會產生漲瓶。
(三)瓶內盛裝物體積發生變化
一般情況下,包裝完成后密封良好的產品體積變化較小,但要注意有一些液體的密度隨溫度變化而變化。如食用油,隨溫度升高其密度會降低,這就導致其隨溫度變化而產生明顯的體積變化。例如葵花籽油,當溫度為25℃時,其密度約為0.9170Kg/L,當溫度降至5℃時,其密度約為0.9286Kg/L,那么以容量為5L的葵花籽油來為例,其瓶滿口容積為5250ml,灌裝體積為5000ml,頂部空氣體積為250ml。當灌裝好的5L葵花籽油從25℃降到5℃時,所產生的油的體積差為62ml。如假定瓶身不變形,對于密封性良好的瓶,瓶內氣體體積由250ml變成312ml,導致的氣壓降低已不可忽略。在實際情況中,PET瓶的瓶壁往往已經開始收縮,使容積變小,來抵御這種氣壓的降低。圖二為葵花籽油在經過35℃溫差(30℃降至-5℃)后產生的明顯的癟瓶現象。
(四)瓶內氣體由于產品的氧化等原因,氣體的質量減少
有一些產品在包裝完成后會發生慢慢的氧化,消耗掉頂空內的氧氣,這樣,也會導致瓶內外一定的氣壓差。但是這種情況一般不會導致特別明顯的癟瓶。相反的,有一些產品在儲運過程中發生變質,產生氣體,會導致瓶內氣體量增加,會造成漲瓶。
(五)瓶體自身的原因
涉及瓶體自身原因有:瓶壁太薄以至于耐真空度太低;瓶壁不均勻;瓶體加強筋設計不合理等,如圖3所示。這幾個因素主要體現在瓶體變形的難易程度上和變形后的易察覺度上,即條件變化后瓶體變形的臨界點和變形后是不是特別難以接受。如,兩個滿口容積同為5250mL的PET瓶,在只有加強筋設計不一樣的情況下,各自裝5L葵花籽油,經過相同的溫差變化,在這個過程中,會發現兩種瓶子開始發生變形的溫度不一樣,發生變形后一種是突變,比較令人難以接受;一種是整體變化,相對來說較容易接受。如圖4所示。

圖3加強筋不連通處發生明顯形變
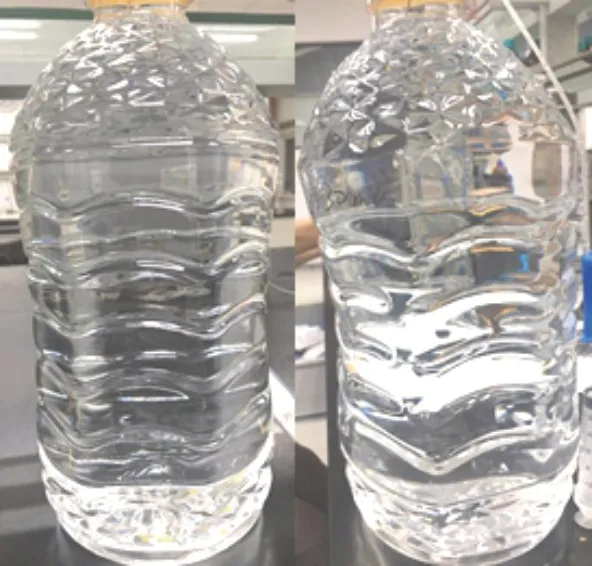
圖4實驗狀態下,兩種僅加強筋不同的瓶子發生形變的狀況
值得注意的是,儲運過程中瓶體發生變形,單一原因造成的可能性較小,大多數是以上幾種原因疊加造成的,所以,在產品出現癟瓶和漲瓶時,一定要聯系整個過程進行分析,找出造成變形的原因,并需要針對這些原因采取合理的手段來進行改善,以達到預期的效果。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36